精紡高支毛絲滌花呢的設計與生產
2011-11-02 02:29:03隋全俠
山東紡織科技 2011年2期
隋全俠
(南通紡織職業技術學院,江蘇南通226007)
精紡高支毛絲滌花呢的設計與生產
隋全俠
(南通紡織職業技術學院,江蘇南通226007)
文章介紹了精紡高支毛絲滌花呢的設計過程及其紡紗工藝、織造規格設計以及整理工藝要點。
毛絲滌混紡;花呢;織造;洗呢;烘呢定型
1 產品總體構思及風格[1]
在本產品的設計中,選用羊毛、蠶絲及滌綸三種不同原料進行混紡,以此既改善純毛產品粗糙的手感及抗皺性,但又不失毛織物高檔、華貴的風格。加入10%的蠶絲纖維,不但改善了織物的手感和光澤,還可以提高吸濕透氣性,更適合夏季穿著,使織物的檔次提高,因而增加了織物的附加值。加入20%的滌綸纖維,使織物挺括,懸垂性好,抗皺性好。另一方面,采用不同捻向的紗線相間配置,捻向不同導致纖維的反光方向不同,使得織物外觀呈現隱條隱格的花紋效果。該產品手感輕薄滑爽,柔軟細膩,挺括,光澤柔和,穩重大方。此面料主要應用于夏季西裝面料,所以對織物的吸濕透氣性、抗皺性、保型性及懸垂性等均要求較高。
2 規格設計
該產品采用毛絲滌混紡紗,各種成分的含量分別為羊毛 70%,蠶絲 10%,滌綸20%,組織結構為平紋,經緯向色紗排列均為12A6B,一花18根,產品設計規格[2]見表1。
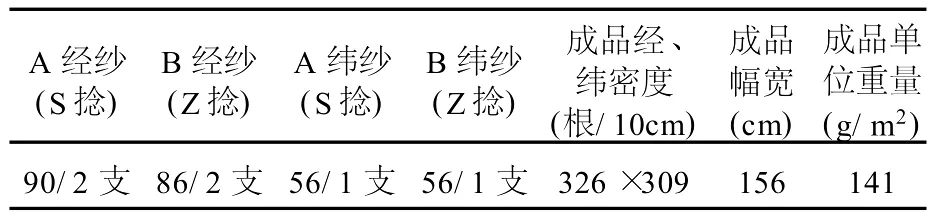
表1 產品設計規格
3 主要生產工藝的設計與要求
先對經緯紗少量投料,然后在條染車間根據色澤和原料要求進行條染[3],條染后到復梳車間進行進一步的混合和梳理,再到紡紗車間紡成紗線。
3.1 工藝流程
絡筒→并線→倍捻→整經→織造
3.2 絡筒工藝
該產品采用意大利SAVIO公司的ORION M/L型自動絡筒機進行絡筒。采用光電式電子清紗器清除各種疵點[4]。
絡筒張力自動調節,機器根據紗線支數、原料及紗線的實際質量自行調節,該產品的絡筒張力一般控制在1.5~1.6 cN之間。卷繞密度為0.40g/m3,由于毛紗已經染色,卷繞密度不需要過松。
車速根據紗支、原料、細紗質量及后道工序產量平衡情況及設備的實際狀況來確定。此紗為毛絲滌混紡紗,92 Nm的紗線支數較高,選擇600m/min;56 Nm的紗線支數相對低些,強力較高,所以選擇800m/min。
3.3 倍捻工藝
采用意大利的薩維奧倍捻機進行倍捻,該機器錠子每回轉一圈可在紗線上施加兩個捻回,效率很高。每臺倍捻機的錠子數可達22錠,適應較大批量的生產,同時降低噪音。卷繞結束筒子架自動抬起,防止紗線磨損。倍捻的主要工藝參數見表2。
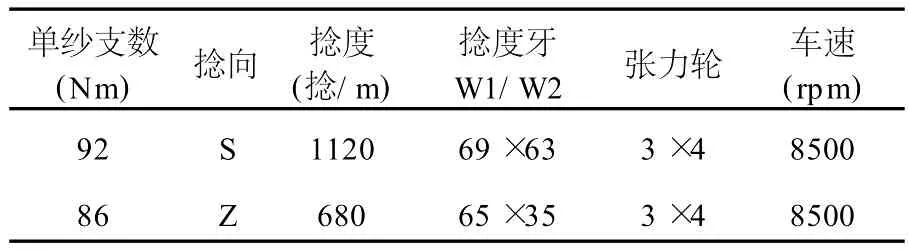
表2 倍捻工藝參數
3.4 整經工藝
采用 GA218-2分條整經機進行整經,每絞根數和寬度分別為:第一絞258根,9.214cm;中間絞216根,7.714cm;最后一絞74根,2.643cm。整經工藝參數[5]見表3。
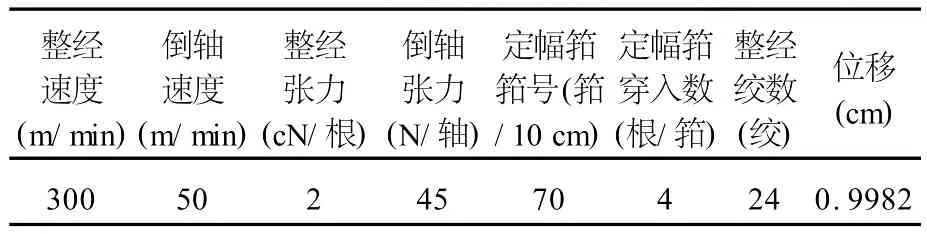
表3 整經工藝參數
