大直徑氣保焊絲焊接技術(shù)開發(fā)
2011-10-17 01:15:16夏錚鄭建敏許李黎
中國(guó)科技信息 2011年6期
關(guān)鍵詞:鋼結(jié)構(gòu)焊縫
夏錚 鄭建敏 許李黎
浙江大地鋼結(jié)構(gòu)有限公司,浙江 杭州311215
大直徑氣保焊絲焊接技術(shù)開發(fā)
夏錚 鄭建敏 許李黎
浙江大地鋼結(jié)構(gòu)有限公司,浙江 杭州311215
隨著鋼結(jié)構(gòu)行業(yè)中厚板的廣泛使用,焊接要求也在不斷增加,如何最大限度地節(jié)省焊材,提高焊接效率,也成為各單位努力實(shí)現(xiàn)的目標(biāo)。在此基礎(chǔ)上我司通過(guò)Ф1.6mm氣保焊絲和Ф1.2mm氣保焊絲,在實(shí)際鋼構(gòu)生產(chǎn)中的對(duì)比試驗(yàn),來(lái)得出Ф1.6mm氣保焊絲的優(yōu)點(diǎn),并取得不錯(cuò)的成效,大大地提高了生產(chǎn)效率。
焊接;大直徑;氣保焊;飛濺;效率
前言
隨著鋼結(jié)構(gòu)行業(yè)的日益發(fā)展,鋼構(gòu)件在建筑業(yè)中的應(yīng)用日益廣泛,而且目前各項(xiàng)目從招投標(biāo)到工程竣工驗(yàn)收的工期也比較急,如何提高制作效率,縮短制作周期便成為各鋼結(jié)構(gòu)公司需解決的首要問(wèn)題。制定合理的制作順序,優(yōu)化工藝及提高焊接速度等都可以在一定程度上加快制作進(jìn)度。
一、氣體保護(hù)焊簡(jiǎn)介
氣體保護(hù)焊是用氣保焊焊機(jī)以可熔化的金屬焊絲作電極,并有氣體(通常是純二氧化碳或二氧化碳和氬氣混合氣體)作保護(hù)的電弧焊;是焊接黑色金屬的重要焊接方法之一。
氣體保護(hù)焊具有以下幾種特點(diǎn):
1、CO2焊穿透能力強(qiáng),焊接電流密度大(100~300A/m2),變形小,生產(chǎn)效率比焊條電弧焊高1到3倍
2、CO2氣體便宜,焊前對(duì)工件的清理可以從簡(jiǎn),其焊接成本只有焊條電弧焊的40%~50%
