高頻直縫焊管Q125鋼級(jí)石油套管的研制
2011-10-17 01:15:18谷云魁袁宗傳劉法濤
中國(guó)科技信息 2011年6期
谷云魁 袁宗傳 劉法濤
華銳石油鋼管有限公司,山東東營(yíng) 257065
高頻直縫焊管Q125鋼級(jí)石油套管的研制
谷云魁 袁宗傳 劉法濤
華銳石油鋼管有限公司,山東東營(yíng) 257065
介紹了利用軋制的鋼板通過(guò)調(diào)整軋機(jī)成型焊接工藝, 獲得Q125鋼級(jí)坯管,進(jìn)而將該套管通過(guò)淬火+回火的熱處理工藝以獲得Q125鋼級(jí)材質(zhì)套管的研制過(guò)程。重點(diǎn)對(duì)鋼板的化學(xué)成分、成型焊接工藝、淬火溫度、回火溫度、金相組織形態(tài)等方面的參數(shù)對(duì)Q125鋼管的性能的影響進(jìn)行了具體的論述。
高頻直縫焊管;Q125;石油套管;成型焊接工藝;淬火;回火
前言
隨著世界經(jīng)濟(jì)的發(fā)展對(duì)能源需求和石油需求的增加,石油工業(yè)的發(fā)展對(duì)石油套管的需求與日俱增。國(guó)內(nèi)焊管行業(yè)利用此次機(jī)會(huì)得到了發(fā)展和壯大,國(guó)內(nèi)焊管生產(chǎn)線近1000多條,由于沒(méi)有后續(xù)的熱處理設(shè)備,絕大部分只能生產(chǎn)H40、J55鋼級(jí)低端的石油套管,大量出口,直接導(dǎo)致國(guó)際、國(guó)內(nèi)市場(chǎng)石油套管價(jià)格低下,形成惡性競(jìng)爭(zhēng)態(tài)勢(shì)。隨著石油天然氣開(kāi)采技術(shù)的發(fā)展,以及目前國(guó)內(nèi)油田預(yù)防和修復(fù)套損井及建設(shè)深井的需求,對(duì)Q125鋼級(jí)套管的需求越來(lái)越多,Q125鋼級(jí)套管具有管體強(qiáng)度高,抗擠毀強(qiáng),沖擊韌性好等優(yōu)點(diǎn)。
華銳石油鋼管有限公司根據(jù)形勢(shì)和公司自身?yè)碛懈咚紼RW生產(chǎn)線和鋼管整體熱處理(和精整)的優(yōu)勢(shì),研制開(kāi)發(fā)出了HFW N80Q、P110鋼級(jí)套管,并在高頻直縫焊 N80Q、P110鋼級(jí)套管研制基礎(chǔ)上,把產(chǎn)品定位在了更高的Q125鋼級(jí)套管的開(kāi)發(fā)研制上。
1 原材料的研究
高頻直縫焊鋼管是由熱軋卷板成型焊接而成,受現(xiàn)場(chǎng)焊接、熱處理和軋制工藝的影響,Q125鋼級(jí)的套管不能由Q125鋼板直接焊接而成,要獲得Q125鋼級(jí)的套管就需要能夠通過(guò)調(diào)質(zhì)達(dá)到Q125性能的鋼帶,而鋼帶的化學(xué)成分熱處理調(diào)質(zhì)的性能起著決定性的作用,改變其化學(xué)成分可以改變鋼帶的力學(xué)性能、淬透性等重要指標(biāo)。
淬透性是衡量鋼帶能否成功的制造出Q125鋼級(jí)的重要因素,獲得較高的力學(xué)性能需要提高套管管體的淬透性,影響管體淬透性的主要因素有:原材料的化學(xué)成分、淬火加熱溫度、冷卻介質(zhì)的特性、冷卻的方式方法以及加熱方式等。鋼的淬透性主要決定于臨界冷卻速度,臨界冷卻速度越小,鋼的淬透性就越好,在合金元素中Ni、V、Ti、Cr、Mo、Mn等都有提高淬透性的作用[1]。在水淬前提下,應(yīng)保證整體壁厚淬透,同時(shí)為減少淬火裂紋傾向,將C含量控制在≤0.30%。再考慮到Q125鋼的抗回火軟化能力及回火脆性趨勢(shì),更易于控制。
為保證套管的工藝性能、使用性能,對(duì)套管用原材料的合金成分進(jìn)行了多次試驗(yàn)、優(yōu)化,形成了套管用原材料的特有成分和性能。
研制出一種能通過(guò)調(diào)質(zhì)而生產(chǎn)Q125鋼級(jí)性能的鋼帶,其化學(xué)成分如表1,力學(xué)性能如表2所示。
通過(guò)上表鋼帶在熱處理前的性能已經(jīng)達(dá)到了API 5CT 標(biāo)準(zhǔn)中N80鋼級(jí)材質(zhì)的要求。
2 工藝與實(shí)驗(yàn)
要想獲得高性能的Q125材質(zhì)的鋼管,焊接和熱處理的工藝尤其重要,首先要保證管坯焊縫質(zhì)量,其次要保證整體熱處理后的性能。
2.1 成型焊接工藝的研究
為了保證管坯鋼帶的焊縫焊接質(zhì)量,高頻焊管在成型焊接時(shí)要對(duì)如下焊管軋機(jī)的成型工藝進(jìn)行調(diào)整和控制:
加大成型輥的擠壓量,要保證擠出足夠的熔融狀態(tài)的金屬氧化物,以提高焊縫的沖擊功。適當(dāng)控制焊接流線角,通過(guò)大量的實(shí)驗(yàn),當(dāng)焊接流線夾角在65~70°左右,焊縫融合線在0.1mm時(shí)焊縫沖擊功達(dá)到最大值(沖擊值≥50J,3/4尺寸,0℃),焊縫形態(tài)如圖1所示。

