銑刀切入切出階段聲發(fā)射信號特征的研究
2011-10-18 14:34:02謝劍峰
制造技術(shù)與機床 2011年9期
關(guān)鍵詞:信號
謝劍峰
(上海交通大學機械與動力工程學院,上海200240)
銑削加工是一種高效率的加工方式,在實際生產(chǎn)中具有廣泛的應(yīng)用。然而,銑削是一個斷續(xù)切削的過程,由于頻繁地切入與切出,由此產(chǎn)生的沖擊對刀具壽命有嚴重的影響。研究表明,銑刀在切入或切出階段更容易發(fā)生破損[1-2]。因此,銑刀切入切出過程的研究對于有效監(jiān)測刀具狀態(tài)以及改善銑削加工具有十分重要的意義。
本文采用聲發(fā)射信號監(jiān)測銑刀的切削過程,聲發(fā)射信號避開了加工過程中振動和音頻信號污染嚴重的低頻區(qū),具有靈敏度高、響應(yīng)快、抗干擾能力強等特點,十分適用于刀具切削過程的監(jiān)測[3]。通過正交試驗,利用小波變換對信號進行多層分解,研究了正常狀態(tài)下銑刀切入切出AE信號的特征,分析了切削速度、進給速度和銑削深度對切入切出階段信號各頻段能量比的影響,為進一步的刀具狀態(tài)監(jiān)控打下了基礎(chǔ)。
1 小波變換
小波變換是對非平穩(wěn)信號進行時頻分析的一個有效工具[4]。設(shè)φ(t)∈L2(R)為平方可積函數(shù),其傅里葉變換為(ω)。當(ω)滿足允許條件

則稱φ(t)為小波基或母小波。對它的伸縮與平移可得到一個小波基函數(shù)集合{φa,b(t)},即

式中:a為伸縮因子;b為平移因子。令a=a和b=b0,則得到離散小波函數(shù)

相應(yīng)地,離散小波變換定義為

小波系數(shù)cm,n被認為是信號的時頻函數(shù),經(jīng)多尺度分解后,可以根據(jù)各個尺度的小波系數(shù)對信號進行重構(gòu),從而得到各層的細節(jié)信號。
在具體的應(yīng)用中小波函數(shù)的選取可以不同。本文采用Db4小波,該小波基在時頻域均具有良好局部特性。
2 信號的特征提取
為了以較小的維數(shù)描述信號的特征,需要對信號進行特征提取。設(shè)信號f(t)∈L2(R)經(jīng)過n層小波分解重建,則根據(jù)能量守恒原理,各頻段子信號與原始信號的能量之間有如下關(guān)系:

式中:En(f(t))為原信號的能量;En(An)為近似空間An上子信號的能量;En(Dm)為第m層細節(jié)空間Dm上子信號的能量。
為了在應(yīng)用上的統(tǒng)一性,對能量進行歸一化處理,則第m頻段子信號的能量比為

