頻譜諧波時效技術在機床零件加工中消除應力方面的應用研究
2011-09-29 01:22:32王偉順姬國棟全博文姜春雨
制造技術與機床 2011年7期
王偉順 姬國棟 全博文 姜春雨
(齊重數控裝備股份有限公司,黑龍江齊齊哈爾 161005)
對于振動過程的機理,國內外已經進行了大量的研究工作,取得了以下的共識:振動就是對金屬構件施加周期性的作用力(動應力σ動)。在振動過程中,施加到金屬構件各部分的動應力σ動與內部殘余應力σ殘疊加,當疊加幅值大于金屬構件的屈服極限σs,即σ動+σ殘≥σs時,這些點晶格滑移,產生微小的塑性變形,達到釋放殘余應力的目的。
從微觀上看,只要溫度在絕對零度以上,金屬原子始終處于運動中,由于殘余應力的影響,這些原子處于不平衡運動狀態。但他們力求回復平衡位置,這就需要能量。振動時效就是給金屬構件提供機械能,使約束金屬原子復位的殘余應力釋放,加快金屬原子回復平衡位置的速度。
從金屬物理學上看,振動時效的過程,實質上是金屬材料內部晶體位錯運動、增殖、塞積和纏結的過程。由于金屬材料存在位錯,所以在構件內部產生的交變動應力與內部的殘余應力相互疊加,在應力較高的區域,就可產生位錯滑移,出現微小塑性變形。位錯滑移是單向進行線性累積的,當微應變累積到一個宏觀量,金屬組織內殘余應力較大處的位錯塞積得以交替開通,局部較大殘余應力得以釋放,構件宏觀內應力隨之松弛,使殘余應力的峰值下降,改變了構件原有的應力場,最終使構件的殘余應力減小并重新分布,達到一個相對的平衡狀態。位錯塞積后造成位錯移動受阻,從而強化了基體,提高了構件抗變形能力,使構件的尺寸精度趨于穩定。
振動時效技術雖然在高效、節能、環保等方面有著非常明顯的優勢,但也存在幾十年未能解決的障礙性難題:
(1)應用面窄,約23%:一般振動時效設備頻率范圍為0~166.7 Hz,機械制造業超過這個范圍的高剛性、高固有頻率工件有77%之多,對這些工件無法振動。
(2)效果差:通過在振動時效設備頻率范圍內掃描尋找到的振動頻率非常少,有效振型太少,無法進行多維殘余應力消除,處理效果很難達到熱時效效果。
