AZ31鎂合金等通道轉角擠壓變形均勻性有限元分析
2011-11-08 11:56:18任國成趙國群徐淑波王桂青
中國有色金屬學報 2011年4期
任國成,趙國群,徐淑波,王桂青
(1. 山東大學 模具工程技術研究中心,濟南 250061;2. 山東建筑大學 材料科學與工程學院,濟南 250101)
AZ31鎂合金等通道轉角擠壓變形均勻性有限元分析
任國成1,2,趙國群1,徐淑波2,王桂青2
(1. 山東大學 模具工程技術研究中心,濟南 250061;2. 山東建筑大學 材料科學與工程學院,濟南 250101)
以AZ31鎂合金為研究對象,通過對不同模具外角ECAP變形過程的有限元模擬,研究不同模具外角下AZ31鎂合金ECAP變形的等效應變分布。利用微觀組織觀察以及硬度測試,分析等效應變分布對微觀組織及力學性能影響。結果表明:當模具外角ψ為20°時,工件可以獲得均勻的等效應變分布。AZ31鎂合金經過ECAP擠壓后,微觀組織顯著細化,力學性能明顯改善,但平均晶粒尺寸及微觀維氏硬度在工件橫截面上分布不均勻,等效應變分布的不均勻性是導致材料微觀組織和力學性能不均勻的主要因素之一。
等通道擠壓;有限元模擬;變形均勻性分析;AZ31鎂合金
鎂及鎂合金是迄今在工程應用中最輕的金屬結構材料,近年來變形鎂合金的塑性成形技術已經成為世界鎂工業的重要研究領域,如何提高鎂合金的塑性成形能力已成為鎂合金研究的熱點[1?2]。已有研究表明,經等通道轉角擠壓(Equal channel angular pressing,ECAP)后的鎂合金具有極細的晶粒結構并表現出與眾不同的力學行為[3?5],但是,在ECAP擠壓過程中,應變分布不均勻和工件變形分布的均勻性一直是影響ECAP擠壓材料性能的主要原因之一,提高ECAP工藝的變形均勻性對改善工件的微觀組織及力學性能具有重要的研究意義。NAGASEKHAR和TICH-HON[6]以及WEI等[7]在對方形件ECAP擠壓過程的研究中提出,模具外轉角半徑是影響試樣變形不均勻的重要因素,設置適當的模具外轉角可以有效地改善變形體應變分布[6?7],李繼忠等[8]在對純鈦的方形件ECAP擠壓中也得出了相似的結論,BASAVARAJ等[9]利用ABAQUS軟件分析了不同模具拐角圓形通道ECAP擠壓件應變均勻性,而對于模具外角ψ對圓形通道ECAP擠壓過程中應變均勻性的影響,迄今還未見報道。本文作者利用有限元分析軟件Deform-3D對AZ31鎂合金的ECAP變形過程進行動態仿真,了解模具外角ψ對ECAP的變形均勻性影響,并通過光學組織觀察以及微觀硬度測試,分析ECAP變形過程中等效應變分布對AZ31鎂合金微觀組織以及力學性能影響規律。
1 鎂合金ECAP變形的技術原理
AZ31鎂合金ECAP工藝的基本原理如圖1所示,模具中兩個等截面通道互相交截,沖頭將試樣擠到出口通道內。當經過兩通道的交截面時,試樣產生近似理想的剪切變形,晶粒發生塑性變形,形成位錯纏結,進而形成位錯胞;隨著ECAP過程的繼續進行,位錯胞數量逐漸增加,尺寸逐漸減少,胞壁的位錯密度逐漸提高,位錯發生交滑移,胞壁位錯纏結不斷集聚,形成小角度的織構界面。