式中:En(x)為原信號的總能量;Em(x)為第m頻段的能量。
3 試驗
為了對銑刀切入切出特征及其影響因素進行分析,需要進行一系列試驗,以采集不同切削條件下的聲發(fā)射信號。試驗系統(tǒng)組成的示意圖和實物圖如圖1所示。銑床型號F2-250;工件材料45號鋼,銑削寬度70 mm;采用可轉(zhuǎn)位硬質(zhì)合金刀片(YT5);單齒對稱逆銑,無冷卻液;壓電陶瓷AE傳感器安裝在工件底部,AE信號經(jīng)放大濾波后通過NI PXI6070E數(shù)據(jù)采集卡采集,送入基于LabVIEW的數(shù)據(jù)采集與在線監(jiān)測平臺,采樣頻率為1 MHz,采樣時間1 s。
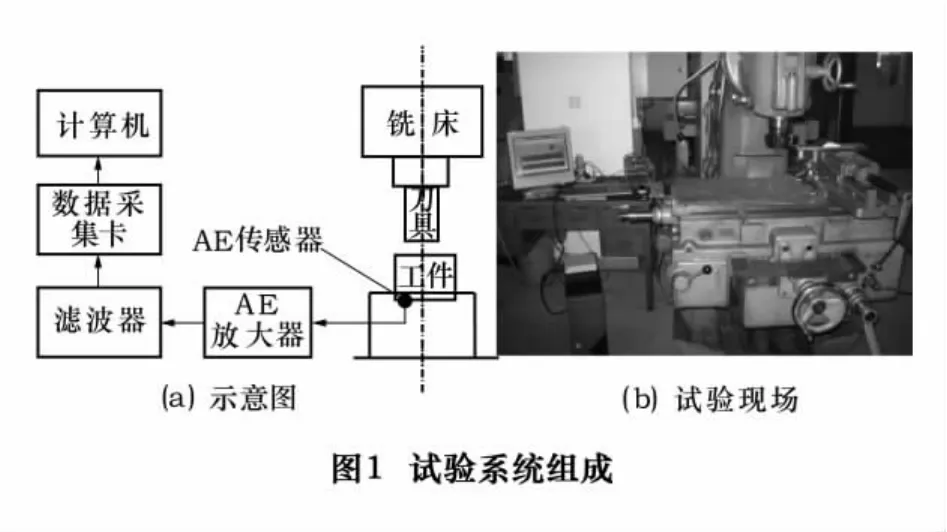
表1 試驗因素與水平
采用上述試驗系統(tǒng)進行關(guān)于切削速度、進給速度和銑削深度的三因素四水平正交試驗,試驗條件如表1所列。選取L16(45)標準正交表的前3列[5],進行16次實驗,分別采集多組正常切削狀態(tài)下的信號。
4 試驗結(jié)果與分析
以切削用量為v=28.27 m/min,f=0.4 r/min,ap=1.125 mm時的AE信號為例,對信號S進行9層小波分解[6],得到A9和D9~D1共10 個頻段的子信號,則AE信號S=A9+Di,如圖2所示,其中Tc為切削信號。各層子信號的頻段范圍如表2所列。

為了分析銑刀切入切出階段的信號特征,將切削信號Tc分成切入、切出以及穩(wěn)定切削3個階段。其中,切入、切出階段分別取切削信號的首尾部分,長度為從開始切入到形成2倍切削深度的切屑長度的時間。
4.1 銑刀切入與切出階段AE信號特征
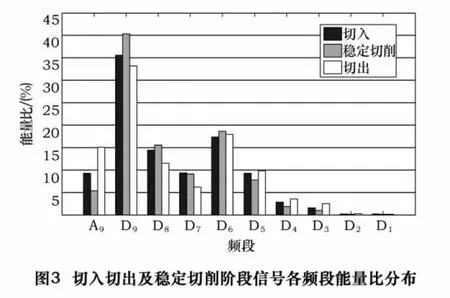
按上述的方法,對16次試驗數(shù)據(jù)分別進行處理,計算3個階段信號經(jīng)小波變換后的各頻段能量比,每個試驗取10組數(shù)據(jù)進行分析并取平均值。3個階段信號的各頻段能量比,如圖3所示。從總體分布情況來看,正常切削時3個階段的信號能量主要分布在低頻段(A9~D5)。而與穩(wěn)定切削階段相比,切入切出階段在中高頻段(D5~D3)的能量比則均要大一些。進一步地比較切入切出階段可以看出,在低頻段(D9~D7)切入比切出階段的能量大,而中高頻段(D6~D3)則正好相反。
由于AE信號實質(zhì)上是一種應(yīng)力波,和刀具切削過程中的應(yīng)力變化狀況密切相關(guān),故其信號的平穩(wěn)性也反映了切削過程的平穩(wěn)性。所以AE信號高頻能量越大,信號變化越劇烈,則切削平穩(wěn)性越差。可見,銑刀切入切出階段的切削平穩(wěn)性比穩(wěn)定切削階段差,這可能是導致銑刀在切入切出時更容易發(fā)生破損的一個原因。而切出階段的高頻能量大可以反映出切出時的切削平穩(wěn)性比切入時要差,這可能導致銑刀在切出時比切入時更容易發(fā)生磨破損。

