一種通過疊加動作步驟縮短設備節(jié)拍的方法
2011-10-20 14:10:08申紅森
制造技術與機床 2011年12期
申紅森
(上汽通用五菱汽車股份有限公司發(fā)動機制造部,廣西柳州 545007)
發(fā)動機制造行業(yè)許多工件,3C件的傳送采用滾道輸送。為了防止2個工件撞在一起滾道輸送,且可以將工件逐一地傳送到自動工位(站),手動工位(站),一套輸送系統(tǒng)設置有擋料器(Stop)、有料開關(Sensor)、驅動電動機和滾子等。工件或托盤連續(xù)地在滾子上行走,由驅動電動機帶動滾子轉動,擋料器將工件或托盤隔開,通過擋料器的升、降實現(xiàn)連續(xù)的工件分隔開逐件地運輸,進入自動或手動工位。本文以一臺多工位發(fā)動機缸體試漏機為例子,介紹通過工位動作邏輯環(huán)路時間疊加的方法縮短機床總體節(jié)拍的原理。
1 方案分析
SGMW發(fā)動機工廠試漏機由2個以上工位組成,常見的工位布置為工位1涂膠,工位2壓裝,工位3試漏,3道工序節(jié)拍并不平衡。其中,試漏是該機床的節(jié)拍瓶頸,單工位節(jié)拍為78 s。分析各動作時間如下:
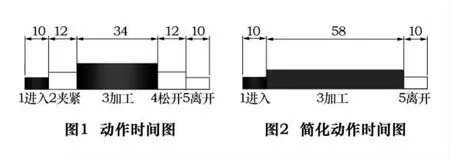
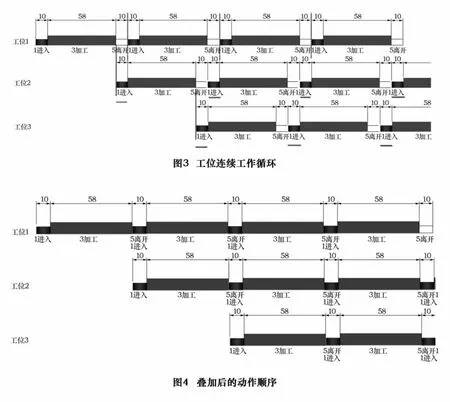
機床各工位動作順序為:1工件進入工位→2工件夾緊→3加工工件→4松開工件→5工件離開工位,雖然各工位加工的內容不同,但順序類似。各工步時間如圖1示。其中,夾緊、加工、松開工作時間是不可以減少的。為了簡化模型,便于分析,我們將2、3、4工步合并為一個工步:“3加工”。合并后工步順序如圖2示。對于每一個工位來講,其動作變成“1進入”→“3加工”→“5離開”3個環(huán)節(jié)。
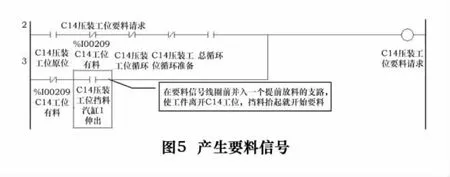
工件連續(xù)進入,各工位連續(xù)工作循環(huán)時其動作順序如圖3所示,其中下一工位的工件進入環(huán)節(jié)也是前一工位的工件離開環(huán)節(jié),二者在時間上有重疊。從圖中可看出,各工位節(jié)拍為78 s,總體節(jié)拍也是78 s。對于某個工位來講,該工位在任何時間都只有1個工件,信號處理簡單,動作安全,把一個工件的循環(huán)看作是一個環(huán),相鄰2個工件的環(huán)之間是獨立的,互不影響的。