在剪應力作用下,小角度織構發生旋轉,成為大角度晶界的亞晶粒,并一定程度地破碎原晶粒,在隨后的再結晶轉變中,于原晶界和亞晶界處產生新的細小等軸晶粒,從而使晶粒細化[10]。由于鎂合金在室溫下塑性極差,所以鎂合金的ECAP擠壓加工需要在模具的外部設置加熱保溫裝置。擠壓溫度也是影響鎂合金顯微組織和力學性能的重要因素,溫度過高會使位錯消失的速度加快,不利于大角度晶界的形成,從而減弱晶粒的細化效果。而溫度過低又會引起鎂合金表面開裂,甚至無法實現擠壓[11]。因此,在ECAP過程中,要嚴格控制工件的變形溫度。本研究構建的AZ31鎂合金的ECAP實驗裝置采用J型熱電偶實時監測工件變形溫度,控溫精度可達±1 ℃。

圖1 AZ31鎂合金ECAP工藝示意圖Fig.1 Schematic diagram of ECAP die of AZ31 magnesium alloy
2 AZ31鎂合金ECAP工藝變形的數值模擬
ECAP擠壓過程中產生的剪切變形是鎂合金晶粒細化的主要原因,等效應變直接影響晶粒細化和合金性能。圓形通道ECAP工藝為三維變形問題,采用經典塑性力學求解圓形擠壓件擠壓過程變形分布比較困難,而有限元計算模擬則提供一個有效的研究途徑,其有效性和正確性也已被許多研究所證實[12]。因此,采用三維剛塑性有限元方法研究AZ31鎂合金在不同模具外角ψ圓形通道彎角擠壓過程,可以獲得模具外角ψ對AZ31鎂合金在ECAP形變過程中的應變分布的影響。

式中:ε&為應變速率,適用范圍為0.01~1.0 s?1;Q為變形激活能,對于AZ31鎂合金,Q取252 kJ/mol;σ為流變應力;n為應力指數取9.13;T為溫度,適用溫度范圍為250~350 ℃;R為摩爾氣體常數,取8.314 J/(mol·K);A和α為與材料有關的常數,對于AZ31鎂合金分別取5.718×1020和0.008[13]。在實際加工過程中,模具幾乎不發生變形,可將模具設定為剛性材料。由于加熱套對模具和工件進行加熱和保溫,擠壓過程中溫度恒定,因此,可以忽略工件和模具間熱交換,設定工件變形在恒溫條件下進行。擠壓件為直徑12 mm,長度70 mm的圓棒料,單元數為7 672個。其他模擬參數由表1給出。
2.1 AZ31鎂合金ECAP模擬參數的設定
Deform-3D的自帶材料庫中并沒有提供AZ31鎂合金的具體參數,因此,首先要確定AZ31鎂合金的本構關系。由于高溫下金屬的變形是一個熱激活過程,其變形溫度和應變速率均對流變應力產生影響,本構關系可用Arrhenius方程表示:

表1 AZ31鎂合金等圓形截面通道彎角擠壓數值模擬參數Table 1 Simulations parameters of round-section channel of ECAP process for AZ31 magnesium
為了后續有限元分析及實驗研究方便,根據擠壓過程的幾何特征,圖2所示為ECAP數值模擬過程中擠壓件截取的A-A截面位置示意圖。欲獲得擠壓件擠壓主要變形區橫截面的應變分布規律,可取如圖2所示擠壓件A-A截面沿L1~L55條直線進行分析;欲獲得擠壓件主要變形區微觀組織,可沿a~e點進行觀測;沿1~10點進行微觀硬度測試,分析其力學性能的變化。
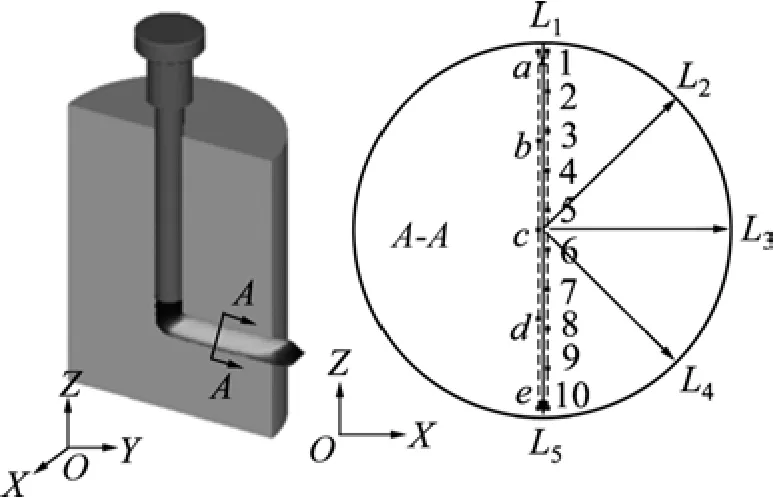