表2 各頻段范圍
4.2 切削用量對切入與切出階段AE信號的影響
對正交試驗中得到的數(shù)據(jù)進一步進行正交統(tǒng)計分析,分別得到不同切削速度、進給速度和銑削深度條件下切入切出階段各頻段能量的分布對比情況。

不同切削速度條件下銑刀切入與切出階段各頻段的能量比,如圖4所示。可以看出,切削速度對銑刀切入和切出階段的影響基本一致且十分顯著。隨著切削速度的提高,低頻段(D9~D8)能量比迅速減小,而中高頻段(D7~D3)能量比則快速增大。說明當切削速度提高,銑刀切入切出信號的低頻能量比減小,能量向中高頻部分分散,相應(yīng)地切削平穩(wěn)性降低,可能會導致較快的磨損或破損。
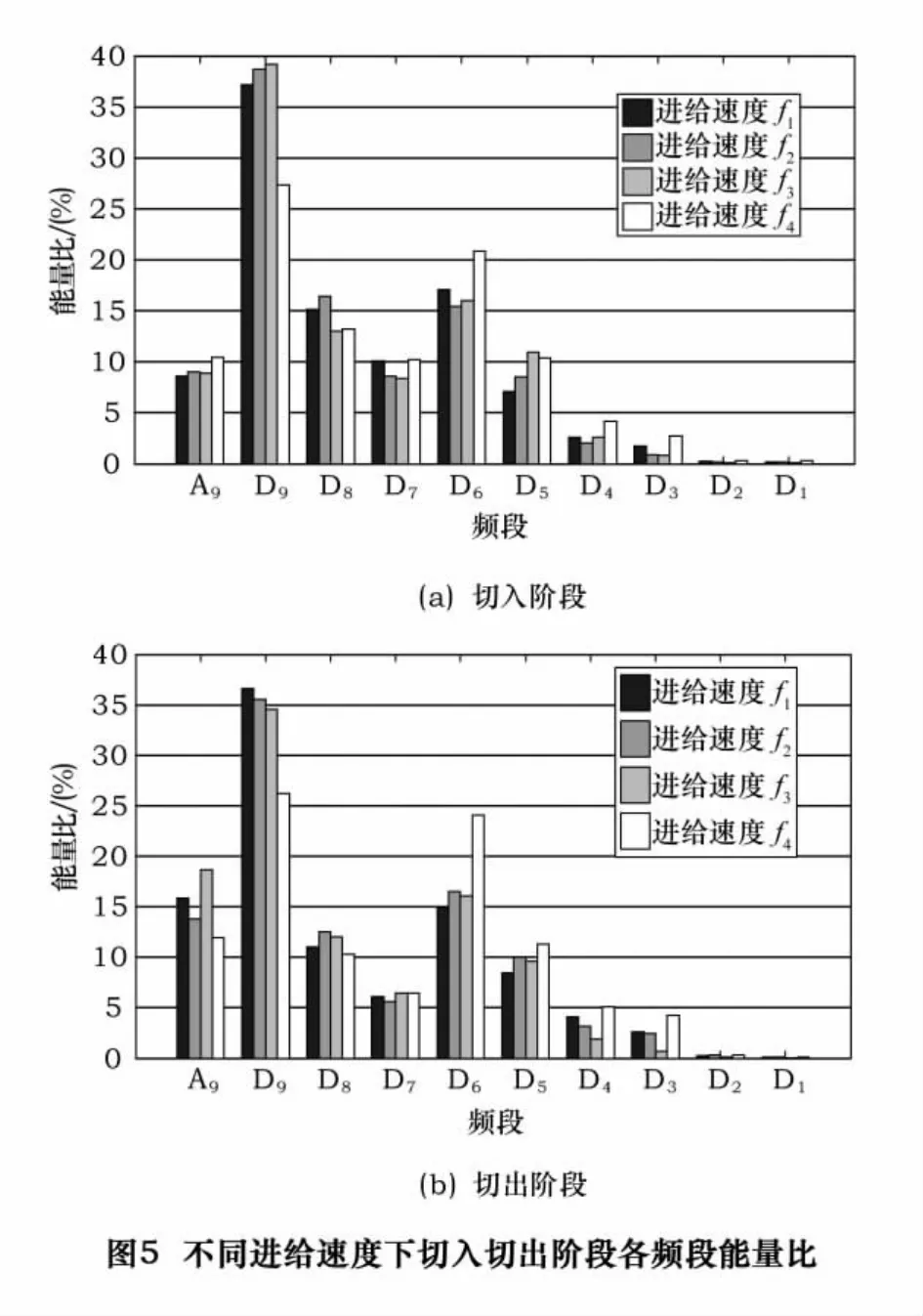
進給速度對銑刀切入與切出階段信號影響不明顯,如圖5。在前3個進給速度下,各頻段的能量比分布相差不大,但是在進給速度增大到0.56 mm/r時,中高頻段能量比有相對明顯的增大趨勢,尤其切出時,增大尤為明顯。
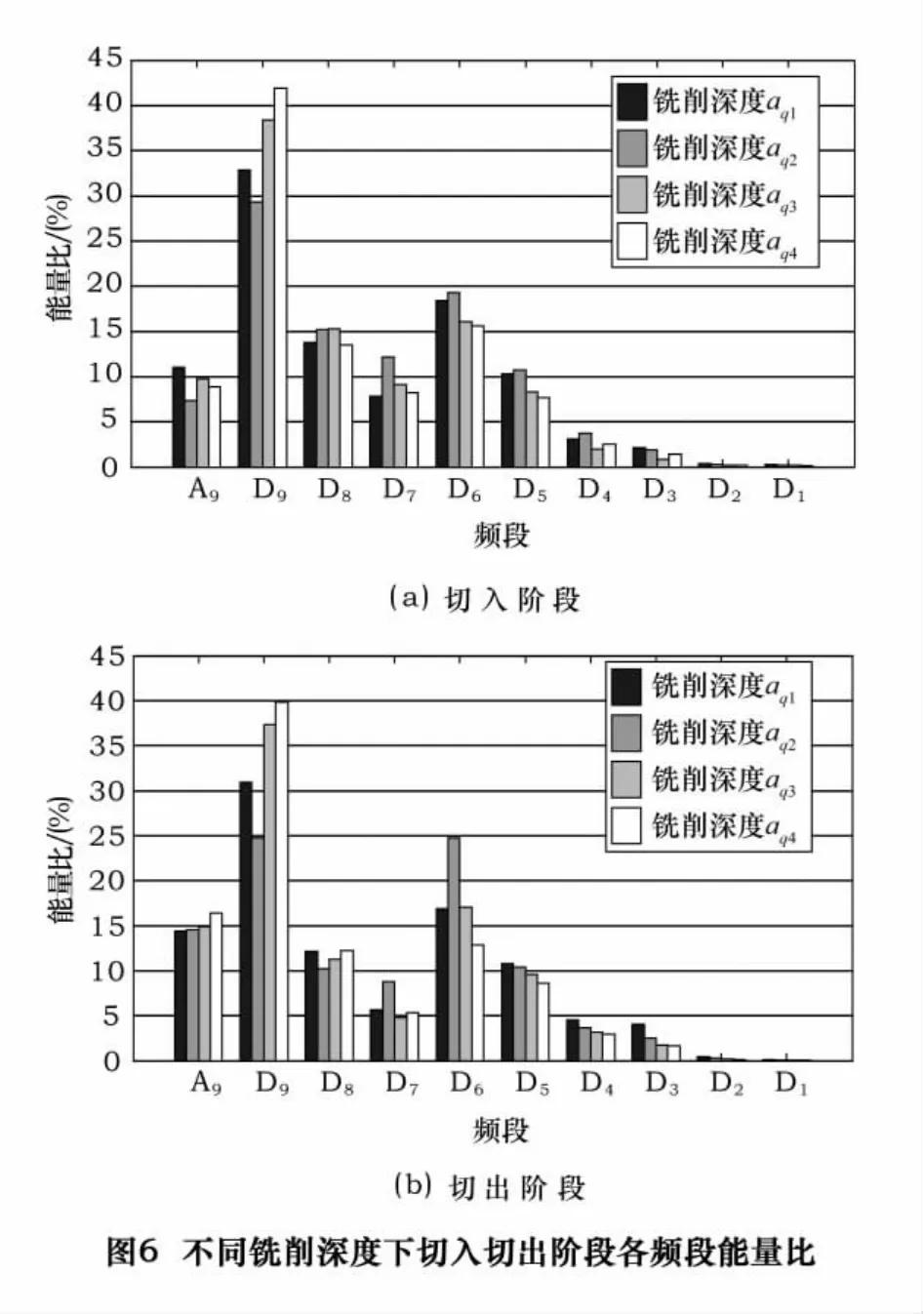
同樣,銑削深度對銑刀切入切出信號的影響也不明顯,如圖6所示。在不同的銑削深度下,各頻段的能量比分布大致一致。但是在切出階段,隨著銑削深度的提高,中高頻段(D5~D3)的能量比有輕微減小的趨勢(圖6b)。