圖1 焊縫金屬流線40倍照片
2.2 淬火溫度、回火溫度對(duì)性能的影響

表1 鋼帶化學(xué)成分表

表2 鋼帶力學(xué)性能表
為了驗(yàn)證所設(shè)計(jì)的熱處理溫度對(duì)鋼管性能的影響,對(duì)焊接好的管坯進(jìn)行淬火、回火熱處理來(lái)試驗(yàn)鋼管管體的力學(xué)性能,淬火溫度900℃,回火溫度從490℃至600℃,在不同溫度下的力學(xué)性能如表3(以177.80×9.19為例)。
回火溫度和屈服強(qiáng)度、抗拉強(qiáng)度的關(guān)系如圖2,可以得出屈服強(qiáng)度、抗拉強(qiáng)度是隨著回火溫度的升高而降低的。延伸率是隨著回火溫度的升高而增大的。
根據(jù)API 5CT標(biāo)準(zhǔn),Q125鋼級(jí)屈服強(qiáng)度范圍是862~1034MPa,抗拉強(qiáng)度≥931MPa,延伸率≥13%(以9.19mm壁厚為例)。該鋼管回火溫度在510~610℃時(shí),都滿足標(biāo)準(zhǔn)的要求,考慮到實(shí)際生產(chǎn)中的爐溫控制,原材料成分等因素,把回火工藝定為530~570℃,并在試驗(yàn)中得到了驗(yàn)證。
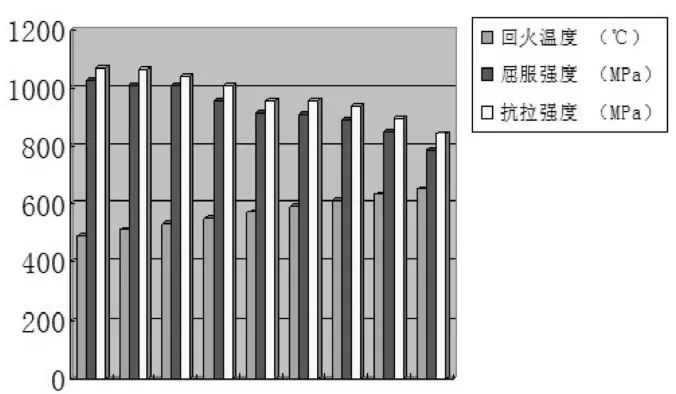
圖2 回火溫度和屈服強(qiáng)度、抗拉強(qiáng)度的關(guān)系
2.3 金相組織檢驗(yàn)
在確定回火工藝后,鋼管在530、570℃時(shí)的金相組織如圖3、圖4,金相組織是回火索氏體組織。回火索氏體是鐵素體與較粗的粒狀滲碳體所組成的機(jī)械混合物。碳鋼回火索氏體中的鐵素體已經(jīng)通過(guò)再結(jié)晶,呈等軸細(xì)晶粒狀。經(jīng)充分回火的索氏體已沒(méi)有針的形態(tài)。回火索氏體是淬火馬氏體回火時(shí)的產(chǎn)物,它們的滲碳體是顆粒狀的,且均勻地分布在鐵素體基體上;回火索氏體組織具有較高塑性與韌性,具有良好的綜合性能。
圖3 530℃ 管體400倍金相組織照片
2.4 沖擊韌性實(shí)驗(yàn)
選取其中的部分鋼管做沖擊韌性試驗(yàn),試驗(yàn)標(biāo)準(zhǔn)按照API SPEC 5CT執(zhí)行,做管體縱向沖擊試驗(yàn),沖擊值都遠(yuǎn)遠(yuǎn)大于標(biāo)準(zhǔn)所規(guī)定的數(shù)值(如表6所示),滿足相關(guān)標(biāo)準(zhǔn)要求。因此,證明采取的工藝是合理的,切實(shí)可行。

表3 不同回火溫度和力學(xué)性能的關(guān)系

表4 570℃鋼管管體的金相檢驗(yàn)結(jié)果

圖4 570℃ 管體400倍金相組織照片

表5 不同回火溫度下的沖擊值
3 結(jié)論
(1)試制的Q125石油套管力學(xué)性能指標(biāo)都達(dá)到了API SPEC 5CT標(biāo)準(zhǔn)的要求,屈服強(qiáng)度達(dá)到了標(biāo)準(zhǔn)的上限,管體的延伸率也比標(biāo)準(zhǔn)高出50%以上。
(2)套管管體沖擊值比API SPEC5CT標(biāo)準(zhǔn)指標(biāo)高出1倍左右,表明該批套管在具有高強(qiáng)度的同時(shí)也具有比較高的沖擊韌性,即強(qiáng)韌性搭配合理,這樣保證了套管在完井時(shí)的射孔性能優(yōu)異。
(3)充分利用鋼中含Nb、V、Ti、Cr、Mo等元素的特點(diǎn),使該產(chǎn)品具有抗深井高溫的特性,在井下服役環(huán)境下,能夠保持所需的強(qiáng)度、韌性和抗擠毀性能。
[1] 崔忠圻.金屬學(xué)與熱處理[M].機(jī)械工業(yè)出版社.2004:7-1.第一版
[2] 美國(guó)石油學(xué)會(huì).API SPEC 5CT[M].中國(guó)石油天然氣集團(tuán)公司管材研究所.2005:7-1.第八版
10.3969/j.issn.1001-8972.2011.16.028
谷云魁(1973—),男,吉林四平人,本科,工程師,主要從事高頻直縫焊管技術(shù)工藝與質(zhì)量的管理工作。單位:華銳石油鋼管有限公司。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
