多套色銅基標牌的網印制作
2011-11-16 06:32:10中國電子科技集團公司第36研究所徐英芳
網印工業 2011年12期
中國電子科技集團公司第36研究所 徐英芳
多套色銅基標牌的網印制作
中國電子科技集團公司第36研究所 徐英芳

在作業環境比較惡劣的場所使用的標識牌一般選用銅做基材,其最普遍的加工方法為化學蝕刻法,因為該方法制作的標識牌具有圖文的永久性,特別適合于需要做耐久性標識的場合。當遇到標識牌顏色多,特別是顏色外圍無框的情況時,蝕刻法就很難做到。本文將以海裝警示牌為例,敘述結合涂料涂裝工藝,絲網印刷制作多套色銅基標牌的工藝方法。
產品形式及加工難點
海裝產品標識牌因其海洋性使用環境的特殊性,選用銅材作為基材,以往我們普遍以化學方法蝕刻出凹底凸字凸邊框,對凸起部分進行鍍鉻加工,而凹陷部分則填充色漆,從而滿足使用要求。近期我們在生產中遇到的一例警示牌卻無法如此實現(如圖1),按以往單一的加工思路,我們至少面臨以下兩個難點:
1.蝕刻法套色問題。該警示牌共有4套色,且每套色邊緣并無圍框,這就限制了蝕刻填充色漆工藝的使用。

圖1 產品形式
2.絲印法結合力問題。絲網印刷可以解決套色問題,但由于銅基材表面特別光滑,容易導致絲印油墨的附著力不好,油墨層掉皮,甚至成張脫落。
工藝流程
為按設計要求呈現警示牌的4種套色,同時保證其圖文的結合力,我們先用噴涂色漆打底,再進行其余套色的絲網印刷(如圖2),其工藝流程為:銅基材→表面前處理→噴涂色漆→制作絲印模版→絲印1套色→絲印(2-n)套色→噴透明保護層。

圖2 絲印制作示意圖
基材
用作標牌制作的銅主要以銅的合金為主,如黃銅,為銅——鋅合金(鋅含量在50%以下);青銅,為銅——錫合金(錫含量在35%以下)。代號為Hpb59-1、Hpb62的鉛黃銅就是制作銅標牌的常用材料。
表面前處理
1.清潔處理:銅基板表面若有嚴重的麻坑、劃傷、氧化斑,可用機械拋光或刷光的手段進行處理,隨后再用汽油擦洗除油。
2.磷化或鈍化處理:經除油清潔后的銅基材,在涂覆前通過化學的方法生成一層化學轉化膜,可以顯著提高基材與涂覆層的附著力。
噴磷化底漆:將磷化底漆和磷化液按比例配置后,靜置30min后噴涂,漆膜厚度應控制在8~15μm,太薄或太厚都會降低其附著力。需要注意的是,配置好的底漆應在8小時內用完,過期不宜再用。
鈍化:鉻酸鹽鈍化處理能提高銅的耐蝕性,是在噴涂色漆前短時間防止腐蝕的一種簡便方法,效率高,成本低。
3.噴涂色漆:經表面前處理后的銅板,應盡快噴涂底漆,這樣底漆的附著力和耐蝕性好。在底漆上面噴涂所需的中綠灰色漆,色漆可以是氨基、聚氨酯、丙烯酸等,噴涂參數為:
工作粘度:18~26s;
噴涂壓力:0.2~0.6MPa;
槍物距:200~250mm。
噴涂好后進行干燥即可,色漆的制作也就是完成了該警示牌的第一套色。
4.制作絲印模版