圖2 ECAP擠壓件截取A-A截面的示意圖Fig.2 Schematic diagram of A-A cross-section setting on ECAP processed samples
2.2 模具外角對工件縱截面等效應變分布的影響
圓形通道的ECAP擠壓變形為三維變形,且變形關于X面左右對稱,因此,要了解模具外角ψ對工件長度方向(Y向)等效應變分布的影響,只需分析工件縱截面上的等效應變分布即可。圖3所示為模具拐角為90°、模具外角ψ分別為0°、20°、37°、90°時AZ31鎂合金擠壓件對應工件縱截面上的等效應變分布。通過分析其應變分布可以了解擠壓件的變形分布均勻程度。由圖3可以看出,ECAP擠壓件變形過程分為3個區域:Ⅰ區為料頭區,這部分擠出過程中首先發生變形,變形自由度較大,變形情況復雜,因此變形分布極不均勻,應變分布梯度大,在實際應用過程中,這部分材料作為工藝廢料通常需要去除;Ⅱ區為主要變形區,等效應變沿擠壓管道方向分布基本均勻,經過一道次擠壓變形,主變形區的等效應變集中在0.438~1.75。
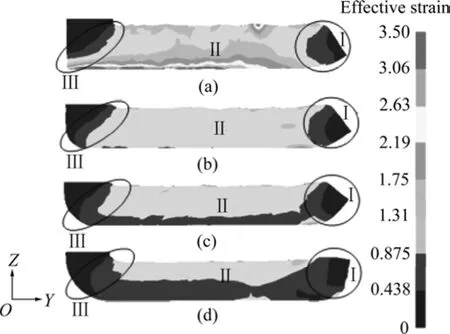
圖3 不同模具外角下AZ31鎂合金ECAP擠壓件縱截面等效應變分布Fig.3 Effective strain distribution in longitudinal crosssection of AZ31 magnesium samples processed by ECAP for different corner angles
但是,對于不同的模具外角,應變在豎直方向(Z向)具有明顯的梯度變化,由圖3(a)可以看出,當模具外角ψ=0°時,在模具的底部出現了劇烈塑性變形區,材料在擠壓過程極易引起破壞。由圖3(b)可看出,當ψ=20°時,主變形區的等效應變分布幾乎完全一致,只有在模具的底部出現了少量的小變形區,應變分布均勻性良好。由圖3(c)和(d)可以看出,隨著模具外角的增大,等效應變在豎直方向上的變形不均勻性增大,且等效應變的數值減小,表明在ECAP擠壓過程中,擠壓效率隨著模具外角ψ的增大而降低。Ⅲ區為正在變形區。由圖3(b)可以看出,當ψ=20°時,工件在變形區呈現明顯的剪切變形特征,變形帶剪切梯度分布良好,這也是在主變形區應變分布均勻性良好的主要原因。由于這部分區域正在發生變形,變形不完全,隨著變形的進行,這部分金屬將進入主變形區,其應變分布特點與主變形區的一致,擠壓件主要變形部分的均勻程度在長度方向(Y向)基本一致,截取擠壓件主變形區橫截面進行詳細分析,即可獲得擠壓件擠壓過程的橫向變形分布規律。因此,沿圖2所示A-A截面的L1、L2、L3、L4、L5分析模具外角ψ對工件橫截面等效應變分布的影響。
2.3 模具外角ψ對工件橫截面等效應變分布的影響
圖4所示為不同模具外角ψ的ECAP擠壓件在主變形區A-A截面沿L1~L5進行分析所獲得的等效應變分布曲線。由圖4可見,當模具外角ψ=0°時,直線L4和L5呈明顯增長的趨勢,表明當模具外角為零時,工件下部應變變化劇烈,工件的下半部分為主要變形部分;當ψ=20°時,等效應變沿L1到L5的分布基本重合,這表明ψ=20°的等效應變在整個橫截面上變化不大,等效應變分布均勻。由圖4(c)和(d)看出,當ψ為37°和90°時,直線L1和L2位于直線L3的上面,這說明隨著模具外角的變大,模具外側對工件的反作用力加大,從而使得工件下側變形減弱。