3、焊縫抗銹能力強(qiáng),含氫量低,冷裂紋傾向小。
4、焊接過(guò)程中金屬飛濺較多,特別是當(dāng)工藝參數(shù)調(diào)節(jié)不匹配時(shí),尤為嚴(yán)重。
5、不能焊接易氧化的金屬材料,抗風(fēng)能力差,野外作業(yè)時(shí)或露天作業(yè)時(shí),需要有防風(fēng)措施。
6、焊接弧光強(qiáng),注意弧光輻射。
氣保焊焊絲直徑一般是0.89 1.0 1.2 1.6 2.0mm等。焊絲直徑≦1.2mm屬于細(xì)絲CO2焊,焊絲直徑≧1.6mm屬于粗絲CO2焊。在我司一般選用的是ER50-6,直徑1.2mm的焊絲,這是一種廣泛應(yīng)用的氣保焊焊絲,它有較好的工藝性能,適合于焊接500Mpa級(jí)以下的低合金鋼和碳素結(jié)構(gòu)鋼。
二、Ф1.2mm 和Ф1.6mm焊絲在實(shí)際生產(chǎn)中實(shí)驗(yàn)數(shù)據(jù)的對(duì)比
1、 對(duì)接焊縫操作工藝
1.1 由于CO2氣保焊熔深大, 在實(shí)驗(yàn)中采用的是40mm厚的鋼板,雙面坡口,反面清根,多層多道焊。
1.2 焊接過(guò)程中,焊槍橫向擺動(dòng)時(shí),要保證兩側(cè)坡口有一定熔深, 使焊道平整,有一定下凹,避免中間凸起,這樣會(huì)使焊縫兩側(cè)與坡口面之間形成夾角,產(chǎn)生未焊透、夾渣等缺陷。
1.3 要控制每層焊道厚度,使蓋面焊道的前一層焊道低于母材1.5~2.5mm,并一定不能熔化坡口兩側(cè)棱邊,這樣蓋面時(shí)可看清坡口, 為蓋面創(chuàng)造良好條件。
1.4 蓋面焊焊接時(shí),焊前應(yīng)將前一層凸起不平的地方磨平,焊槍擺動(dòng)的幅度比填充層要大一些, 擺動(dòng)時(shí)幅度應(yīng)一致, 速度要均勻,要特別注意坡口兩側(cè)熔化情況, 保證熔池邊緣超過(guò)坡口兩側(cè)棱邊,并不大于2mm,以避免咬邊。