采用250~300目的絲網,按照通常的絲印模版制作工藝進行感光膠的涂布、曝光、顯影、干燥即可,制成其余各套色的絲印模版。
5.絲網印刷
選擇方頭、邵氏硬度60~80°、厚度8~10μm、比圖形寬40~50mm的聚氨酯橡膠刮板,可以使用金屬油墨,在中綠灰色漆上依次絲網印刷黃色三角形、白色框區域和黑色警示圖形及文字。絲印時,房間溫度控制在25℃左右,溫度太高模版易堵網,溫度太低油墨的流動性會變差,不利于圖形流平。
6.噴透明保護層
制作完成后的警示牌在外表面噴涂一層丙烯酸清漆進行保護,同時也可以使產品表面光亮美觀。
質量分析
多套色銅基標牌的制作存在的最大問題就是文中提到的套色和絲網印刷結合力問題,事實上,之所以用絲網印刷的方法制作,也就是因為有多套色的原因。
多套色結合力
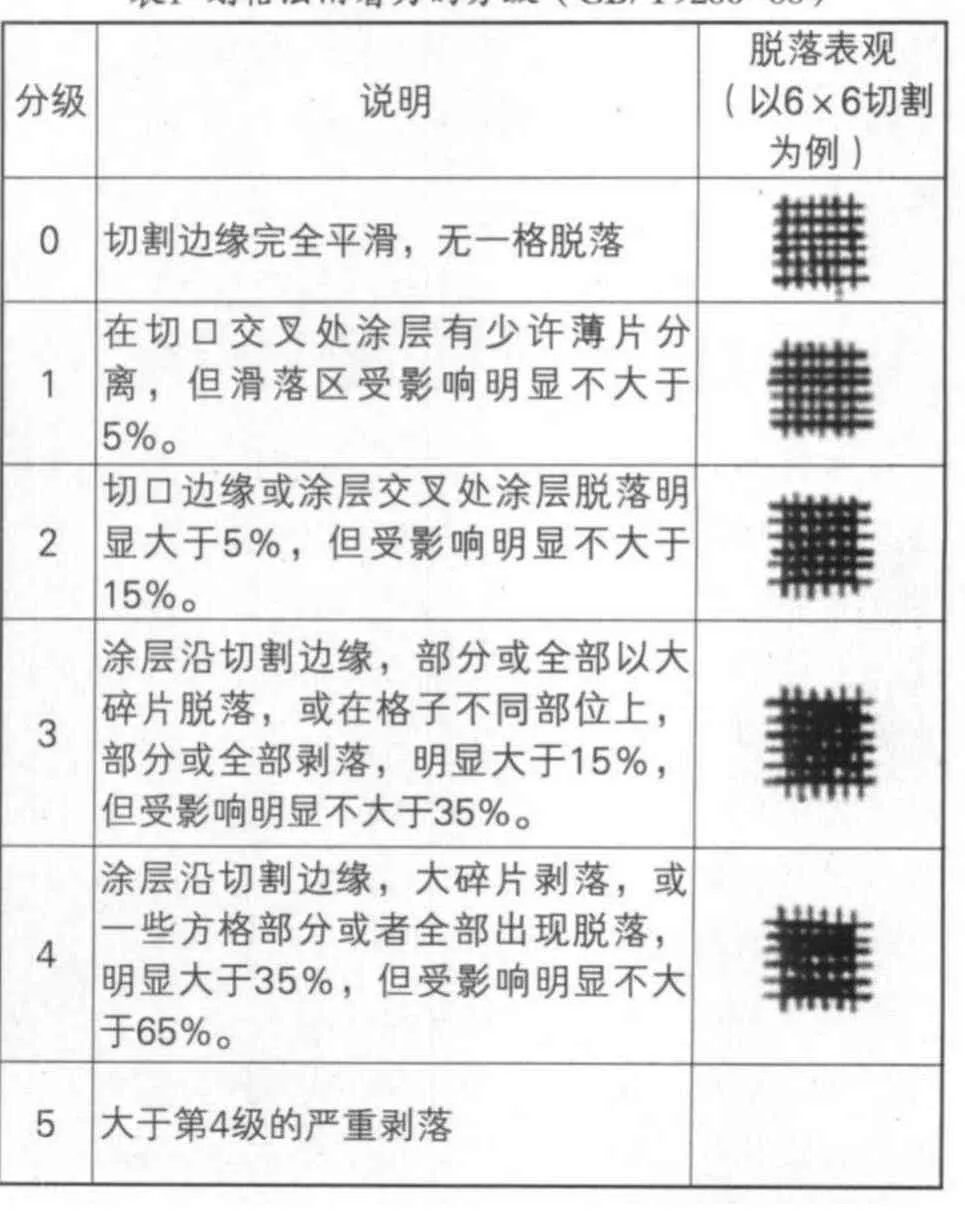
表1 劃格法附著力的分級(GB/T9286-88)
多套色絲網印刷是我們平時生產中常用的,絲印同種油墨,層間結合力不存在問題。針對絲印的第一套色和底下色漆之間的結合力,我們制作了樣板采用劃格法進行了測試:在墨層表面按橫向、縱向各切割6道或11道,形成格陣圖形,割傷貫穿墨層直至基體表面,然后按表1(GB/T9286-88)評價涂層的損傷情況,測得其附著力在0~1級之間,能滿足一般要求。

圖形與基材間結合力
未經前處理的銅表面印刷后,用無水乙醇輕輕一擦墨膜即脫落,為解決這個問題,必須對基材進行前處理。
在絲印前涂一層磷化底漆是比較簡便的方法。磷化底漆是由鋅鉻黃(K2CrO4·3ZnCrO4·4Zn(OH)2·2H2O,即堿式鉻酸鋅鉀)、聚乙烯縮丁醛和磷酸組成的,在銅基材表面噴涂磷化底漆可使其與銅基發生化學鍵合,生成一層磷酸鹽和鉻酸鹽鈍化膜,可以達到增強漆膜附著力的目的,從而使圖形各層之間牢固附著。
小結
本文通過分析多套色銅基標牌在傳統工藝制作過程中存在的難點,引入涂料涂裝的思路和處理辦法,介紹了結合涂料涂裝工藝絲網印刷制作多套色銅基標牌的方法,供生產一線的同仁們參考,不足之處,敬請指正。