鋁合金輪轂?zāi)>叩目焖贁?shù)字化制造方法
2011-10-20 14:08:22徐世文
制造技術(shù)與機(jī)床 2011年9期
王 熠 徐世文
(①燕山大學(xué)信息學(xué)院計算機(jī)教學(xué)實驗中心,河北秦皇島 066004;②戴卡輪轂有限公司開發(fā)部,河北秦皇島 066004)
鋁合金輪轂制造屬于單件小批量生產(chǎn),數(shù)控加工在其零件制造中的應(yīng)用極其廣泛。與大批量生產(chǎn)方式相比,鑄型模具數(shù)字化制造工藝較為簡略,其主要內(nèi)容為:輪轂?zāi)>弑诤裨O(shè)計、冷卻設(shè)計、輪轂排氣設(shè)計以及在鑄型時數(shù)控切削過程中如何補(bǔ)償缺陷等。鑄型模具零件的數(shù)控加工工藝是指介于其制造工藝及數(shù)控編程之間的工藝策劃工作。本文將結(jié)合實例對輪轂?zāi)>邤?shù)控加工工藝設(shè)計中的若干問題進(jìn)行探討。
1 輪轂?zāi)>弑诤裨O(shè)計計算的理論與實踐
需要根據(jù)鋁合金車輪鑄件的造型特點,以順序凝固為前提,在保證輪輞鑄件梯度的情況下合理設(shè)計鑄型壁厚對鑄造的生產(chǎn)節(jié)拍和鑄件性能都大有裨益。
鋁合金在金屬鑄型內(nèi)自然冷卻情況下所需要的鑄型厚度為鑄件厚度的3倍。根據(jù)鑄件局部熱解的位置和順序凝固及補(bǔ)縮的需要調(diào)整頂、底、邊模的厚度,以期達(dá)到在最短鑄造周期內(nèi)生產(chǎn)出高性能、高品質(zhì)的鑄件。
輪輞處頂模、邊模壁厚:為輪輞壁厚的3倍,建議30~36 mm為宜。輪輞的冷卻主要是通過鑄型對鑄件的熱傳導(dǎo)方式對鑄件降溫的過程。根據(jù)輪輞造型特點,在內(nèi)輪緣處鑄型過冷,在輪井處稍過熱,再輔以輪輞自身的厚度梯度,便可以形成在壓力下結(jié)晶,鑄型冷卻的方式完成鑄件的凝固補(bǔ)縮。
輪輻處頂模壁厚:為輪輞壁厚的2倍,建議20~25 mm為宜。根據(jù)鋁液流動過程中的補(bǔ)縮需要,需提高該處的模具溫度制造補(bǔ)縮通道和順序凝固的環(huán)境。
底模壁厚:為輪輻根部厚度的1.5倍,建議15~25 mm為宜,可以根據(jù)輪輻寬度和厚度的差異及窗口冷鐵的大小決定底模厚度。一般情況下細(xì)小輪輻的壁厚需要小些,寬大輪輻的壁厚稍大些,且需要挖取相應(yīng)的隨形窩保證鋁液流動順暢和消除局部熱節(jié)和冷卻不均的弊端。
對于輪輻厚度較薄或輪輻較窄(窗口凸臺較高)的產(chǎn)品,盡量采用設(shè)計隨形窩的形式,這樣既可以消除底模窗口凸臺的厚大冷鐵作用,同時也延緩了鋁液流動補(bǔ)縮時溫度的降低速度,為輪輞提供壓力補(bǔ)縮通道的同時,也消除了輪輻壁厚不均勻帶來的鑄件冷卻過程中的局部過冷造成的裂紋和顯微縮松。當(dāng)然,對于輪輻厚度均勻且造型簡單的鑄件就沒有必要增加這一環(huán)節(jié)。但是,對于輪輻正面質(zhì)量要求高的產(chǎn)品,如拋光和精車輪最好使用此方法。
