基于型位特征構建箱形零件CAPP/CNC雙碼信息制造技術
2011-10-18 14:33:52楊順田彭美武
制造技術與機床 2011年9期
楊順田 彭美武
(四川工程職業技術學院,四川德陽618000)
大型軋機機架是典型的箱形類零件,手工編寫工藝與編程和自動編程是目前普遍采用的兩種方法。它們均是以某個具體或假想的“零件”為研究對象進行CAPP與CNC研究的。這適用于大多數零件的數控加工工藝與程序編制,但對于重大、重型裝備的制造業中的大型非回轉軋機機架類零件手工方式就顯得力不從心了。用自動編程,幾何形狀復雜,圖形描述困難,編制復雜,同樣也難以實現。即或是零件結構類似,或同一零件組的零件,也不可能建立若干的典型零件的數控加工程序,因為數控程序不像普通機加工工藝那樣有較大的模糊性或彈性。數控程序要求非常具體和準確,程序與零件具有“一對一”的關系,這是實現CAPP/CNC一體化最根本的難點[1]。
為解決這一系列難題,首先創立了零件型位特征理論[2]。其要點是:“型面特征”是從一般零件中抽象出來具有代表意義而又相對獨立的幾何元素,是型面的基本特性;“位置特征”是特征型面在零件中具有相對的位置關系;一個任意復雜的零件均可以分解成若干個基本型面。零件的工藝編制過程和NC程序編制過程就是零件的“分解”過程。零件的加工制作過程就是零件的“恢復”過程。
在當時,提出“零件型位特征理論”只是純理論上的一個設想,還沒有什么實際的價值。
1 大型非回轉體類零件特點分析
以成組技術為基礎的CAPP,是建立在以零件為研究對象的基礎上的。以大型軋機機架為代表的大型非回轉體類零件的數控加工,由于起吊、裝卡、找正都比較困難,一般采取工序集中的原則,零件的關鍵部位,重要控制尺寸,精度要求高的型面等均在數控加工中一次裝卡完成。這類零件若繼續按“成組技術”為基礎建立CAPP顯然是不太適合的,理由有兩點:一是這類零件相似程度很低,不易成組,即使勉強成組,成組件或復合件也非常復雜[3-6];二是成組件對同類零件的覆蓋面很低,無論是檢索式還是創成式CAPP都無法很好地滿足要求。
若不再按“成組技術”為基礎建立CAPP,尋求新的方法就成了研究的核心。現提出以零件“型面要素”為研究對象的型面工藝基因與型面程序基因構建的雙碼信息制造基因技術。
2 型面工藝基因與型面程序基因構建技術
型面工藝基因與型面程序基因構建技術是指特征型面的加工工藝與特征型面數控加工參數程序兩項技術。它表達了一個具有實際工程意義上的幾何型面的制造過程,表達了包括走刀起始點、運行軌跡、刀具型號、切削用量等工藝信息。先是形成CAPP工藝基因,在此基礎上,編寫該特征型面的參數(形狀參數化、位置參數化)化數控程序代碼,再形成對應的CNC程序基因的完整過程。由于兩個基因合二為一,最后形成一個同時具備雙碼信息的CAPP/CNC高度集成的特征型面制造基因,從而解決工藝與編程難題。