如果我們改變一下思路,在某個特定的時間允許某工位同時有2個工件,這樣,就增加了生產線上工件的密度,節(jié)拍可以縮短。我們選擇在某工位工件離開同時開始接收前一工位的工件,這時,該工位就有2個工件了,這樣,我們就可以做到將該工位中的本工位工件離開和前一工位工件進入時間的重疊,工件循環(huán)就產生了扣合,將圖5中“5離開”的白色區(qū)域消除,會得到圖4所示,疊加后的動作順序圖。
從圖4中看,每個工位的節(jié)拍都變成了68 s,現(xiàn)實中我們可以看到的工位1中的工件開始離開工位時就開始有工件進入該工位了。工位2、3亦是如此。這樣做雖然縮短了節(jié)拍,卻也帶來了諸多風險:
(1)前一個工件還未完全離開,后一個工件就進入了,兩工件離得太近,有料傳感器分不清楚工件是否已離開,是否可以升起擋料氣缸。
(2)滾道卡料時,前一個工件走到一半卡住不往前走了,后面的工件進來,兩個工件就會撞在一起,如果此時夾具有動作,必定會產生撞車的風險。
(3)對于各工位節(jié)拍不均衡的設備,對于后一個工位節(jié)拍較前一工位節(jié)拍快時,后工位的工件會提前放出,不會出現(xiàn)兩工件相撞的情況;對于后工位節(jié)拍較慢的情況,在本工位工件一離開,前一工位工件就會進入,會發(fā)生兩工件相撞。
對于第一個風險,我們可以通過兩種方法防止該問題的發(fā)生:①增加另一組傳感器,該組傳感器用于檢測工件是否完全離開工位,當工件完全離開后,前一工位才開始放工件進入本工位;②采用延時的方法,當工件離開本工位后進行一個延時的動作,延時完成后,前一工位開始放工件進入本工位。
對于第二個風險,我們可以采用互鎖的辦法。當工件離開本工位時,本工位擋料器抬起,產生一個置位信號,并且開始接收前一工位的工件,前一工位件的工件完全到達本工位后,本工位不進行任何動作,直到置位信號消失后才進行動作,而置位信號是靠本工位的工件安全到達下一工位來進行復位的。通過該置位信號的狀態(tài),可以安全地實現(xiàn)時間重疊之間的功能,即工件安全到達下一工位,才開始接收上一工位的工件。但是,接料的動作已經(jīng)提前完成了,可以直接進行加工的操作了,節(jié)省了接料的動作時間。