2 輪轂?zāi)>呃鋮s的設(shè)計原則和方法
低壓鑄造模具的冷卻手段多種多樣,有風(fēng)冷、水冷、風(fēng)水并用冷卻和水霧冷卻等。無論使用哪種冷卻手段,其目的都是加快鑄件凝固速度、消除局部熱節(jié)和提高表面質(zhì)量這3個方面。在鋁輪轂低壓鑄造中采用順序凝固的原則,最后完成充型的部位率先冷卻,最先充型的部位最后冷卻,形成澆冒口合一的低壓澆注、補(bǔ)縮方式。那么,在最后凝固的部位就需要采用特殊手段延緩該部位鑄件的結(jié)晶凝固速度,保證鋁液補(bǔ)縮通道暢通。推遲冷卻的方法有多種,比如依次加厚最后凝固部位的鑄件厚度,減薄最后凝固部位的鑄型壁厚,提高其溫度,延緩凝固速度。還有一種方式是加工熱阻孔和熱阻槽的方式,在鑄型壁厚、內(nèi)澆道口和澆口處設(shè)置該熱阻槽或孔,即到達(dá)減薄鑄型壁厚的要求,又置換了鑄型的導(dǎo)熱介質(zhì),提高了該部位的溫度,推遲該處鑄件的凝固速度,達(dá)到順序凝固的目的。
3 輪轂?zāi)>吲艢獾脑O(shè)計原則和方法
在金屬型低壓鑄造中,鑄型的排氣問題一直是關(guān)鍵。金屬型鑄造需要通過分型面(邊模接縫、頂?shù)啄ig隙等)頂桿、排氣塞等手段來進(jìn)行排氣。低壓鑄造過程中,鋁液充型進(jìn)入型腔內(nèi),如果型內(nèi)氣體不能迅速順暢地排出,則會隨著型腔空間的不斷減小和型內(nèi)氣體受熱膨脹,形成阻礙充型的型內(nèi)反壓。如果反壓過大,氣體還會擠入鋁液內(nèi)部,造成鑄件的氣孔、澆鑄不足等缺陷,尤其是輪輞和輪心背腔處。故在分型面上開設(shè)三角形或片狀縫隙排氣槽,在鑄型上部或易憋氣的地方安裝排氣塞。
根據(jù)鋁合金輪轂低壓鑄造的特點,選擇適當(dāng)?shù)呐艢獠课缓团艢庑蝿荩陧斈V行奶帒?yīng)設(shè)置頂桿、排氣塞和排氣三角形環(huán)槽,通過排氣塞和頂桿孔的間隙排除氣體;隨著充型過程的繼續(xù),輪輻充滿后將主要通過邊模接縫進(jìn)行排氣,并形成邊充型邊排氣的效果,于此同時可以在邊模設(shè)置排氣環(huán)槽將型內(nèi)氣體導(dǎo)入邊模接縫排出,在頂模型內(nèi)設(shè)置排氣豎槽,將氣體引致頂模與邊模的分型面處排出;最后在內(nèi)輪緣部位通過設(shè)置的頂桿、排氣塞、排氣環(huán)槽來將剩余氣體全部排出。但是在某些情況下該處的氣體不能夠及時排出,主要由于充型速度過快,或是排氣孔道未形成擴(kuò)張。
4 低壓鑄造輪轂缺陷的種類及原因分析
縮松與縮孔:鑄件在凝固過程中,由于鋁合金液態(tài)收縮和凝固收縮,在鑄件最后凝固的部位出現(xiàn)孔洞,容積大而集中的孔洞是縮孔,細(xì)小而分散的孔洞為縮松。縮松在鑄態(tài)時斷口為灰色、淺黃色,經(jīng)熱處理后為灰白、淺黃或灰黑色,在X光底片上呈云霧狀,嚴(yán)重的呈絲網(wǎng)狀。縮松可通過X光、滲透、低倍、斷口等檢查方法發(fā)現(xiàn)。縮松形成的原因:鑄型溫度分布不合理,未形成有效的順序凝固梯度;鑄件未在壓力下凝固結(jié)晶。