(3)操作復雜、效果不穩定:傳統振動時效設備處理工件時,調整激振點、支撐點和拾振點很繁瑣,而且很難達到最佳狀態,百種工件,制定百種工藝。完全靠操作者技能和經驗來調整振動時效工藝參數,不同的人使用,帶來不同的處理效果,這樣很難納入正式生產工藝。
(4)噪聲污染嚴重:在工件固有頻率附近振動,噪聲極大,工作現場環境惡劣。
21世紀初,一種新的振動時效技術在中國出現,它突破了原有振動時效的技術瓶頸,開創了振動時效應用的一個全新時代。因其獨特的找頻與頻率處理方式,被稱為頻譜諧波時效技術。頻譜諧波時效技術采用傅里葉方法,不需掃描,對工件進行頻譜分析,找出工件的十幾種諧波頻率,優選出對消除工件殘余應力效果最佳、不同振型的5種諧波進行時效處理,達到多維消除應力、提高尺寸精度穩定性的目的,已于2009年12月被列為《國家重點節能技術推廣目錄(第二批)》。具體特點如下:
(1)采用頻譜分析技術,解決了亞共振模式因激振器頻率范圍限制而不能對高剛性固有頻率工件進行振動處理的難題,把振動時效在機械制造領域的應用面從23%提升到近100%。
(2)對所有工件都能分析出幾十個諧振頻率優選處理效果最佳的5種振型頻率,2種備選頻率,從而解決了亞共振模式不能對殘余應力呈多維分布,精度要求高、結構復雜的工件進行時效處理的難題。多種振型多方向與工件多維殘余應力充分疊加,使處理效果顯著優于熱時效和傳統的振動時效(亞共振時效)。
(3)自動確定振動時效工藝參數,對激振點、支撐點、傳感器位置無特殊要求,對振動參數的自動選取,自動優化,對操作者的要求降低,從而解決了亞共振模式必須依靠操作者經驗來選取振動工藝參數,且處理效果各異,以至很難納入正式工藝的缺陷。
(4)由于采用6 000 r/min以下的低頻諧波,振動處理時噪聲很小。
1 試驗的目的和方法
1.1 試驗目的
通過傳統亞共振時效消除應力與頻譜諧波時效消除應力的對比工藝試驗,驗證消除應力控制變形的有效性方法。
1.2 試驗方法
由于工件殘余應力測量比較困難,目前尚無比較理想的測量方法,因此,采用實際測量各種情況下的變形量(幾何精度),并對這些數據進行分析和評價。
2 消除應力工藝試驗
2.1 雙柱立車滑板件試驗(如圖1)
材料:HT250;