3 制造基因庫的建立
3.1 制造基因庫的依據
由上可知,制造基因包括兩個不可分割的部分:CAPP工藝基因、CNC程序基因。先創立制造工藝基因庫,根據型位特征理論關于“型面特征”的描述,一個不可再分割的“從一般零件中抽象出來具有代表意義而又相對獨立的幾何元素”就是基本型面。一個基本型面的加工工藝具有相對固定性與相對獨立性,在以后的生產過程中其工藝與程序基本保持不變。把這樣的基本型面的加工工藝與數控程序合二為一成為一個基本型面的制造基因。再把某一類零件的制造基因部分或全部建立起來形成某一類零件的“制造基因庫”,有了這樣的基因庫,某個零件的具體工藝方案只需要根據該零件所屬類別,從相應的“基因庫”中調出各基因進行“恰當”的組合。這種“恰當”的組合就是按照型位特征理論中關于“位置特征”的描述進行的。為了便于分析問題,將特征型面進行必要的分類。
(1)按型面的維數分
所謂維數,是指描述一個型面所需的最大坐標數目,也就是在數控加工時,需要用幾個坐標才能合理加工出來。如加工一個與機床坐標軸平行的直線,只需一個坐標就可以了,這就是一維型面。加工一個不與機床坐標軸平行的坐標平面內斜線,就需要兩個坐標才能完成,這就是二維型面。同樣,空間斜線就是三維型面,圓或圓弧是二維型面,圓錐體、螺旋則是三維型面。當同時出現同類型的不同維數的型面時,按維數最多的考慮。實際加工中,二維型面最大坐標數目是數控加工時所需的坐標。二維型面實際表現為平面幾何圖形,如方槽,圓柱體、直孔、矩形臺等。注意,這里的型面不含深度坐標,是因為深度坐標不影響型面的特征。同樣三維型面描述型面所需要的最大坐標數目是3,實際表現為球、圓錐體、錐孔等。
(2)按型面軌跡分
按型面軌跡分為直線型面、圓弧型面、直線圓弧型面、螺旋型面、非圓型面。
(3)按虛實分
按虛實可分為實型面和虛型面及平面。實型面:在某一基本型面上增加一部分實體材料而構成的型面。虛型面:在某一基本型面上去掉一部分實體材料而構成的型面。
3.2 基本特征型面的確定
某類零件的制造基因庫的建立首先要確定基本特征型面,建立起基本特征型面庫。基本特征型面就是通過分解零件得到型面元素集。對于軋鋼、鍛壓、礦山等大型非回轉體機架箱體類零件,它們的共同特點是結構復雜、加工層次多,但型面本身并不復雜,一般都是由比較簡單的常見型面構成,三維以上的空間型面即特型曲面并不多見。就型面的輪廓曲線而言也大多是由直線和圓弧構成,這就給該類零件的基本特征型面的確定帶來了極大方便。抓住這些常見的型面特征,也就抓住了這類零件的關鍵,而對其中個別的特殊型面,再做具體處理,這樣就分清了它們的主次關系,問題就容易解決了。
經過分析與資料統計,歸納總結出了箱形類零件常見的特征型面如表1所示。
