海德漢iTNC530數控系統在A/C軸雙擺角銑頭幾何誤差補償中的應用*
2011-09-28 13:18:26高秀峰
制造技術與機床 2011年8期
高秀峰 李 焱
(沈陽機床(集團)設計研究院有限公司,遼寧沈陽 110142)
A/C軸雙擺角銑頭是中、大規格五軸聯動加工中心的核心功能部件[1-2]。由于A/C軸雙擺角銑頭結構緊湊,擺角范圍大,A軸可達±110°,C軸可達±360°或n×360°,因此,常用于加工具有復雜曲面的大型精密零部件[3],例如飛機的機身結構件、風力發電機的葉輪等。而A/C軸雙擺角銑頭的幾何誤差又是影響復雜零件加工精度的關鍵問題[4],因此必須對A/C軸雙擺角銑頭的幾何誤差進行精度補償。
1 A/C軸雙擺角銑頭幾何誤差
如圖1所示,A/C軸雙擺角銑頭包括圍繞Z軸旋轉的C軸以及圍繞X軸旋轉的A軸,C軸與A軸的聯動可以帶動主軸實現復雜曲面加工。
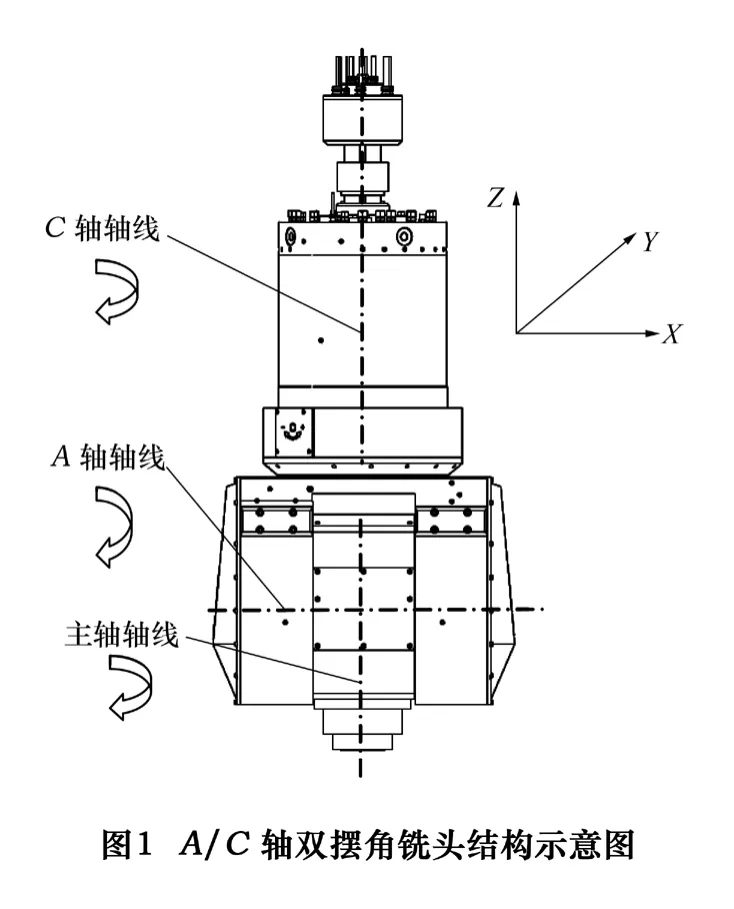
A/C軸雙擺角銑頭理論幾何精度應當為C軸軸線與主軸軸線重合,A軸軸線與主軸軸線垂直相交。但由于在實際制造過程中,存在的零部件加工誤差以及裝配誤差,導致A/C軸雙擺角銑頭裝配完成后,軸軸線、A軸軸線以及主軸軸線之間存在一定的位置誤差與角度誤差,如表1所示。
