基于光束掃描寬化技術的激光掩模微加工系統
2011-11-06 08:05:12謝冀江潘其坤楊貴龍邵春雷張來明
中國光學 2011年6期
謝冀江,高 飛,2,潘其坤,2,楊貴龍,邵春雷,張來明,郭 勁
(1.中國科學院長春光學精密機械與物理研究所激光與物質相互作用國家重點實驗室,吉林長春130033;2.中國科學院研究生院,北京100039)
1 引言
近年來,隨著激光器技術的不斷進步和精密數控技術的發展,激光微切割[1]、微打標[2]、微焊接[3]及微成形[4]等激光微細加工技術取得了重要進展,受到人們的廣泛關注。激光微細加工也隨之逐漸成為激光工業應用中的一個重要的發展方向。其中,激光微打標技術已廣泛用于微電子、微機械、高檔飾品、醫療器械等領域的產品微標識的制作。激光打標主要有3種方式:掃描法、點陣法和掩模投影法[5-6]。掃描法從最初的機械掃描發展到后來的轉鏡掃描和目前的振鏡掃描,它一直是最有效和應用最廣的激光打標技術;點陣法具有控制靈活的特點,特別適合于生產線上的產品在線打標;而掩模投影法可利用激光一次性打出整個標記圖案,打標速度快,適合于批量產品的打標,但此種方法的缺點是打標靈活性差,能量利用率低,對激光器輸出能量和掩模能承受的激光能量要求較高,掩模的制作比較困難。
本文介紹了一種基于掃描式激光寬化技術和掩模聚焦成像原理的掩模投影法微細加工技術。該技術可完成工件微標識的激光標記,同時還可通過脈沖數的控制,進行微型零件的雕刻制作。在實現了Nd∶KGW激光束的寬化和能量均勻化的基礎上,進行了系統參數的優化,并獲得了具有工業應用價值的實驗結果。該系統的優點是激光器性能好、體積小、造價低,易于產品化;掩模制作方便靈活、速度快;激光能量均勻,加工精度高。
2 掃描寬化激光掩模微加工系統
2.1 系統組成和工作原理
該激光掩模微加工系統由激光器、x-y雙向掃描器、擴束器、掩模、微縮投影系統和工作臺組成,其工作原理如圖1所示。激光器發出的脈沖光束由x-y掃描器展寬成正方形,經擴束器放大后輻照到掩模上,再經透鏡成像,將微縮的掩模圖形投影到被加工的工件表面進行氣化去除式標刻。
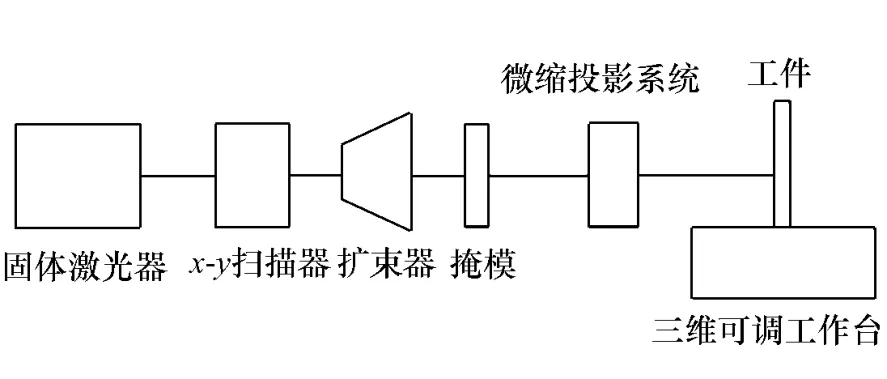
圖1 光束掃描寬化掩模投影激光微加工原理示意圖Fig.1 Schematic diagram of laser mask micromachining system based on beam-scanning widening technique
2.2 Nd∶KGW 激光器
用于掩模投影加工的Nd∶KGW激光器是一種光電轉換效率高,造價低廉的新型固體激光器,輸出波長為1.067 μm,可獲得窄脈寬和較高的峰值功率的激光輸出,其技術參數見表1。
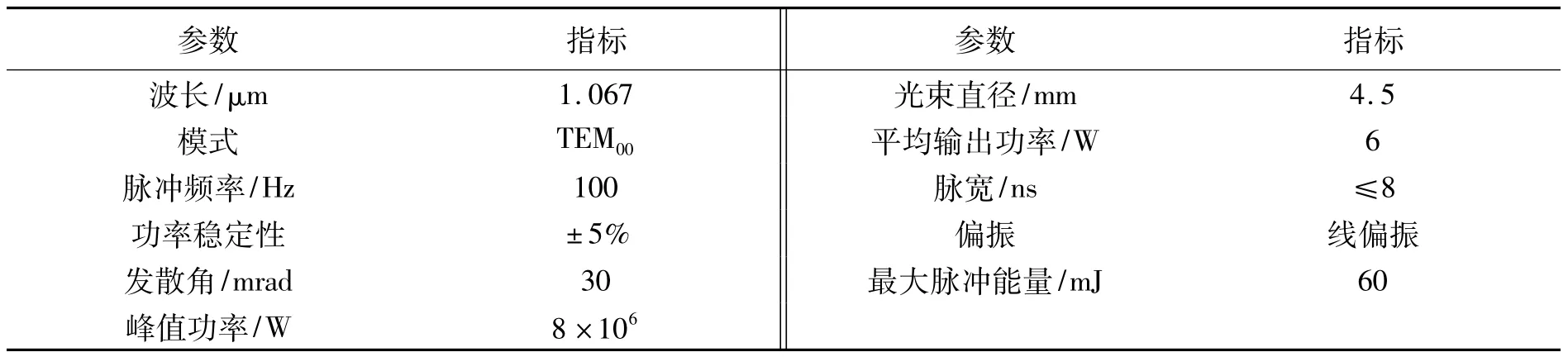
表1Nd∶KGW激光器參數Tab.1 Parameters of Nd∶KGW laser
2.3 光束掃描系統
與激光器相配合的x-y雙向光束掃描器由兩組特殊設計的步進式掃描器組成(如圖2所示),每組掃描器分別由兩個平行并相對放置的平面反射鏡構成,兩個反射鏡可同時沿水平方向或垂直方向旋轉。光束掃描系統的最大特點是以光束平行移動的方式完成x和y方向掃描,從而獲得光束寬化和能量均勻化的平行激光光源,可滿足高質量掩模加工要求。步進式掃描器采用與激光脈沖同步聯動的控制方式,每個激光脈沖都對應掃描器的一個轉角,以保證脈沖光束與步進掃描準確配合。第一組步進掃描器每完成一行x方向掃描,第二組則沿y方向移動一步,然后第一組步進掃描器開始下一行x方向的掃描,由此往復實現正方形掃描。需要注意的是,為了保證光束的均勻性,掃描光斑需要有較高的重疊率,通常要求在60%以上。根據掩模和光斑尺寸設計的掃描器參數見表2。