解決縮松的方法:合理布局冷卻工藝,尤其是局部有熱節(jié)處的模具降溫,制作順序凝固的溫度要求;適當(dāng)放緩鋁液充型速度,增加鑄件過冷度,減輕后續(xù)補(bǔ)縮負(fù)擔(dān);準(zhǔn)確找到增壓最佳時機(jī),提高保壓壓力,讓鑄件在壓力下結(jié)晶,提高鑄件自身內(nèi)部組織致密度。
縮孔孔洞較大,且表面較為粗糙。縮孔形成的原因:鑄件順序凝固的梯度未有效建立;鑄件自身厚度在局部出現(xiàn)較大變化,如輪輻與輪輞的交界處,還有模具上凸點的位置過熱(如內(nèi)輪緣在邊模處的R角)都易于形成縮孔。解決縮孔的方法:基本與結(jié)晶縮松的方法類似,適當(dāng)增加排氣措施,快速增壓,或適當(dāng)?shù)販p小模具凸點位置的突出程度,即增大R角或局部降溫。
目前檢測食品中真菌毒素的方法有很多,主要包括薄層色譜法(TLC)、高效液相色譜法(HPLC)、酶聯(lián)免疫吸附法(ELISA) 等[3-4]。但是,這些方法存在著一定缺陷。如薄層色譜法、酶聯(lián)免疫法只是半定量方法,液相色譜法定量較為準(zhǔn)確,但其選擇性較差、定性能力不足、靈敏度較低,而且這些方法都只能檢測某一種或者某一類最多4種真菌毒素,涉及多成分同時檢測的方法甚少。隨著HPLC-MS/MS儀器的成功應(yīng)用,利用其專屬性強(qiáng)、選擇性好、靈敏度高、操作簡單省時等優(yōu)勢,可彌補(bǔ)前述方法的不足,對多組分同時進(jìn)行定性和定量分析,使該技術(shù)在分析檢驗中得到廣泛應(yīng)用[5-6]。
氣孔呈圓形或橢圓形,具有光滑的表面,一般是發(fā)亮的氧化皮,有時會呈油黃色常伴有夾渣缺陷一起出現(xiàn)。氣孔形成的原因:鋁液凈化不夠,含氣量過高、夾渣物過多;鑄型排氣不暢,氣體卷入鋁液內(nèi)部;充型紊亂,造成液面氧化皮卷入鋁液內(nèi)部。
解決氣孔的方法:提高鋁液的凈化效率,適當(dāng)降低鋁液溫度;合理設(shè)計充型加壓曲線,鋁液平穩(wěn)充型,快速增壓,使得液體內(nèi)氣體來不及析出;提高鑄型的排氣能力。
澆不足是指鑄件成形不完整,或局部有欠鑄的現(xiàn)象,常發(fā)生在內(nèi)輪緣和正面窗口處。
澆不足形成的原因:模具溫度過低,鑄型排氣不暢。
解決澆不足的方法:增加排氣手段,合理排氣,是當(dāng)?shù)卦黾泳植课恢玫哪>邷囟龋纳畦T件壁厚過薄處的排氣和充型補(bǔ)縮通道的暢通。
5 基于數(shù)控切削加工原理的鑄型制造
個別模具的窗口打傷缺陷持續(xù)困擾機(jī)加工序,造成噴涂后序的生產(chǎn)滯漲。機(jī)加工序也持續(xù)做出改進(jìn):包括增大乳化液沖水量、增加切削遍數(shù)、減小吃刀量、降低轉(zhuǎn)速和進(jìn)給率,從一定程度上也減少了缺陷的產(chǎn)生。打傷缺陷產(chǎn)生的最根本原因是毛坯窗口封層厚且邊緣不規(guī)則翹起,切削過程產(chǎn)生的殘留碎片撞擊鑄造表面所致。在現(xiàn)有工藝的前提下,如何利用數(shù)控加工中走刀來補(bǔ)償鑄造的加工缺陷呢?