對于第三個風險,我們同樣可以通過延時和互鎖來避免工件相撞的問題。后工位節(jié)拍快時,互鎖只起安全作用;當后工位節(jié)拍較前工位慢時,由于置位信號的存在并串聯(lián)入該工位的動作邏輯中,當工件到達該工位時,該工位并無動作,而是在等待置位信號的消失,直到該工位放出的前一工件安全到達下一工位時,該工位的動作才會繼續(xù),從而防止了滾道卡料或者兩個工件撞在一起的情況。
如上述,該邏輯要求工件到達下一個工位時才可以復位掉置位信號,對于第一個工件應該如何處理?對于首件,結合機床動啟動過程,我們可以利用機床循環(huán)啟動的信號,將對置位信號進行一次復位,進而實現(xiàn)首件時,前面無工件亦可實現(xiàn)放料和接料動作,實現(xiàn)機床自動運行。
我們在解決第一個問題時提到增加傳感器的方案,通過比較,我們會發(fā)現(xiàn),在2個工位中間增加傳感器后會減少2個環(huán)路的重疊程度,對于節(jié)拍的縮短效果不明顯,還會增加傳感器的投資。
2 方案實施
通過上面的分析,我們開始實施我們的方法。
(1)打開環(huán)路,設備采用GE RX3i PLC,使用GE Proficy ME編程軟件打開設備控制邏輯,查看循環(huán)邏輯,對于C14壓裝工位,我們把要料信號提前,使其一開始放料就產生要料信號,如圖5所示。
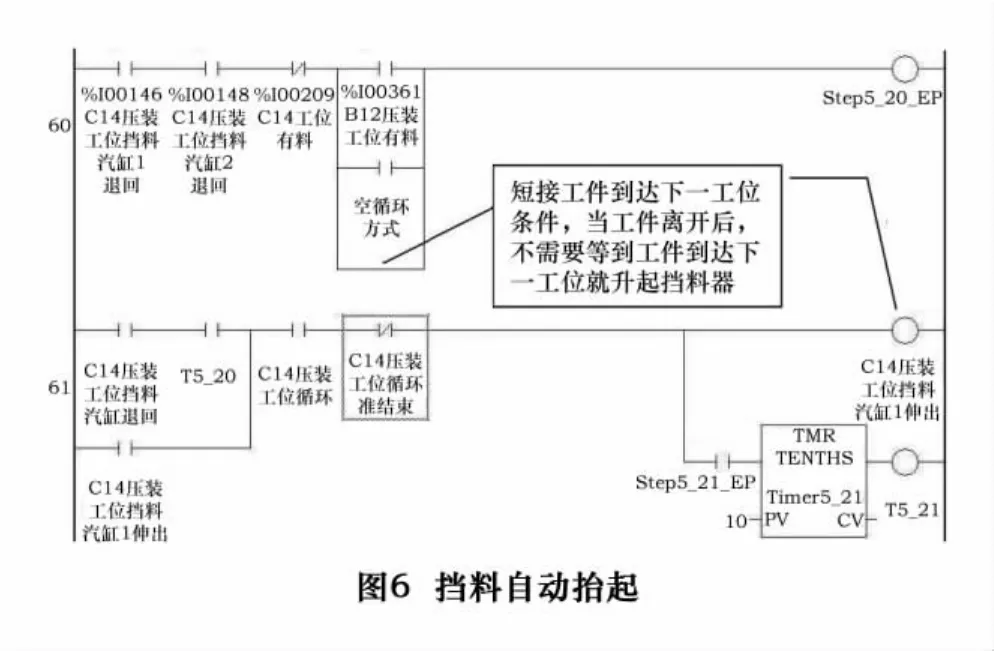
(2)同時,由于該設備使用的不是自動復位的擋料裝置,所以該工位擋料氣缸進行放料、工件離開后要改變一個抬起的動作觸發(fā)條件,由原來的工件到達下一工位變?yōu)樽詣犹穑▓D6)。
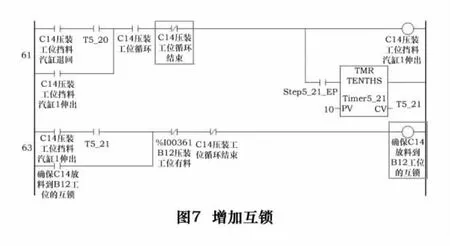
(3)擋料氣缸下降時,我們增加一個置位的互鎖信號,該信號由工件到達下一工位的信號來打斷,將互鎖點串入本工位加工動作之前,實現(xiàn)互鎖時無動作,梯形圖如圖7示。用于該工位放料的互鎖,實現(xiàn)我們想要的:工件離開本工位,互鎖置位,工件安全到達下一工位,互鎖復位。