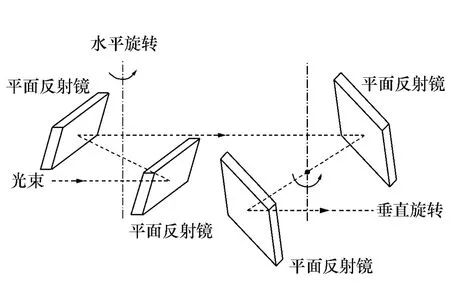
圖2 x-y雙向光束掃描器Fig.2 x-y beam scanner

表2 光束x-y掃描器技術參數Tab.2 Parameters of x-y beam scanner
2.4 擴束與微縮成像系統
采用伽利略望遠系統進行擴束,兩片透鏡的焦距分別為-5 cm和10 cm,擴束系統的放大倍率為2倍,光束通過擴束后,直徑擴至9 mm,掃描面積擴至30 mm×30 mm,等脈沖區面積擴至16 mm×16 mm,如圖3所示。成像透鏡的焦距分別為100 mm和50 mm,所對應的圖像分辨率分別為20 μm和10 μm,通過變換不同焦距的透鏡,調整掩模與透鏡的距離,可分別獲得縮小倍率為8~10倍(f=100 mm)和15~20倍(f=50 mm)的掩模圖像。
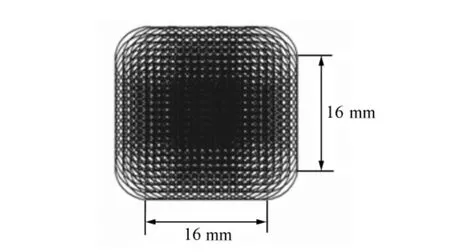
圖3 等脈沖面積Fig.3 Diagram of isopulse area
掩模投影微縮系統如圖4所示,根據光學成像的原理:

式中:L1為掩模到聚焦透鏡的距離;L2為聚焦透鏡到工件表面的距離;F為聚焦透鏡的焦距,則縮小比例S=L1/L2。采用上述擴束與微縮系統,當激光的脈沖能量為60 mJ時,掩模承受的光束能量密度約為95 mJ/cm2,標刻工件承受的光束能量密度約為6~9.5 J/cm2(f=100 mm)和24~37 J/cm2(f=50 mm)。輻照掩模的光束能量密度很低,可使掩模材料有相當大的選擇范圍,用于加工的光束能量密度很高,足以實現被加工材料的氣化去除式加工。采用該技術達到的最小刻線寬度為10 μm,加工圖形精度為10 μm,可滿足激光微細加工的精度要求。

圖4 掩模投影微縮系統示意圖Fig.4 Schematic diagram of mask micro-imaging system
3 掩模制備及加工精度分析
Nd∶KGW激光的波長為1 067 nm,對這一波長透明的薄片,包括玻璃、聚酯片等均可用于制作掩模。掩模圖形可采用計算機設計并直接打印在透明片上,尺寸可根據投影縮小倍率進行放大。通過實驗得知,打印在掩模上的黑體圖案部分對1 067 nm波長激光的透過率約為10%,因此,透過的能量對絕大多數材料不會造成損傷。
由于所采用的Nd∶KGW激光為線偏振光,因此,還可采用液晶作為掩模,它可實現快速變換,在微標識方面更具實用價值。
掩模加工的尺寸誤差主要包括掩模圖形縮小倍率誤差和掩模圖形制造誤差。由于掩模圖形的尺寸誤差在投影成像過程中將按縮小倍率減小,因此,掩模投影的縮小倍率誤差是影響工件精度的主要因素。通過實測投影縮小倍率,將掩模圖形相對尺寸誤差控制在100~200 μm,則縮小倍率為20倍時,工件精度可控制在10 μm內。計算機打印的圖形尺寸相對誤差在30 mm×30 mm范圍內,可滿足工件的精度要求。
采用打印方法快速制備掩模是基于光束掃描寬化技術的激光掩模微加工系統具有的獨特技術優勢,其可方便地實現加工圖樣的快速制備,更加適合于微加工技術的應用。
4 實驗結果
設計的基于光束掃描寬化技術的激光掩模微加工系統實驗裝置如圖5所示,利用該裝置對多種材料進行了掩模投影微加工實驗研究。實驗結果表明:此種掩模投影微加工技術可對陶瓷、金剛石、碳化硅、碳鋼、鎢等材料進行有效的氣化去除式標刻,加工精度可控制在10 μm之內。當加工深度≤70 μm時,采用F=50 mm透鏡,可獲得10 μm的刻線寬度,單次加工最大加工深度可達200 μm。