5.1 環(huán)切
鑄型數(shù)控加工技術(shù)為單件小批量金屬工件在數(shù)控加工中,環(huán)切是典型的走刀路線。環(huán)切加工是利用已有精加工刀補(bǔ)程序,通過修改刀具半徑補(bǔ)償值的方式,控制刀具從內(nèi)向外或從外向內(nèi),一層一層去除工件余量,直至完成工件加工。
編寫環(huán)切加工程序,需解決3個問題:
(1)環(huán)切刀具半徑補(bǔ)償值的計算;
(3)如何在環(huán)切程序中簡化走刀路線,縮短空刀距離。
5.2 環(huán)切刀具半徑補(bǔ)償值的計算
確定環(huán)切刀具半徑補(bǔ)償值可按如下步驟進(jìn)行:
①確定刀具直徑、走刀步距和精加工余量;
②確定半精加工和精加工刀補(bǔ)值;
③確定環(huán)切第一刀的刀具中心相對工件輪廓的位置(第一刀刀補(bǔ)值);
④根據(jù)步距確定中間各刀刀補(bǔ)值。
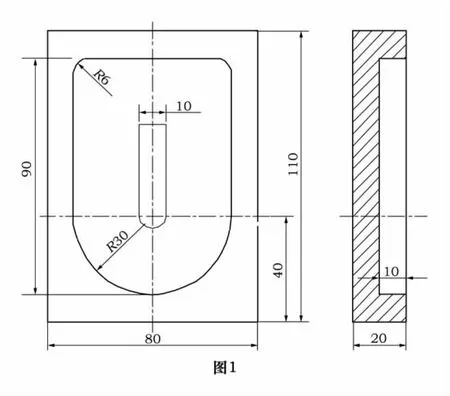
示例:用環(huán)切方案加工圖1工件內(nèi)槽,環(huán)切路線為從內(nèi)向外。
環(huán)切刀補(bǔ)值確定過程如下:
①根據(jù)內(nèi)槽圓角半徑R6,選取φ12 mm鍵槽銑刀,精加工余量為0.5 mm,走刀步距取10 mm;
②由刀具半徑6 mm,可知精加工和半精加工的刀補(bǔ)半徑分別為6 mm和6.5 mm;
③如圖所示,為保證第一刀的左右兩條軌跡按步距要求重疊,則兩軌跡間距離等于步距,則該刀刀補(bǔ)值=30-10/2=25 mm;
④根據(jù)步距確定中間各刀刀補(bǔ)值,
第二刀刀補(bǔ)值=25-10=15 mm
第三刀刀補(bǔ)值=15-10=5 mm,該值小于半精加工刀補(bǔ)值,說明此刀不需要。
由上述過程可知,環(huán)切共需4刀,刀補(bǔ)值分別為25 mm、15 mm、6.5 mm、6 mm。
5.3 環(huán)切刀補(bǔ)程序工步起點(下刀點)的確定