3.5 織造工藝要求
該產品選用的工藝參數為:經紗織造縮率為6%,緯紗織造縮率為6.3%,染整長縮率為3%,染整幅縮率為10.5%,染整重耗為3%,坯布長度為75.2m,成品匹長為72.9m,每筘穿入數為2,邊紗根數為42×2,其余織造工藝參數[5]見表4。
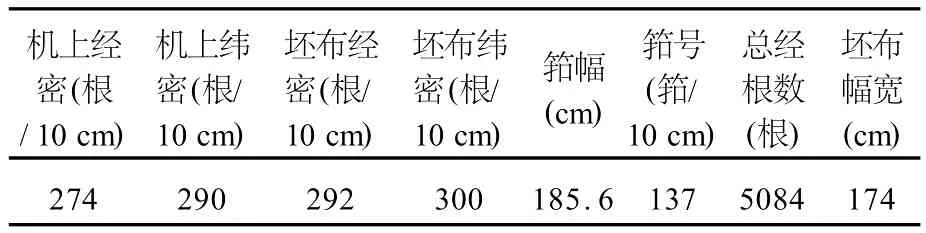
表4 織造工藝參數
4 整理工藝
4.1 工藝總流程
生修→平煮(1-1-1)→洗呢→彈力處理→吸水→平煮(2-1)→烘呢→定型(軟)→中檢→熟修→蒸刷→燒毛→平煮(4-1-2)→烘呢→中檢→罐蒸(P264)→給濕→電壓→罐蒸(P256)→成品
(注:平煮(1-1-1)平煮(2-1)平煮(4-1-2),是平煮工藝參數不同的工藝,可通過電腦進行選擇。)
4.2 洗呢
該產品采用進口CIMI高速洗縮聯合機洗凈呢匹中的油污、雜質,使織物潔凈,便于染色和后道加工。同時根據產品的風格要求和呢坯情況,使洗后織物產生應有的手感、身骨。在同一臺機上既可縮絨又可洗滌。與傳統的分開縮絨及洗滌相比,可節省越50%的時間。4縮口、4縮輥、4縮箱、4壓板,使進入的每匹織物長度和寬度即能同步控制又可分別單獨控制。每對縮輥的上下溝槽間,有10對彎月形的導呢片,與縮箱壓板和底板的前緣相銜接,以引導織物順利地進入縮箱中,此裝置有效防止了由于靜電或其它的吸附造成織物打滑或纏繞在輥體上而軋出破洞。洗呢工藝[6]如下。
油酸皂:6.5%
立距:18cm
壓輥壓力:1.5kg
縮箱板壓力:0kg
洗速:280m/min,40 ℃洗30min
沖速:120m/min,40 ℃沖20min
由于本產品為光面,不需要縮呢,縮箱板的壓力為0,助劑中也不用加縮劑。
4.3 彈性處理
彈性處理可以使織物具有自然的彈力,穿在身上舒適自然,達到客戶對彈力的要求。在電腦中選取P88#工藝(常溫缸彈性處理工藝),針對織物重量加12%的彈性處理劑345。水位兩塊篩板平齊,每缸兩大匹,室溫轉5min后加345彈性處理劑,再轉5min后開始升溫,升溫2 ℃/min,升到70 ℃保溫35min,然后降溫1.5 ℃/min,降至50 ℃,溢流 5min,排水 1/2,冷水洗 5min,排完水后40℃水洗5min排水出缸。
4.4 烘呢與定型[6]
采用的設備是M5468型拉幅定型機,主要針對含滌綸的產品,使織物在后加工及服用過程中有良好的尺寸穩定性,增進織物的抗皺性能,有較好的平挺度和手感彈性,并可減少起球。該設備既可以烘呢也可以定型,當溫度控制在100~130℃時,起烘呢作用,當溫度在190~200℃時,起拉幅定型的作用。一臺機器兩種作用,可以既節省費用又節約場地。同時在定型的時候可以加入柔軟劑和三防處理,方便操作,省時間,節約成本。全電子系統控制,參數控制準確,工人操作方便。
烘呢工藝:T=130 ℃,開 161cm,上超喂5%,下超喂4%,毛刷超喂4%,V=30m/min。
定型工藝(軟):T=188 ℃±5 ℃,上超喂5%,下超喂4%,毛刷超喂4%,V=30m/min。柔軟劑1.8kg/槽,室溫,1浸1軋。
5 成品物理指標