尺寸:1 725 mm×1 705 mm×240 mm;
重量:2 857 kg;
工藝要求:平面度:0.015 mm,平行度0.01 mm;
試驗件數量:6件;
加工工藝流程1:毛坯—粗加工—精加工;
加工工藝流程2:毛坯—粗加工—頻譜諧波時效—精加工;
加工工藝流程3:毛坯—頻譜諧波時效—粗加工—頻譜諧波時效—精加工。

為了保證試驗數據的有效性,所有試件均采用相同的材料(同一批原材料)、相同的加工設備、相同的刀具、相同的切削參數。試驗結束后隨即進行測量,測量結果如表1~3所示。試驗結束后放置兩月再次進行測量,結果同樣也列入表1~3中。
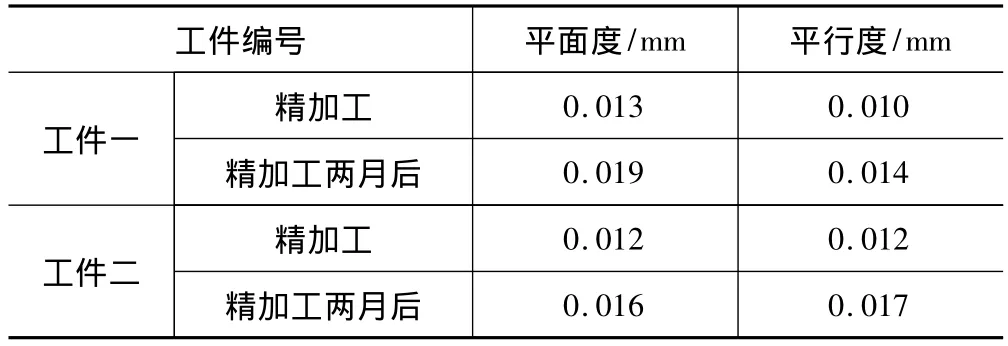
表1 工藝流程1
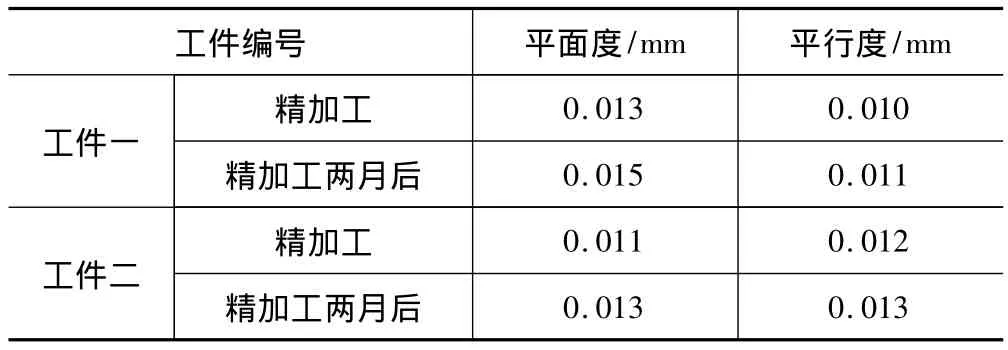
表2 工藝流程2
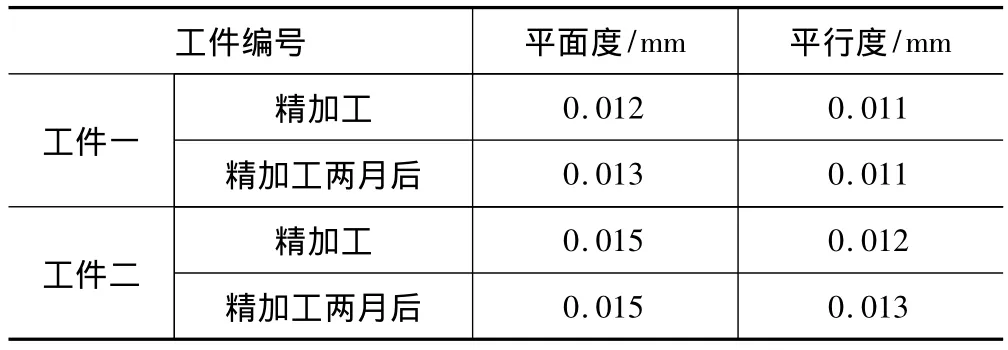
表3 工藝流程3
2.2 DVT500系列滑枕件試驗
進行頻譜諧波時效消除應力(如圖2)、亞共振消除應力和不進行消除應力3種情況下的加工試驗,3件滑枕精加工后測得的精度一致性在0.01 mm以內,經過2個月后實際測量的變形量見表4。
材料:45號鋼;
尺寸:240 mm×240 mm×4 905 mm;
質量:2 250 kg;
工藝要求:平行度:0.015 mm,直線度 0.01 mm,垂直度0.015mm;
試驗件數量:3件。
為了保證試驗數據的有效性,所有試件均采用相同的材料(同一塊原材料)、相同的加工設備、相同的刀具和相同的切削參數。

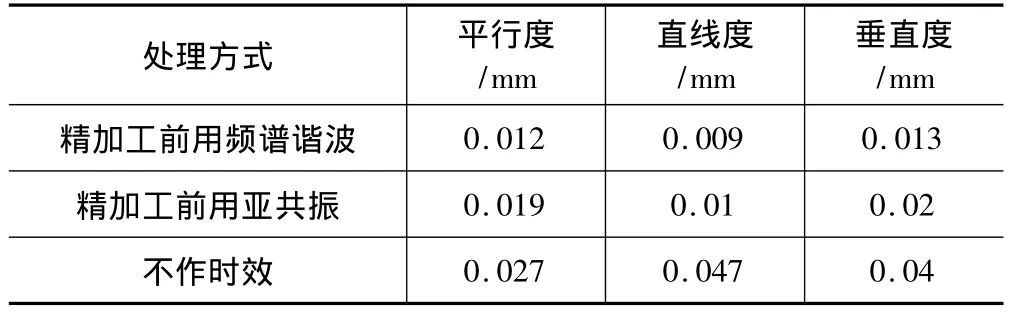
表4 兩個月后檢測的數據
3 數據分析
表1~3數據表明,經過兩次頻譜諧波時效處理的工件效果更好,這樣不僅消除毛坯的鑄造應力,同時消除因為粗加工產生的機加應力,保持工件尺寸穩定性。
表4數據表明,亞共振和頻譜諧波與不作時效對比:平行度分別提高1.42倍和2.25倍;直線度分別提高4.7倍和5.22倍;垂直度分別提高2倍和3.1倍。頻譜諧波時效處理的工件尺寸精度的經時穩定性好于亞共振的工件,更好于不作處理的工件。