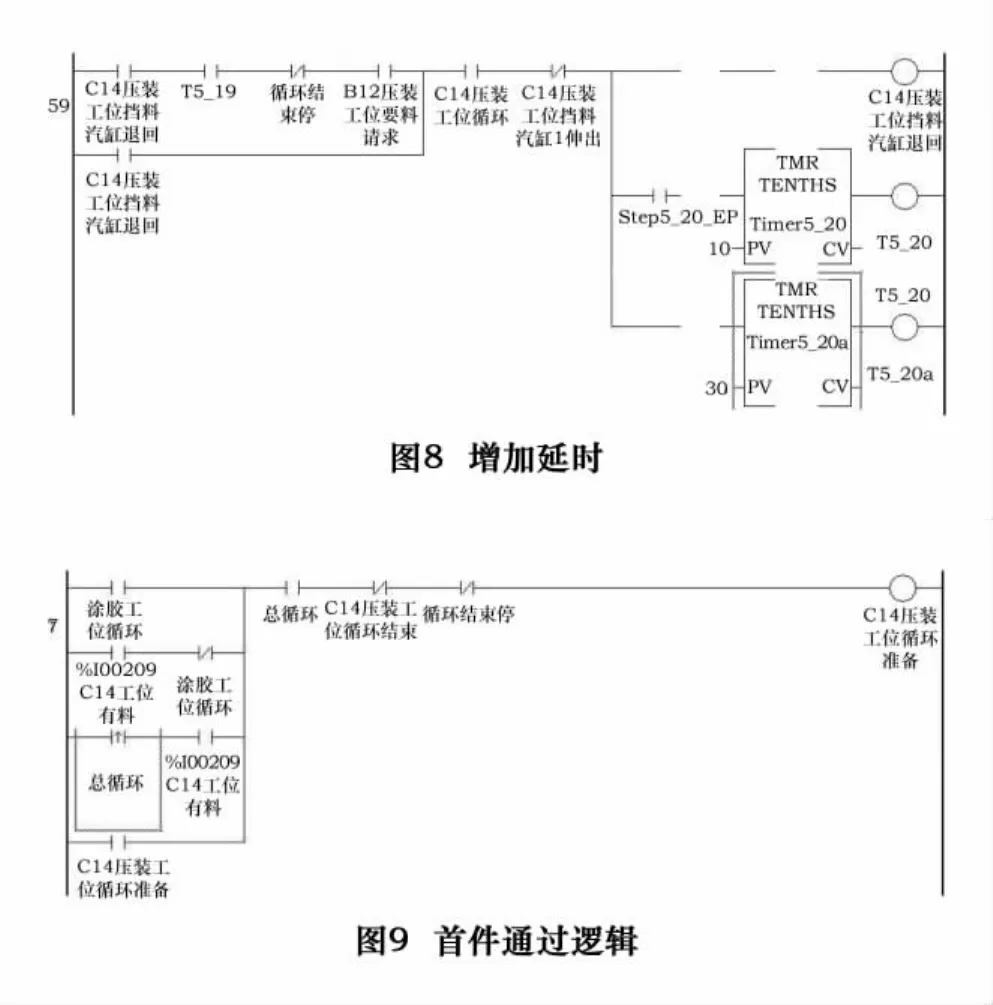
(4)在擋料氣缸下降后,增加一個延時器,確保工件完全離開擋料器(圖8)。
(5)增加一個首件接通的邏輯,確保首件工件可以正常通過(圖9)。
(6)對于后面的B12壓裝,試漏工位的循環(huán)邏輯都進行同樣的處理,下載并試運行。
通過以上6步更改,實現(xiàn)了各工位兩次循環(huán)之間接、放料動作時間上的重疊,機床總體節(jié)拍縮短到68 s。對改進后的設備進行跟蹤驗證,對故障進行記錄,通過5個月的生產驗證,并未出現(xiàn)因為有2個工件進入而產生撞車的情況。而且因為該設備節(jié)拍優(yōu)于整線節(jié)拍,可以提前做好緩沖,每班可以抽出30 min對設備進行計劃性停機維護,由于維護時間充足,設備停線故障率進一步降低。
3 結語
該設備的滾道輸送方式在汽車,食品等行業(yè)應用極為普遍,該改進方案可以有效地縮短類似工況的設備的節(jié)拍,提高設備生產率和設備穩(wěn)定性。筆者所在公司的另一條發(fā)動機裝配線上也有同樣的應用,由于裝配線的工件有托盤,且采用自動復位的通過型擋料器,安全性和可靠性更容易得到保證。這種擋料器單靠機械上的設計就可以避免兩個料連在一起的情況。通過采用本文中介紹的方法更改程序,在提高裝配線速度過程中,可以將節(jié)拍縮短5 s,提高5~8個JPH。
[1]王庭友.可編程控制器原理及應用[M].北京:國防工業(yè)出版社,2005.
[2]GE IP.GE PLC 培訓手冊[Z].
[3]GE IP.觸摸屏組態(tài)軟件包 (LD-View)[Z].
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年11期)2018-08-04 03:25:42
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
工業(yè)設計(2016年12期)2016-04-16 02:52:00
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