為了更加直觀地分析擠壓件橫截面上的等效應變分布均勻程度,可以計算代表等效應變不均勻程度的參數Ci[9]:


等效應變不均勻程度參數Ci的計算結果列于表2。
由表2可知,當模具外角ψ=0°時,A-A截面上的平均等效應變為1.652,而當ψ=90°時,平均等效應變則降為0.883,平均等效應變隨著ψ角的增大而減小。但就等效應變不均勻程度Ci而言,當ψ=0°時,Ci的值高達0.94,雖然獲得了高的等效應變,但變形均勻程度卻是最差的。比較ψ為20°、37°和90°時的變形情況可以發現,隨著ψ角的增大,A-A截面的平均等效應變減小,且不均勻變形程度逐漸增大。當ψ=20°時,既可獲得比較大的平均等效應變,又可獲得良好的等效應變分布。

圖4 不同模具外角 AZ31鎂合金ECAP擠壓件A-A橫截面的等效應變分布Fig.4 Effective strain distribution in A-A cross-section of AZ31 magnesium samples processed by ECAP for different corner angles:(a) ψ=0°; (b) ψ=20°; (c) ψ=37°; (d) ψ=90°

表2 主變形區A-A截面等效應變不均勻程度參數Table 2 Equivalent strain inhomogeneity index across section A-A in steady-state zone
3 AZ31鎂合金的ECAP變形實驗結果及分析
3.1 實驗裝置及實驗方法
為驗證有限元分析結果,選用d 12 mm×70 mm的工業AZ31B型鎂合金ECAP進行加工試驗,試樣采用MoS2潤滑劑,試驗前將試樣和模具預熱,隨后由YL?32型液壓機加載,由沖頭將試樣從出口通道擠出,擠壓裝置如圖5(a)所示,圖5(b)和(c)所示分別為通過有限元模擬和實驗得到的等徑角擠壓工件。由圖5可以看出,通過有限元方法得到的工件的變形趨勢與實際實驗一致,有限元模擬分析結果和實驗結果吻合良好。

圖5 AZ31鎂合金等通道轉角擠壓設備及擠壓后工件Fig.5 ECAP equipment for AZ31 magnesium(a) and simulation(b) and experimental(c) samples after ECAP processed
3.2 擠壓試樣的金相組織分析
從ECAP擠壓件的穩定變形區切割試樣,采用Epiphot300型尼康臥式金相顯微鏡觀察ECAP過程中圖2所示A-A截面點a~e所處位置的微觀組織變化。圖6所示為AZ31鎂合金原試樣及ECAP一次加工后試樣A-A橫截面上的光學顯微組織。由圖6(a)可見,初始材料的晶粒比較粗大,晶粒晶界明顯呈等軸分布。由圖6(b)~(f)可知,經過ECAP工藝一道次擠壓后晶粒明顯細化,但試樣整體組織分布不均勻,試樣局部仍然存在較粗大的晶粒。ECAP過程中的晶粒細化是由于劇烈塑性變形所引起的動態連續再結晶形成的,而鎂合金的塑性變形機理包括晶界滑移、基面滑移、非基面滑移以及孿生等,基面滑移仍然是鎂合金塑性變形的主要機制。