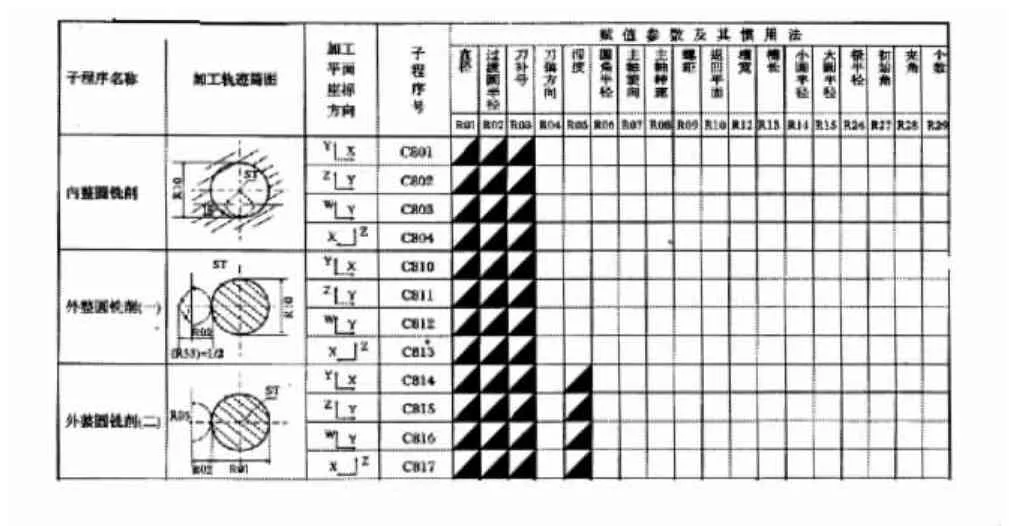
表1 大型非回轉體機架箱體類零件特征型面及特征程序單元庫
3.3 型面工藝基因建立的步驟
數控工藝比一般機加工藝要求詳細,為了編制數控程序的需要,還要對每一個所加工的工位進行詳細描述,以便數控程序與加工型面對號入座。本系統采取兩步走的形式,一是根據零件組編制典型工藝,通過工藝檢索模塊進行檢索;二是為了降低對典型工藝的依賴程度,采用型面特征法和位置特征法創立工藝單元,形成工藝基因庫,通過工藝決策模塊[8-9]生成所需工藝,這樣做的根本原因是使其對于單件、多品種的非回轉體零件有更寬的適應性。
3.3.1 型面元素的命名
對每一個型面元素命名,命名規則為6個英文字母和5位阿拉伯數字組成,6個英文字母表示型面基本名稱,5位阿拉伯數字示型面屬性。第一位數字表示型面最大維數;第二位數字表示型面組別,如1為平面組、2為凸臺組、3為凹槽組、4為孔組等;第三位數字表示曲面類型,“0”表示虛型面,“1”表示實型面,平面做為一種特殊型面用“3”表示;第四位數字表示加工的輪廓性質,內輪廓加工為“0”,外輪廓加工為“1”;第五位數字表示刀具軸,X軸為“1”,Y軸為“2”,Z軸為“3”。如矩形臺型面是二維型面,第一位數字是“2”,矩形臺加工屬輪廓加工,第二位數字是“2”,加工時是去除一部分實體材料,第三位數字是“1”,矩形臺是外輪廓,第四位數字是“1”,加工時刀具軸與Z軸一致,第五位數字是“3”。因此矩形臺型面命名為:JUXINT22113。由此可以看出,型面命名就已包含了許多工藝信息。
3.3.2 制定型面加工方法,建立CAPP工藝基因
針對某一個具體特征型面,制定該型面的實際加工方法,并確定刀具運行軌跡、進刀位置、退刀位置、工件檢查、余量分配等工藝參數。
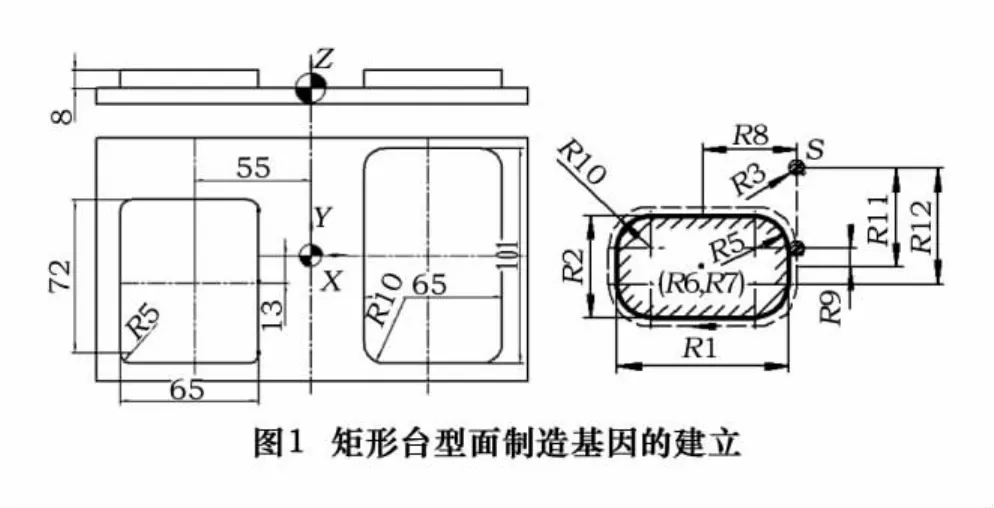
JUXINT22113矩形臺外輪廓各參數設定如圖1所示,矩形臺的長度為R1,寬度為R2,刀具半徑(精確數據)為R3,刀具的Z向進給深度為R4(絕對值),矩形凸臺的圓角為R5。圖1中的R1、R2、R3、R4、R5是型面特征碼(型面特征參數),用于確定該型面的幾何特征,這就是“零件型位特征理論”中的“型”的概念。之所以是這個“型”字,這因為它不僅包含了幾何尺寸信息,還包含了工藝信息,若是用“形”就單純指幾何形狀了。矩形凸臺幾何中心坐標為R6、R7是位置特征碼(位置特征參數),用于確定該型面在基礎坐標系中的位置,用位置特征碼反映各型面在一個零件的相互位置關系。各R參數見圖示,虛線表示刀具的中心軌跡,加工起點為S點,其余R參數為必要的中間變量。
3.3.3 確定主要的工輔具