另外,由于刀具磨破損的特征頻段一般在100 kHz以上[7],而綜合圖4~6,切削用量對于高頻段(D4~D1)的影響很小,可見高頻段能量比對于切削用量的敏感度較低。而在實際生產(chǎn)中,一臺機床上往往需要加工不同的產(chǎn)品,切削用量總是不斷變化的。因此,采用D4~D1頻段的能量比作為特征量,可以減少因切削用量變化所造成的誤判,有效監(jiān)測刀具狀態(tài)的變化,改善銑削加工。
5 結(jié)語
本文對銑刀切入切出時聲發(fā)射信號的特征進行了研究,在正交試驗的基礎(chǔ)上,利用小波變換對不同切削條件下的切入切出信號進行分析,結(jié)論如下:
(1)正常銑削時切入切出階段AE信號的高頻段能量比穩(wěn)定切削階段大,切削平穩(wěn)性較差。切出階段比切入階段AE信號的高頻能量大一些,相應(yīng)地切削平穩(wěn)性差一些。這可能是因為銑刀切入切出時應(yīng)力變化較穩(wěn)定切削時劇烈,而切出時的應(yīng)力狀況比切入時更為惡劣,從而導致作為應(yīng)力狀況表現(xiàn)的AE信號變化更為劇烈。
(2)切削速度對銑刀切入切出階段AE信號各頻段能量分布的影響最大,而進給速度和銑削深度的影響較小。在低頻段,能量比與隨切削速度的增大而減小,而中高頻段則相反,且對切出信號的影響稍大。這可能是由于切削速度的提高導致刀具的應(yīng)力狀況惡化所造成的。
(3)利用高頻段的能量比作為刀具狀態(tài)變化的特征量,可以減小對切削用量的敏感度。
[1]Ghahramani B,Wang Z Y,Sahay C,et al.Analysis of initial contact and tool fracture in the milling process[J].Machining Science and Technology,1999,3(1):9-23.
[2]Iulian Marinescu,Dragos A Axinte.A critical analysis of effectiveness of acoustic emission signals to detect tool and workpiece malfunctions in milling operations[J].International Journal of Machine Tools & Manufacture,2008(48):1148-1160.
[3]胡秋.CIMS環(huán)境下刀具狀態(tài)監(jiān)測研究回顧與展望[J].機床與液壓,2003(6):17-19.
[4]Stephane Mallat.信號處理的小波導引[M].北京:機械工業(yè)出版杜,2002.
[5]王萬中.試驗的設(shè)計與分析[M].北京:高等教育出版社,2004.
[6]桂林,等.MATLAB小波分析高級技術(shù)[M].西安:西安電子科技大學出版社,2006.
[7]劉曉明,楊平.加工中心刀具破損實時監(jiān)控技術(shù)的研究[J].組合機床與自動化加工技術(shù),2005(4):71-73.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