精紡高支毛絲滌花呢產品在質地和風格上均達到了設計要求,效果令人滿意,成品物理指標[7]見表5。
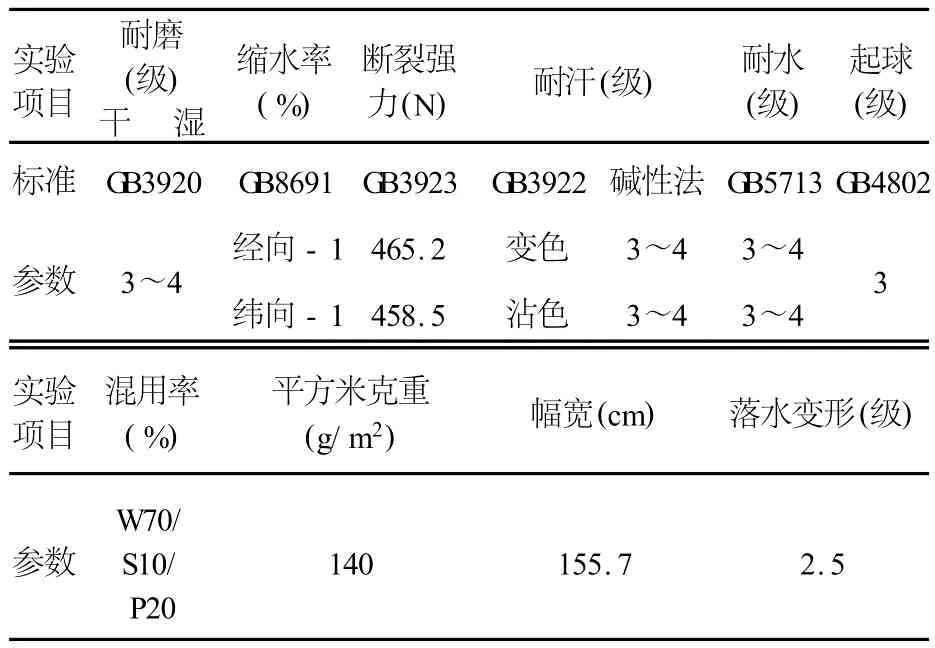
表5 成品的物理指標
根據國家標準可以得知,表5中成品的各項物理指標均合格。
6 結語
從成品的物理指標的數據來看,該產品設計合理,生產工藝成熟。織物手感輕薄柔軟,光澤柔和,呢面細膩挺括,外觀效果獨特,性價比高。織物的質地和風格均達到了預期的效果,受到消費者的廣泛歡迎。
[1]黨正榮,潘利.變幻條仿麻毛滌花呢的設計與生產[J].毛紡科技,1998,(2):6—9.
[2]上海市毛麻紡織工業公司.毛紡織染整手冊[M].北京:中國紡織出版社,1995.
[3]高慧.應用分散染料常溫常壓染色滌綸開發匹染毛滌女衣呢[J].毛紡科技 ,2002,(5):31—32.
[4]佟昀主編.機織試驗與設備實訓[M].北京:中國紡織出版社,2007.
[5]蔡永東主編.新型機織設備與工藝[M].上海:東華大學出版社,2003.
[6]徐蘊燕主編.毛織物設計與工藝[M].上海:東華大學出版社,2008.
[7]徐蘊燕主編.織物性能與檢測[M].北京:中國紡織出版社,2007.
Design and Produce Worsted Fine Count Wool/Silk/Polyester Blended Fancy Suiting
Sui Quanxia
(Nantong Textile Vocational Technology College,Nangtong 226007,China)
Design and process of producing worsted fine count wool/silk/polyester blended fancy suiting were introduced form the aspects of spinning,weaving and finishing,as well as key points of each process.
wool/silk/polyester blending;fancy suiting;weaving;scouring of wool fabric;drying and setting
TS106.8+11
:B
:1009-3028(2011)02-0020-03
2011-02-28
隋全俠(1977—),女,蒙古族,內蒙古赤峰人,講師。
猜你喜歡
青少年科技博覽(中學版)(2023年10期)2023-12-17 12:06:27
保健與生活(2021年1期)2021-02-04 07:47:02
山東冶金(2019年6期)2020-01-06 07:45:54
散文詩世界(2019年10期)2019-09-10 07:22:44
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
絲綢(2014年3期)2014-02-28 14:54:51
玩具(2009年10期)2009-11-04 02:33:14