加工某一特征型面所需的主要工輔具,包括量具、輔具。如JUXINT22113,需鍵槽銑刀、千分尺等。
3.3.4 基本工時定額
對于某一特征面,是以參數來定義特征型面的,基本工時定額也是與特征型面的主要參數聯系起來的。如JUXINT2213,是用矩形臺的長、寬、深度定義的,相應的基本工時也是矩形臺基本參數的函數,即:

式中:R1為矩形臺的長度;R2為寬度;R4為刀具的Z向進給深度;R5為矩形凸臺的圓角;S、F為銑健槽的刀具轉速及走刀速度。
最后形成工藝基因文件,該型面的工藝數據如加工方法、刀具、工輔具、工時等內容全部包含在工藝基因JUXINT22113.TEC文件中了。
3.4 建立型面CNC程序基因
建立了型面工藝基因之后,就可以建立型面的CNC程序基因。上述的JUXINT22113程序基因如下:
最后形成程序基因文件,該型面的數控加工參數、程序代碼等內容全部包含在程序基因文件JUXINT22113.SPF中了。
3.5 特征型面工藝與編程制造基因庫的建立
在單個地建立了型面工藝基因與型面程序基因形成的基礎上,就可以為某一類零件建立特征型面工藝與編程(CAPP/CNC)集成制造基因庫了。
制造基因庫包括兩種文件,一是以TEC為后綴名的工藝基因(××.TEC)文件;另一個是以SPF為后綴名的程序基因(××.SPF)文件。制造基因庫就是以特征型面與位置特征為基礎,建立起主要包括這兩種文件在內的制造基因庫。庫的數據結構包括型面名稱碼、位置特征碼、工裝代碼、主要工輔具碼等。某類零件的制造基因庫一旦建立,就可以非常方便、迅速地制定該類零件的加工工藝與數控程序。制造基因庫的內容也是一個不斷增加與完善的過程,平常對庫的維護是必不可少的。
4 制造基因庫的應用
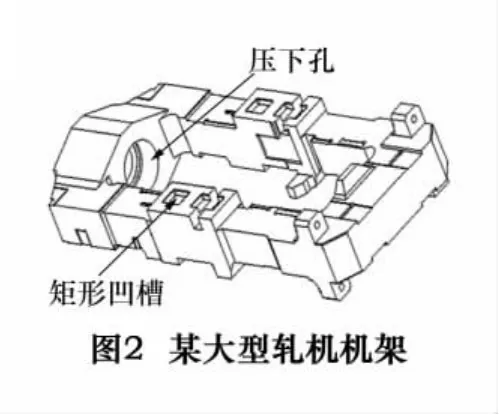
大型軋機機架上有若干型面要素要加工,當把所有要加工的型面加工完成,整個機架也就完成了。假定這類零件的制造基因庫已建立,現以該件(圖2)上的一個矩形凹槽型面的加工為例(圖3),說明制造基因庫的應用及效果。
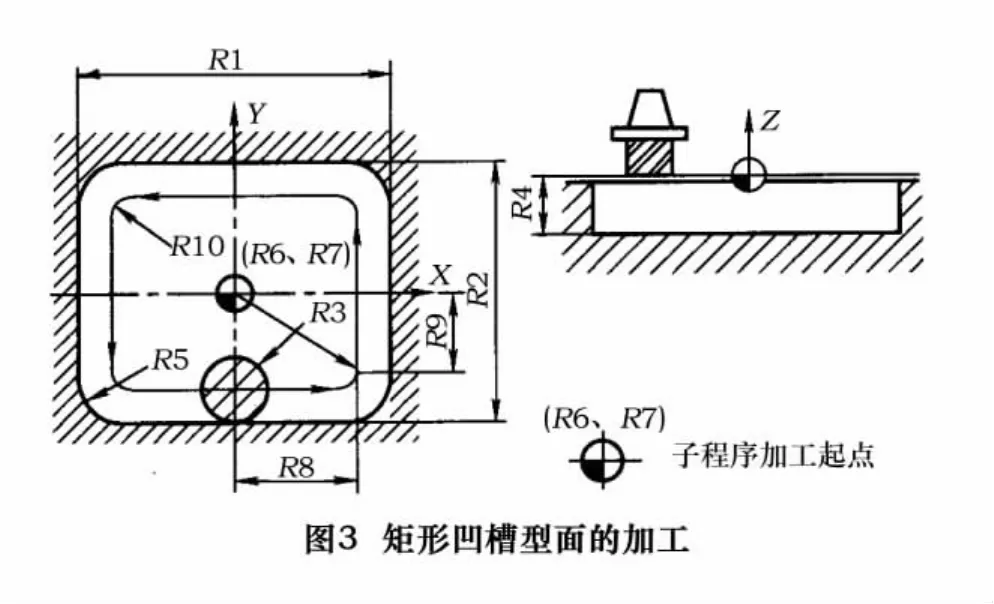
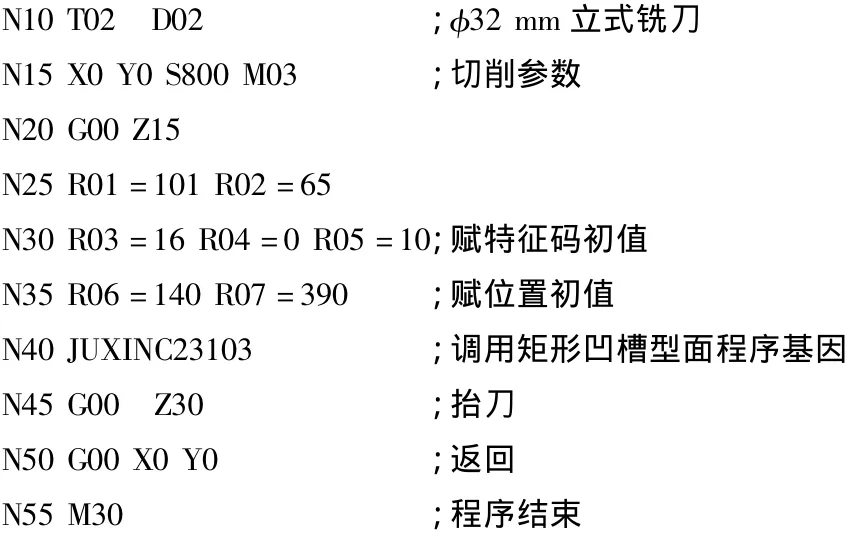
第一步:確定該件要加工的型面,并在庫中調出所對應的型面工藝基因。本例的型面工藝基因名是矩形槽型面:JUXINC23103.TEC,先從制造基因庫調出,其中:特征碼R1為槽長;R2為槽寬;R3為刀具半徑;R4為刀具進深;R5為槽內圓角半徑;位置碼R6為X坐標、R7為Y坐標。
矩形凹槽型面工藝基因JUXINC22103.TEC包含加工方法、刀具、工輔具和工時等全部內容。
第二步:在庫中調出所對應的型面程序基因JUXINC23103.SPF。矩形凹槽型面程序基因如下:
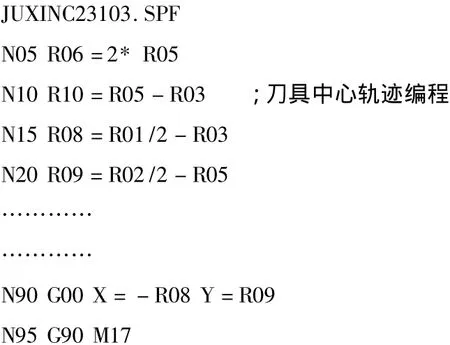
第三步:給特征碼、位置碼各參數賦值。
型面程序基因是含有許多參數的程序,通過主程序給上述各參數賦值。矩形凹槽型面主程序如下:

5 結語
提出理論是一種假想,是一種思維方式的突破。現在成功地解決了大型復雜零件數控加工與編程的難題,十六年前提出的理論現在成功著陸了。其核心就是一個轉變,改變了成組技術以“零件”為研究對象轉變以“型面要素”為研究對象,引入型面特征碼(型面特征參數)與位置特征碼(位置特征參數)改變了現行數控編程方法是只以具體零件為研究對象的單一格局,創立了含有型面信息碼、位置信息碼的雙碼信息制造基因技術,實現了CAPP/CNC的高度集成,對機械制造業、特別是國家重大、重型裝備的制造具有十分重要的意義。
[1]梁式,李尚平,等.箱體零件 CAD/CAPP集成系統的研究與設計[J].廣西大學學報:自然科學版,2005(3):31-34.
[2]楊順田,忻文麗,等.大型零件型位特征分析與CAPP/CNC信息集成[J].計算機集成制造系統-CIMS,1995(3):36-40.
[3]王先逵.計算機輔助制造[M].北京:清華大學出版社,1999:26-29.
[4]張平,等.基于特征映射的非回轉體零件AD/CAPP信息集成研究[J].計算機集成制造系統-CIMS,1997(3).
[5]蔡力鋼,饒運清,郭軍,等.板類零件數控加工CAD/CAPP/CAM系統[J].機械設計與制造,1999(6):44-47.
[6]趙汝嘉,孫波.計算機輔助工藝設計(CAPP)[M].北京:機械工業出版社,2003:33-102.
[7]賈秀杰.工具型CAPP系統制造資源快速重組模型的研究[J].機電一體化,2003(6):17-18.
[8]劉楠嶓.典型零件CAPP及其關鍵技術研究[D].鄭州:鄭州大學,2003.
[9]解蕙.基于XML標準的CAPP工藝數據的研究和應用[D].南京:南京航空航天大學,2004.
[10]景奎,宮愛紅,等.CIMS環境下汽車覆蓋件模具CAPP的研究與開發[C].制造業與未來中國——2002年中國機械工程學會年會論文集,2002.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年10期)2019-06-03 10:12:04
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
環球時報(2017-03-30)2017-03-30 06:44:45
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生(2015年3期)2015-11-19 02:53:32