KOBAYASHI等[14]通過對AZ31鎂合金在ECAP過程中所激活的滑移系研究發現,塑性變形過程中所激活的滑移系與晶粒大小有著重要關系。對于較粗的晶粒(約50 μm),晶界附近的非基面α位錯被激活,而在晶粒內部的基面α位錯處于支配地位;對于較細晶粒(約7 μm),整個區域的非基面α位錯均被激活,并且α位錯的密度約占整個位錯密度的40%。對于粗晶,這種影響僅限于晶界附近,而對于細晶則擴大到整個晶粒內部。從AZ31B鎂合金原始態光學微觀金相組織來看,視場中存在部分粗大的晶粒,這也許就是在ECAP擠壓后試樣中仍然存在部分粗大晶粒的原因,STANFORD和RARNETT[15]在對AZ31鎂合金的連續大變形軋制過程中也發現了類似結果。
圖7所示為AZ31鎂合金原始試樣及一道次擠壓后試樣在圖2所示A-A面a~e所處位置的平均晶粒度分布。由圖7可知,壓縮試樣各點的晶粒大小差別不大,整個截面的平均晶粒尺寸為12.5 μm。經過一道次ECAP擠壓后,晶粒明顯細化,平均晶粒尺寸迅速減小為4.89 μm。但是,比較擠壓后各點的平均晶粒尺寸可以發現,a點靠近模具上邊緣的晶粒細化最為明顯,平均晶粒尺寸為4.02 μm,而心部組織細化稍慢,晶粒細化效果不如上邊緣的,c和d位置的平均晶粒度大約為5.5 μm,而最下邊緣所觀測到的晶粒尺寸也比試樣中部的略小,平均晶粒尺寸為5.04 μm;由有限元模擬分析可知,在ECAP擠壓過程中試樣縱截面靠上通道壁的等效應變較大,外層金屬在剪切力及摩擦力作用下晶粒遭到較大破碎,再結晶程度大;內層比外層晶粒遭到破碎的程度小,再結晶程度變小,而心部的更小。從整個橫截面的平均晶粒尺寸來看,晶粒細化對應變累積的變化敏感,晶粒細化的趨勢與有限元模擬所得到的應變累積的變化規律相同。

圖6 AZ31鎂合金原試樣及ECAP一道次加工后試樣A-A橫截面上的光學顯微組織Fig.6 Optical microstructures in A-A cross-section of AZ31 magnesium alloys unprocessed and processed by one pass ECAP:(a) Unprocessed sample; (b) Point a; (c) Point b; (d) Point c; (e) Point d; (f) Point e
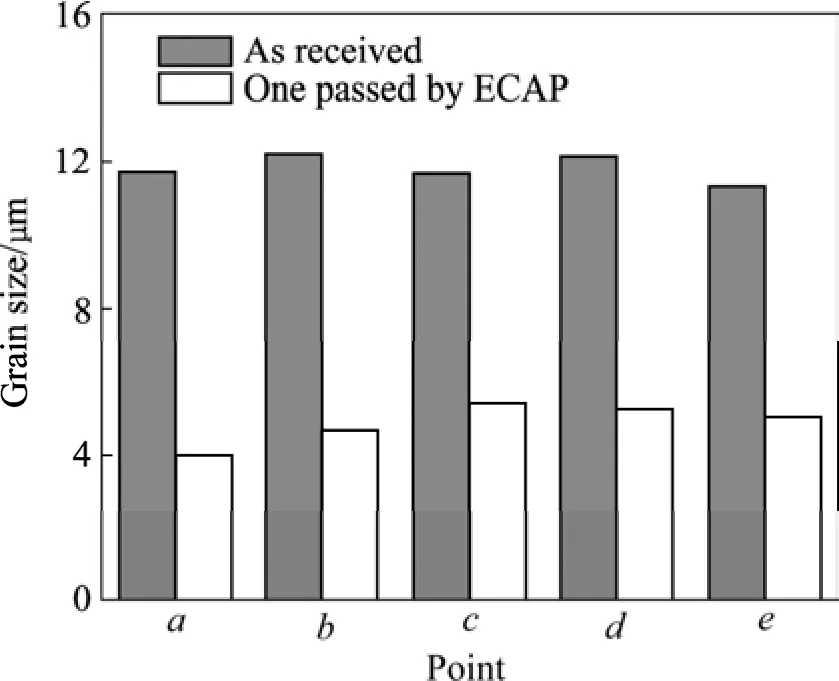
圖7 AZ31鎂合金ECAP一道次加工后試樣A-A橫截面上的晶粒度Fig.7 Grain size distribution in A-A cross-section of AZ31 magnesium alloys processed by one pass ECAP
3.3 擠壓試樣的顯微硬度變化分析
YOSHIDA等[16]研究顯示,對于經過ECAP擠壓的鎂合金,其強度與晶粒尺寸之間的關系式為:σ0.2=30+0.17d?1/2。可見,合金的晶粒細化應該對鎂合金的強度的提高具有明顯效果。硬度是材料彈性、塑性、強度和韌性等力學性能的綜合指標,通過分析試樣ECAP擠壓前后顯微硬度變化,可以推斷ECAP變形對鎂合金強度的影響。