4 頻譜諧波時效技術應用的未來
取代熱時效是發展趨勢:人類進入工業社會以來,先后出現了三次意義深遠的偉大變革,這三次工業革命分別以十八世紀蒸汽機的發明、十九世紀初發電機的發明和二十世紀中葉電子計算機的發明為重要標志。這三次變革推動了社會生產力的迅速發展,影響和改變了人們的生活方式。但也嚴重破壞了人類生存的環境,使人們在改變生活的同時,不得不面對越來越嚴峻的環境問題。資源是不可再生的,破壞的環境是很難逆轉的。節約能源,減少排放已經成為各國政府的工作重點。在機械制造行業,一些明顯高能耗、高污染的工藝手段,會受到很大的限制。振動時效與熱時效相比有著不可比擬的節能減排優勢,而且在其他方面也有部分優于熱時效(如表5)。
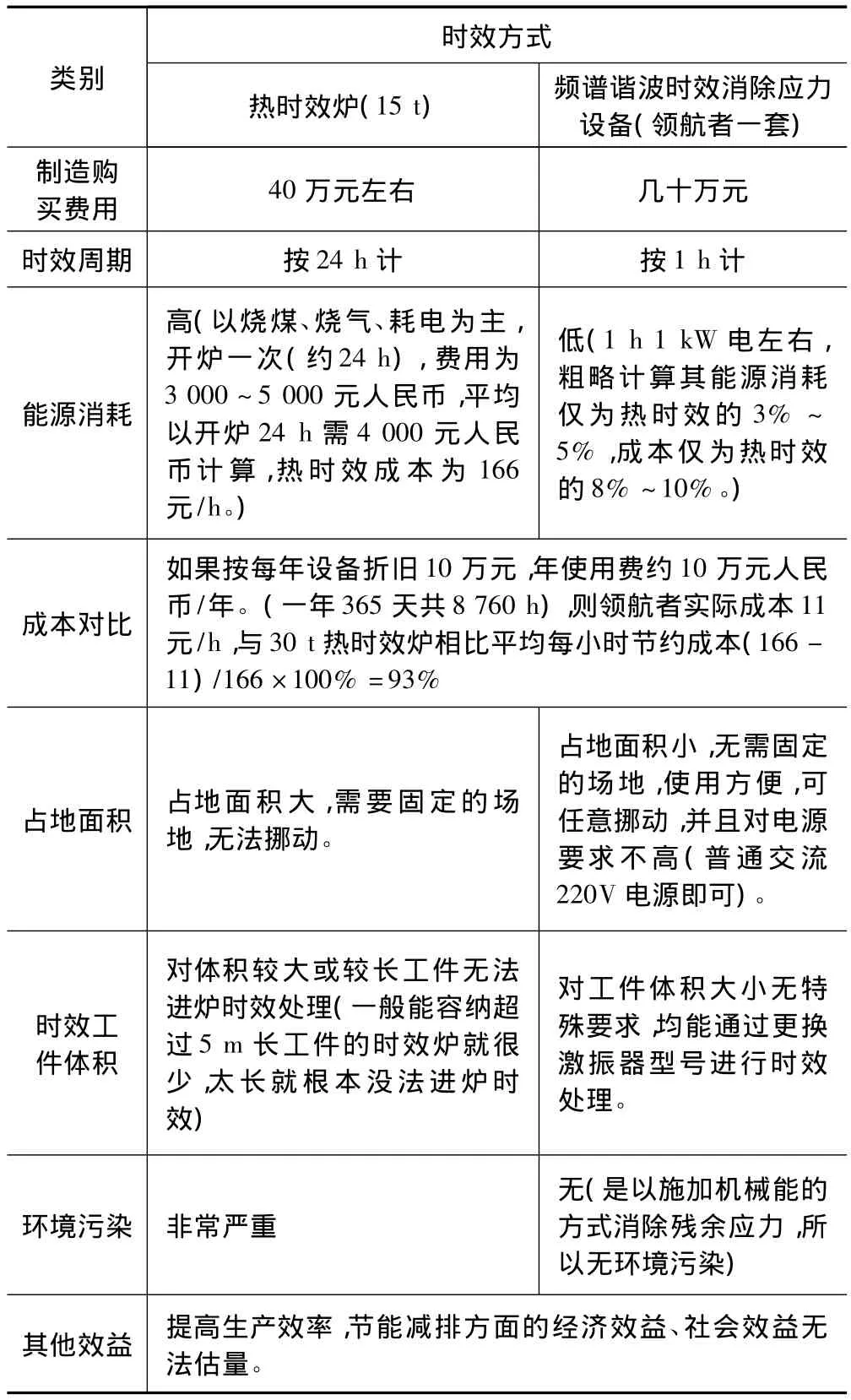
表5 熱時效頻譜諧波時效對比表
生產企業需要根據市場需求的不斷變化,調整自己生產的產品,才能更有效地參與市場的競爭。目前新技術、新材料的應用日新月異,為企業帶來了更多的發展機遇。
5 結語
經過工藝試驗和應用實踐,充分顯示了頻譜諧波時效技術消除應力技術的優勢,在很大程度上可以替代常規的熱處理時效消除應力工藝,并能獲得明顯的經濟效益。另外,頻譜諧波時效技術消除應力技術在黑色金屬材料的焊接變形控制、焊后部件焊縫的消除應力上也有很好的應用,可以提高焊接結構件的疲勞壽命,需做更多的理論和試驗研究工作。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
科學大眾(2023年17期)2023-10-26 07:39:14
天天愛科學(2020年6期)2020-09-10 07:22:44
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
數學物理學報(2017年6期)2018-01-22 02:26:40
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
計算物理(2014年2期)2014-03-11 17:01:44