1.5 用多道焊時(shí),焊絲應(yīng)指向焊道與坡口、焊道與焊道的角平分線位置,并且焊道彼此重疊不小于焊道寬度的1~3。
2、 T型熔透操作工藝
2.1 T型接頭的定位焊應(yīng)在兩側(cè)對(duì)稱進(jìn)行,坡口內(nèi)應(yīng)盡可能避免定位焊,多道定位焊應(yīng)在端部做出臺(tái)階,以便和后續(xù)焊縫熔合。定位焊尺寸不大于焊縫有效高度的2/3且不大于8mm,同時(shí)不小于4mm。
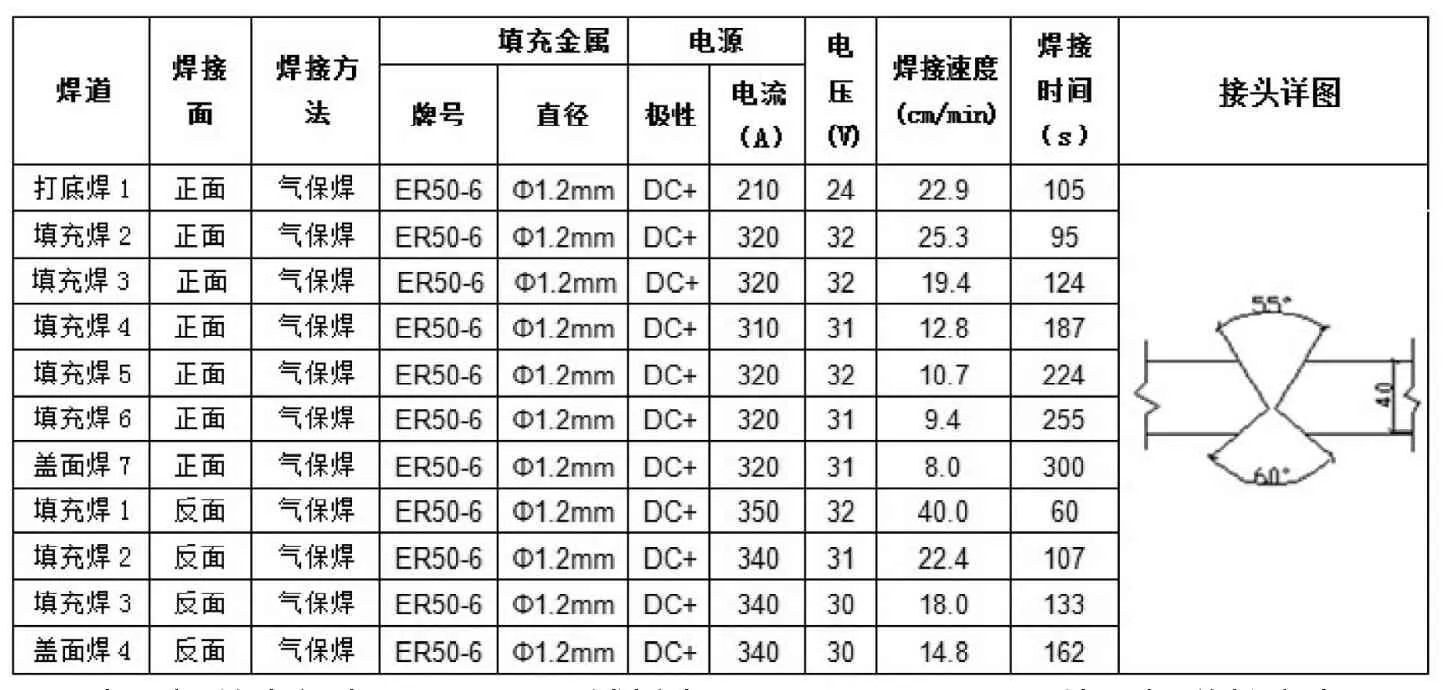
表1 焊絲直徑為Φ1.2mm,試板為PL40*400*250兩塊,焊道長(zhǎng)度為400mm,用時(shí)為1752秒
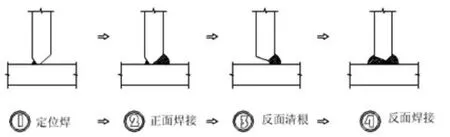
圖1
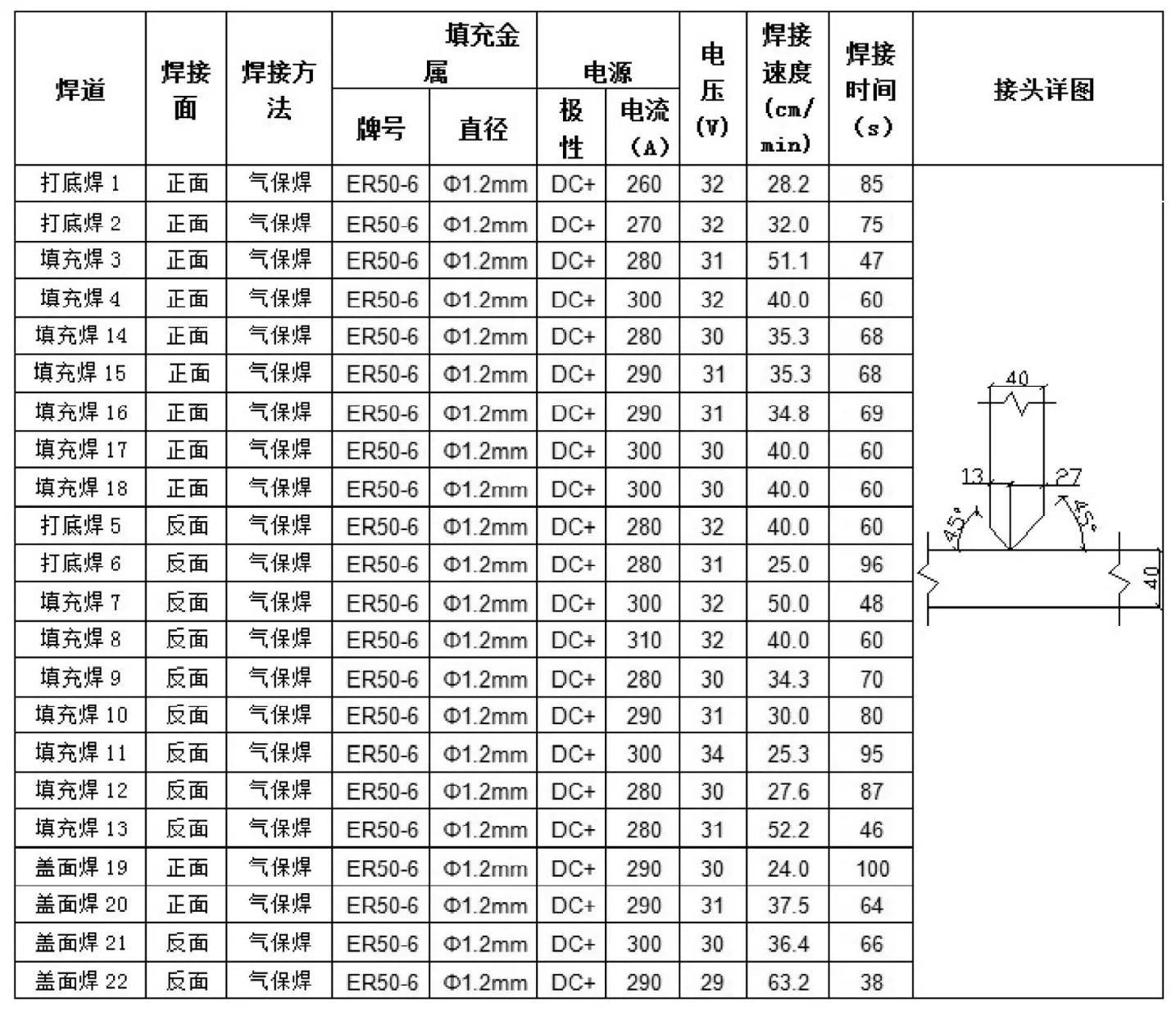
表3 焊絲直徑為Φ1.2mm,試板為PL40*400*250一塊,PL40*400*500一塊,焊道長(zhǎng)度為400mm,用時(shí)為1436秒
2.2 焊接時(shí),焊完一側(cè)的焊縫后,用碳弧氣刨進(jìn)行反面清根,清根后用磨光機(jī)把滲碳層等雜物打磨測(cè)底后再進(jìn)行焊接。
2.3 圖1為T型熔透焊施焊過(guò)程。
表1和表2分別列出了在使用ER50-6焊絲,T型熔透焊縫,當(dāng)直徑分別是Ф1.2mm和Ф1.6mm時(shí),焊接層數(shù)、電流、電壓、焊接速度及焊接每道焊縫所需的時(shí)間的對(duì)照表。
3、為了更客觀的反映出Φ1.2mm焊絲和Φ1.6mm焊絲在實(shí)際生產(chǎn)中的效率,現(xiàn)以10mm角焊縫為例,如圖。
Φ1.6mm 焊絲Φ1.2mm焊絲
采用480mm長(zhǎng)試板焊接,10mm角焊縫,1.2mm焊絲需焊接三道,焊腳為11mm,耗時(shí)為4分鐘,而采用1.6mm焊絲,焊接一道焊腳即可達(dá)到,耗時(shí)為2分鐘,而可節(jié)省一半的時(shí)間及部分焊材,大大提高工作效率。