采用FM?700型數顯式顯微硬度計測量圖2所示1~10所處不同位置的顯微維氏硬度。圖8所示為AZ31鎂合金一道次ECAP擠壓件變形前后圖2所示A-A橫截面1~10點所示位置的顯微維氏硬度。由圖8可知,材料原始試樣的硬度在整個橫截面上分布均勻,硬度值相差不大,硬度分布在56~58之間,平均值為57.668。經過一道次ECAP擠壓后,材料的硬度有了明顯的提升,平均值升至79.091。這是由于ECAP前,材料內部存在大量的缺陷,晶粒較粗大,宏觀上反映出材料的力學性能較低。在ECAP過程中產生的純剪切力的作用下,材料內部的孔隙等得到閉合,內部缺陷減少,顯微組織得到改善,從而使材料的力學性能得到改善,硬度提高。但從AZ31鎂合金經ECAP變形后不同位置的硬度分布來看,硬度在整個橫截面上分布并不均勻,靠近上部的部分硬度最高,達81.4;而沿橫截面向下硬度逐漸降低,最小為69.4;而靠近下表面附近,由于摩擦的作用,應變積累有所上升,表現為硬度有所上升,為73.7。從圖3也可以看出,試樣橫截面上部的變形最劇烈,等效應變最大,然后自上而下呈減小的趨勢分布,從分析來看,應變分布與硬度分布相當吻合。
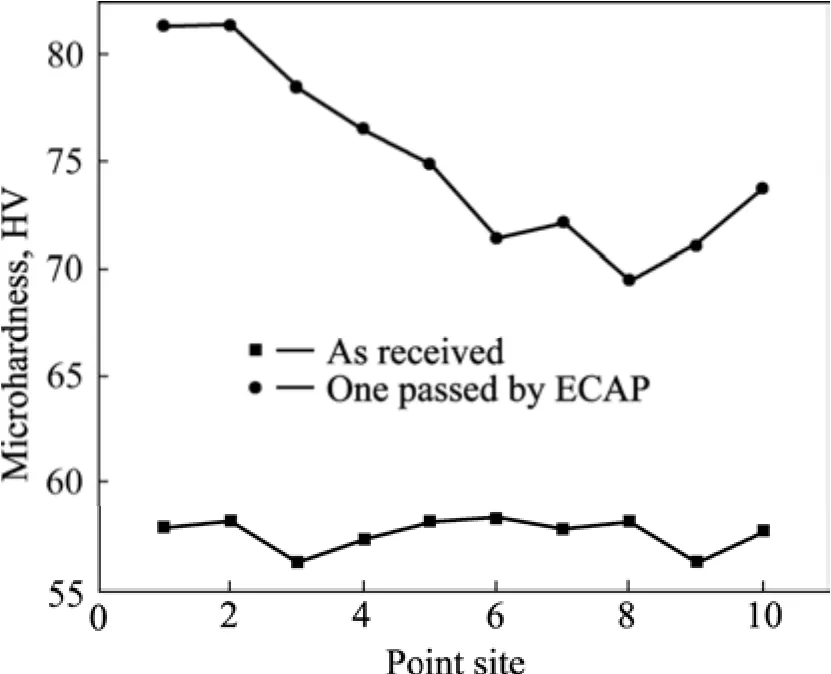
圖8 AZ31鎂合金ECAP擠壓件A-A橫截面不同位置的微觀維氏硬度Fig.8 Microhardness in different sites of A-A cross-section for AZ31 magnesium alloys processed by ECAP
4 結論
1) 在ECAP擠壓過程中,工件的平均等效應變隨著模具外角ψ的增大而減小。當模具外角ψ≥20°時,工件的不均勻變形程度隨ψ的增大而逐漸增大;當ψ=20°時,既可以獲得比較大的平均等效應變,又可以獲得良好的等效應變分布。
2) 由于受到劇烈剪切塑性變形,AZ31鎂合金晶粒在首道次ECAP工藝擠壓后細化明顯,但組織在整個橫截面分布不均勻,且晶粒的細化程度與變形過程中的應變累計趨勢一致。
3) 經過一道次ECAP變形后,AZ31鎂合金的晶粒尺寸明顯減少,但仍然有部分大尺寸晶粒存在,小晶粒分布在大晶粒周圍,晶粒尺寸跨度較大。因此,要獲得組織均勻的超細晶材料,可采取多次ECAP變形的方式,以使晶粒充分破碎。
4) AZ31鎂合金晶粒經ECAP擠壓后硬度明顯提高,表明ECAP工藝可以明顯改善鎂合金的力學性能,但在ECAP擠壓后微觀硬度在工件橫截面上分布不均勻,擠壓過程中應變分布的不均勻性是造成試樣橫截面上硬度分布不均的主要原因,在擠壓過程中采用合適的變形工藝以獲得更為均勻的應變累積,仍然是ECAP工藝獲取均勻塊體超細晶材料的重要研究方向。
REFERENCES
[1] MATSUBARA K, MIYAHARA Y, HORITA Z, LANGDON T G.Developing superplasticity in a magnesium alloy through a combination of extrusion and ECAP[J]. Acta Materialia, 2003,51(11): 3073?3084.