圖5 光束掃描激光掩模微加工實驗裝置Fig.5 Laser mask micromachining system
實驗還表明:在激光脈寬約為10 ns,脈沖能量約為35~50 mJ時,采用F=100 mm透鏡(10倍縮小倍率)即可實現各種材料的去除式標刻。不同材料的單脈沖標刻深度在0.07~0.1 μm。
在本實驗條件下,脈沖能量對標刻深度的影響并不明顯,這可能是由于極短的脈寬使激光脈沖能量來不及向基體傳遞。脈沖能量的差異主要導致氣化物質過熱程度不同,對刻深的貢獻不大。在激光掩模投影加工過程中,在被加工材料的表面會產生等離子體和氣化物質煙霧,它們對光束能量的吸收較為嚴重,因此,采用極短脈沖光束抑制這一現象是合理的。
由于單次光束脈沖的刻深僅為0.07~0.1 μm,單次面掃描中等脈沖區的刻深也僅為0.3 μm左右。因此,通過控制面掃描次數,可精確地控制標刻深度,對多層膜微加工具有重要意義。
利用此系統完成的激光標刻工件如圖6所示。
5 結論
短脈沖、高峰值功率Nd∶KGW激光束,經特殊設計的x-y雙向平移掃描寬化,可成為能量均化的高質量掩模投影加工光源。此光源可采用打印掩模或液晶掩模微縮投影進行各種金屬和非金屬材料的微細打標和微型零件的加工制作。實驗結果表明:最小刻線寬度可達10 μm,加工圖形精度可達10 μm,單次加工深度為0.07 ~0.1 μm,最大加工深度為200 μm,可滿足通常工業精度的加工要求。該方法掩模制造方便快捷,經濟實用,激光能量利用率高,具有重要的應用價值。
[1] MENG H Y,LIAO J H,ZHOU Y H,et al..Laser micro-processing of cardiovascular stent with fiber laser cutting system[J].Opt.Laser Technol.,2009,41(3):300-302.
[2] KOKUSHI Y,SAITOU Y,MORI A.Micro Id marking for semiconductor chips:recent progress and future prospects[J].SPIE,2009,7202:72020N.
[3] RüTTIMANN C,DüRR U,MOALEM A,et al..Reliable laser micro-welding of copper[J].SPIE,2011,7920:792007.
[4] HOLTKAMP J,GILLNER A.Laser-assisted micro sheet forming[J].SPIE,2008,6985:69850I.
[5] JIANG M,JIANG Y.Study of laser flying marking system[J].Optical Eng.,2007,46(9):1-4.
[6] 魯金忠,羅開玉,盛葉健,等.激光穿透液晶掩膜的透光機理及損傷閾值[J].吉林大學學報(工學版),2010,40(5):1288-1291.LU J ZH,LUO K Y,SHENG Y J,et al..Diaphanous mechanism and damage threshold of liquid crystal mask by ns-laser penetration[J].J.Jilin University(Engineering and Technology Edition),2010,40(5):1288-1291.(in Chinese)