三、 實(shí)驗(yàn)數(shù)據(jù)分析
1、通過(guò)對(duì)接熔透和T型熔透的實(shí)驗(yàn)對(duì)比,可以發(fā)現(xiàn),當(dāng)使用Φ1.6mm焊絲施焊時(shí),焊接相同的焊縫,比使用Φ1.2mm焊絲耗費(fèi)時(shí)間短,焊道少,這樣耗費(fèi)的人工就低,能更好地節(jié)約成本。
2、在實(shí)驗(yàn)中,由于使用的是Φ1.6mm焊絲,這樣就會(huì)造成大電流大電壓,會(huì)使焊接后的飛濺增多。飛濺損失增大,會(huì)降低焊絲的熔敷系數(shù),從而增加焊絲及電能的消耗,降低焊接生產(chǎn)率和焊接成本。在氣保焊中,大部分焊絲熔化金屬可過(guò)渡到熔池,有一部分焊絲熔化金屬飛向熔池之外,飛到熔池之外的金屬稱為飛濺。特別是粗焊絲氣體保護(hù)焊大參數(shù)焊接時(shí),飛濺更為嚴(yán)重,飛濺率可達(dá)20%以上,這時(shí)就不可能進(jìn)行正常焊接工作了。飛濺是有害的,它不但降低焊接生產(chǎn)率,影響焊接質(zhì)量,而且使勞動(dòng)條件變差。為了有效地減少飛濺,甚至避免飛濺,有以下幾點(diǎn)需要注意:
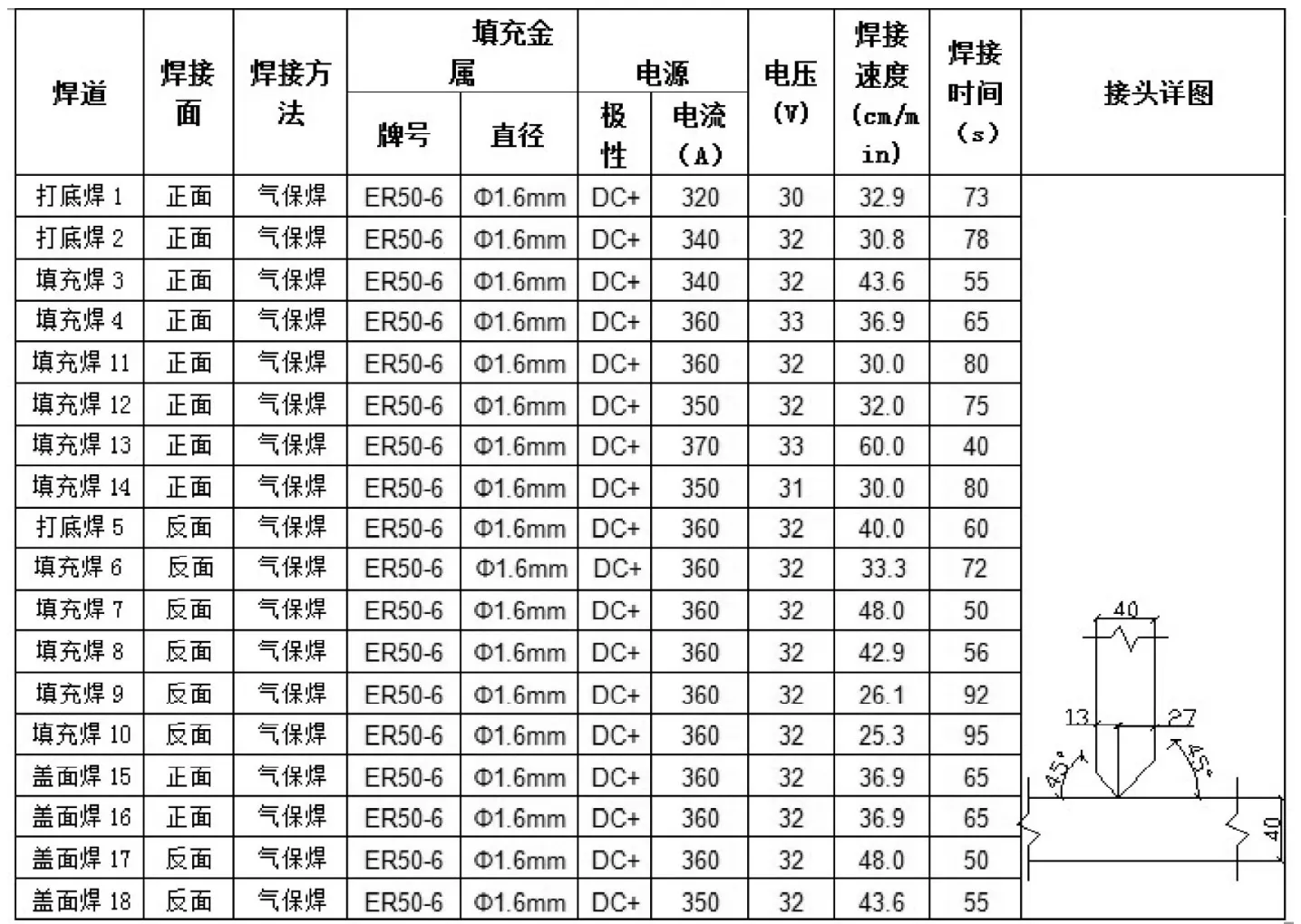
表4 焊絲直徑為Φ1.6mm,試板為PL40*400*250一塊,PL40*400*500一塊,焊道長(zhǎng)度為400mm,用時(shí)為1206秒。
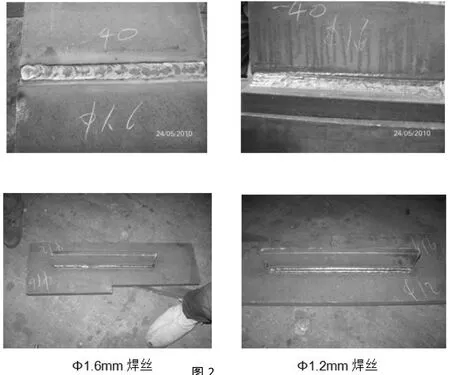
圖2
2.1 應(yīng)選擇合理的焊接電流與焊接電壓參數(shù),避免使用大熔滴排斥過(guò)渡形式;同時(shí),應(yīng)選用優(yōu)質(zhì)焊接材料,如選用含C量低、具有脫氧元素Mn和Si的焊絲ER50-6等,避免由于焊接材料的冶金反應(yīng)導(dǎo)致氣體析出或膨脹引起的飛濺。