[2] 陳振華, 劉俊偉, 陳 鼎, 嚴紅革. 鎂合金超塑性的變形機理、研究現狀及發展趨勢[J]. 中國有色金屬學報, 2008, 18(2):193?202.CHEN Zhen-hua, LIU Jun-wei, CHEN Ding, YAN Hong-ge.Deformation mechanisms, current status and development direction of superplastic magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(2): 193?202.
[3] JIN Y G, SON I H, KANG S H, IM Y T. Three-dimensional finite element analysis of multi-pass equal-channel angular extrusion of aluminum AA1050 with split dies[J]. Materials Science and Engineering A, 2009, 503(1/2): 152?155.
[4] DJAVANROODI F, EBRAHIMI M. Effect of die channel angle,friction and back pressure in the equal channel angular pressing using 3D finite element simulation[J]. Materials Science and Engineering A, 2010, 527(4/5): 1230?1235.
[5] de VALLE J A, RUANO O A. Superplasticity in a magnesium alloy prepared with bimodal grain size distributions developed by dynamic recrystallisation[J]. Materials Letters, 2008, 62(19):3391?3394.
[6] NAGASEKHAR A V, TICK-HON Y. Optimal tool angles for equal channel angular extrusion of strain hardening materials by finite element analysis[J]. Computational Materials Science,2004, 30(3/4): 489?495.
[7] WEI W, NAGASEKHAR A V, CHEN G, TICK-HON Y, WEI K X. Origin of inhomogenous behavior during equal channel angular pressing[J]. Scripta Materialia, 2006, 54(11):1865?1869.