對于封閉輪廓的刀補(bǔ)加工程序來說,一般選擇輪廓上凸出的角作為切削起點。對內(nèi)輪廓,如沒有這樣的點,也可以選取圓弧與直線的相切點,以避免在輪廓上留下接刀痕。在確定切削起點后,再在該點附近確定一個合適的點,來完成刀補(bǔ)的建立與撤消,這個專用于刀補(bǔ)建立與撤消的點就是刀補(bǔ)程序的工步起點,一般情況下也是刀補(bǔ)程序的下刀點。
一般而言,當(dāng)選擇輪廓上凸出的角作為切削起點時,刀補(bǔ)程序的下刀點應(yīng)在該角的角平分線上(45°方向),當(dāng)選取圓弧與直線的相切點或某水平/垂直直線上的點作為切削起點時,刀補(bǔ)程序的下刀點與切削起點的連線應(yīng)與直線部分垂直。在一般的刀補(bǔ)程序中,為縮短空刀距離,下刀點與切削起點的距離比刀具半徑略大一點,下刀時刀具與工件不發(fā)生干涉即可。但在環(huán)切刀補(bǔ)程序中,下刀點與切削起點的距離應(yīng)大于在上一步驟中確定的最大刀具半徑補(bǔ)償值,以避免產(chǎn)生刀具干涉報警。如對圖1零件,取R30 mm圓弧圓心為編程零點,取R30 mm圓弧右側(cè)端點作為切削起點,如刀補(bǔ)程序僅用于精加工,下刀點取在(22,0)即可,該點至切削起點距離為8 mm。但在環(huán)切時,由于前兩刀的刀具半徑補(bǔ)償值大于8 mm,建立刀補(bǔ)時,刀具實際運動方向是向左,而程序中指定的運動方向是向右,撤消刀補(bǔ)時與此類似,此時數(shù)控系統(tǒng)就會產(chǎn)生刀具干涉報警。因此合理的下刀點應(yīng)在編程零點(0,0)。
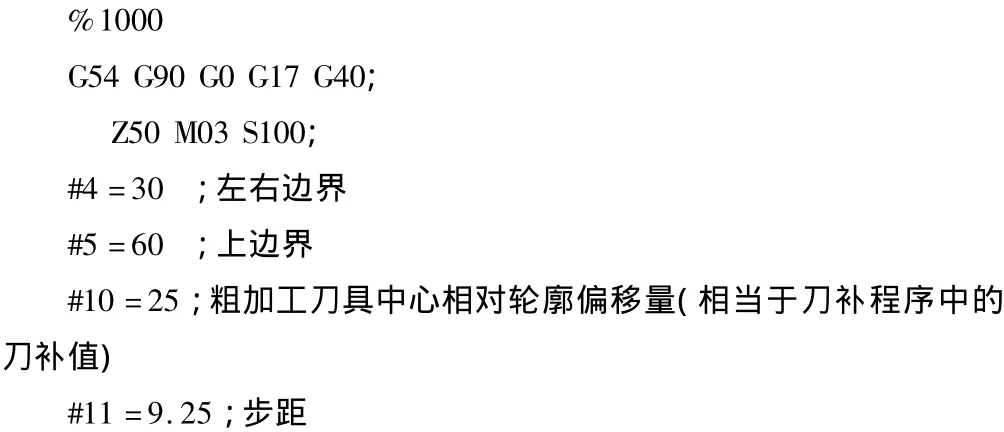
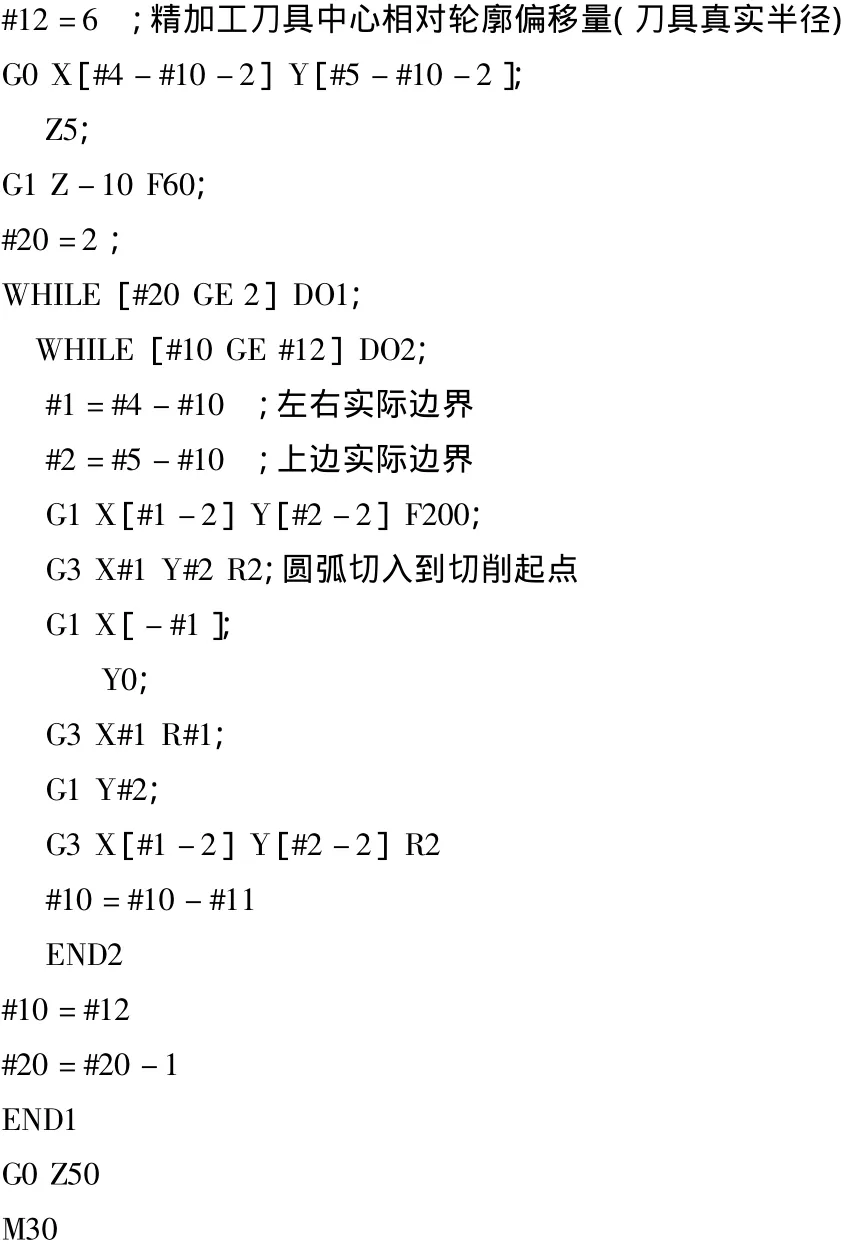
5.4 環(huán)切宏程序
當(dāng)使用刀具半徑補(bǔ)償來完成環(huán)切時,不管我們采用何種方式修改刀具半徑補(bǔ)償值,由于受刀補(bǔ)建、撤的限制,它們都存在走刀路線不夠簡潔,空刀距離較長的問題。對于象圖1所示的輪廓,其刀具中心軌跡很好計算,此時如用宏程序直接計算中心軌跡路線,則可簡化走刀路線,縮短空刀距離。