2.2 在純CO2氣體下,通常通過(guò)焊接電流波形控制法,降低短路初期電流以及短路小橋破斷瞬間的電流,減少小橋電爆炸能量,達(dá)到降低飛濺的目的。
2.3 通過(guò)改進(jìn)送絲系統(tǒng),采用脈沖送絲代替常規(guī)的等速送絲,使熔滴在脈動(dòng)送進(jìn)的情況下與熔池發(fā)生短路,使短路過(guò)渡頻率與脈動(dòng)送絲的頻率基本一致,每個(gè)短路周期的電參數(shù)的重復(fù)性好,短路峰值電流也均勻一致,其數(shù)值也不高,從而降低了飛濺。
四、結(jié)語(yǔ)
可見(jiàn)在實(shí)際生產(chǎn)使用中,只要注意減少飛濺的方法,那么Φ1.6mm焊絲比Φ1.2mm焊絲不管是在人工方面還是在成本方面都有更多的優(yōu)點(diǎn)。我司對(duì)按此數(shù)據(jù)焊接的試板已進(jìn)行焊接工藝評(píng)定試驗(yàn),各項(xiàng)數(shù)據(jù)均滿足要求。
目前大直徑焊絲已在部分班組推廣,主要用于厚板的對(duì)接、T型焊接打底,及較大角焊縫構(gòu)件,通過(guò)幾個(gè)月的試驗(yàn),目前焊接質(zhì)量相對(duì)比較穩(wěn)定,焊材有所節(jié)省,焊接效率大大提高。
[1]建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程.JGJ 81-2002
[2]氣焊手工電弧焊及氣體保護(hù)焊焊縫坡口的基本形式與尺寸.GB985-88
10.3969/j.issn.1001-8972.2011.16.027
猜你喜歡
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:10:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中國(guó)公路(2017年15期)2017-10-16 01:31:54
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