[8] 李繼忠, 丁 樺, 趙文娟, 陳彥博. 數值模擬外轉角半徑及背壓對純鈦ECAP變形的影響[J]. 中國有色金屬學報, 2008,18(12): 2178?2184.LI Ji-zhong, DING Hua, ZHAO Wen-juan, CHEN Yan-bo.Simulations of influence of outer angular radius and back pressure on ECAP of pure titanium[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(12): 2178?2184.
[9] BASAVARAJ V P, CHAKKINGAL U, KUMAR T S P. Study of channel angle influence on material flow and strain inhomogeneity in equal channel angular pressing using 3D finite element simulation[J]. Journal of Materials Processing Technology, 2009, 209(1): 89?95.
[10] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement[J].Progress in Materials Science, 2006, 51(7): 881?981.
[11] WATANABE H, MUKAI T, HIGASHI K. Influence of temperature and grain size on threshold stress for superplastic flow in a fine-grained magnesium alloy[J]. Metallurgical and Materials Transactions A, 2008, 39(10): 2351?2362.
[12] SMOLYAKOV A A, SOLOVYEV V P, KORSHUNOV A I,ENIKEEV N A. Three-dimensional numerical simulations of multi-pass equal-channel angular pressing by a variation difference method and comparison with experiment[J]. Materials Science and Engineering A, 2008, 493(1/2): 148?159.
[13] 王忠堂, 張士宏, 齊廣霞, 王 芳, 李艷娟. AZ31 鎂合金熱變形本構方程[J]. 中國有色金屬學報, 2008, 18(11):1977?1982.WANG Zhong-tang, ZHANG Shi-hong, QI Guang-xia, WANG Fang, LI Yan-juan. Constitutive equation of thermal deformation for AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(11): 1977?1982.
[14] KOBAYASHI T, KOIKE J, YOSHIDA Y. Grain size dependence of active ship systems in an AZ31 magnesium alloy[J]. Journal of the Japan Institute of Metals, 2003, 67(4): 149?152.
[15] STANFORD N, BARNETT M R. Fine grained AZ31 produced by conventional thermo-mechanical processing[J]. Journal of Alloys and Compounds, 2008, 466(1/2): 182?188.
[16] YOSHIDA Y, CISAR L, KAMADO S, KOJIMA Y. Effect of microstructural factors on tensile properties of an ECAE-processed AZ31 magnesium alloy[J]. Materials Transactions,2003, 44(4): 468?475.
Finite element analysis of homogeneous deformation of AZ31 magnesium during equal channel angular pressing process
REN Guo-cheng1,2, ZHAO Guo-qun1, XU Shu-bo2, WANG Gui-qing2
(1. Engineering Research Center for Mould and Die Technology, Shandong University, Jinan 250061, China;2. School of Materials Science and Engineering, Shandong Jianzhu University, Jinan 250101, China)
The effective strain size and distribution of AZ31 magnesium deformed by equal channel angular pressing(ECAP) for different die corner angles were investigated through the finite element simulation. The effect of the stain distribution in pressed workpiece on the microstructure and mechanical properties of the pressed workpiece was explored by optical observation and micro-hardness testing. The results show that the effective strain distribution in the samples is more homogeneous at 20° than those at other angles. After the AZ31 magnesium alloy is processed by ECAP, its microstructure is significantly refined and its mechanical property is improved, but the distribution of the grain size and micro-hardness in the cross-section of the pressed samples is inhomogeneous. The inhomogeneous distribution of the effective strain is one of the main factors that lead to the uneven microstructure and property.
equal channel angular pressing; finite element simulation; homogenous deformation analysis; AZ31 magnesium alloy
TG379
A
1004-0609(2011)04-0848-08
山東省自然科學基金資助項目(Y2007F39);山東省中青年科研獎勵基金資助項目(2008BS05002);山東省優秀中青年科學家科研獎勵基金資助項目(2007BS05004)
2010-04-20;
2010-06-28
趙國群,教授;電話:0531-88393238;E-mail: zhaogq@sdu.edu.cn
(編輯 李艷紅)
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18