示例:完全使用宏程序的環(huán)切加工,如圖1所示,用#1、#2表示輪廓左右和上邊界尺寸,編程零點在R30 mm圓心,加工起始點放在輪廓右上角(可削除接刀痕)
6 結(jié)語
通過應(yīng)用研究表明,鑄型數(shù)字化加工制造是傳統(tǒng)鑄造行業(yè)的技術(shù)革命,是一種全新的鑄件制造方法,具有數(shù)字化、柔性化、精密化、快速化等特點,可以提高鑄造精度、生產(chǎn)效率及鑄件質(zhì)量,降低鑄造過程中的資源消耗。鑄件成形方法研究將為單件、小批量鑄件的快速制造提供解決方案,在汽車、工程機(jī)械、機(jī)床、船舶、礦山和航空航天等方面都可推廣應(yīng)用。
總之,輕量化、精確化、高效化、清潔化將是鑄造技術(shù)的重要發(fā)展方向,因而要求鑄造成型制造向更輕、更薄、更精、更強(qiáng)、更韌、成本低、流程短、質(zhì)量高的方向發(fā)展。數(shù)控鑄型制造技術(shù)因制造時間短、一體化造型、無拔模斜度、可制造含自由曲面(曲線)的鑄型和鑄型CAD/CAE/CAM一體化,是實現(xiàn)鑄造過程中的自動化、柔性化、敏捷化的重要途經(jīng)。數(shù)字化鑄型的快速數(shù)字化制造方法是一種適于單件、小批量、品種多樣鑄件、模具生產(chǎn)的技術(shù),具有廣闊的應(yīng)用前景。
[1]張明揚(yáng),李輝.基于三維實體設(shè)計下的FMC全型面加工[J].模具工業(yè),2007(3).
[2]陳養(yǎng)元.高速數(shù)控切削要素的優(yōu)化[J].機(jī)電技術(shù),2006(2).
[3]向雄方.鑄造模具的數(shù)字化設(shè)計與制造[J].鑄造技術(shù),2003(6).
[4]劉豐.鑄型數(shù)字化加工應(yīng)用技術(shù)研究[D].北京:機(jī)械科學(xué)研究總院,2009.