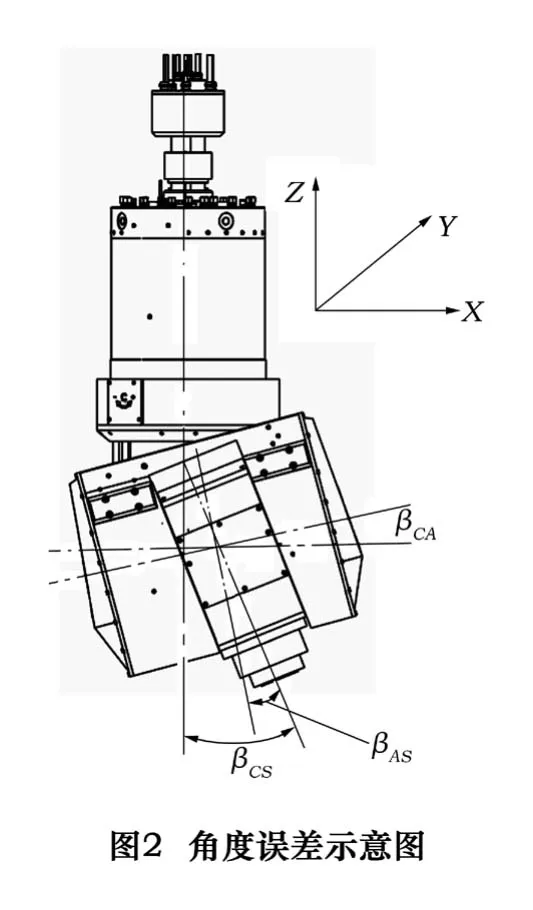
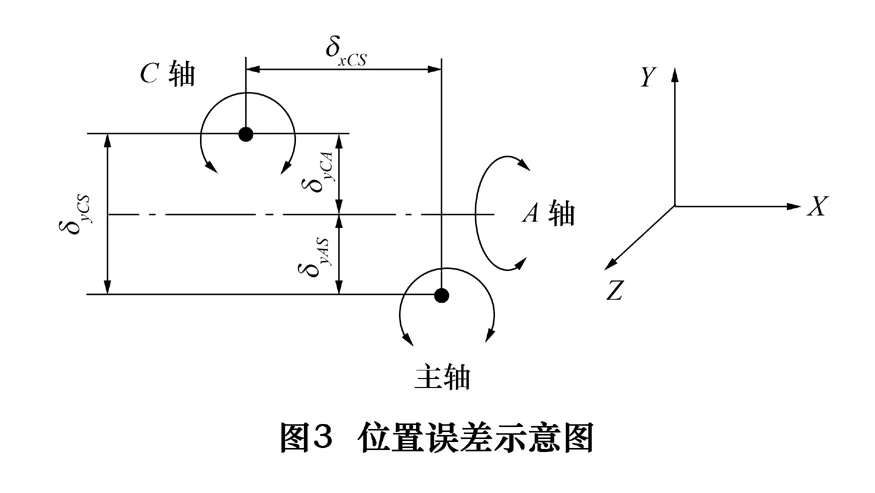
表1 中,δxCS表示C軸軸線與主軸軸線在X方向產生的位置誤差,其他位置誤差符號含義與此相同。αCS表示C軸軸線與主軸軸線圍繞X軸方向產生的角度誤差,其他角度誤差符號含義與此相同。各誤差含義如圖2~4所示。
由圖2可得:βCA=βCS-βAS
由圖3 可得:δyCA=δyCS-δyAS
因此,表1所示的8個幾何誤差實際僅為6個,如表2所示。

表1 A/C軸雙擺角銑頭幾何誤差表

表2 A/C軸雙擺角銑頭實際幾何誤差表
2 海德漢iTNC530數控系統在A/C軸雙擺角銑頭幾何誤差中的補償方法
2.1 海德漢iTNC530數控系統簡介
海德漢的iTNC530數控系統是適合銑床、加工中心或需要優化刀具軌跡控制之加工過程的通用性控制系統。該系統的數據處理速度比以前的TNC系列產品快8倍,所配備的“快速以太網”通訊接口能以100 Mbit/s的速率傳輸程序數據,比以前快了10倍,新型程序編輯器具有大型程序編輯能力,可以快速插入和編輯信息程序段。該系統通用性好并適合五軸聯動控制,可以對五軸聯動加工中心進行精度補償[5]。
2.2 海德漢iTNC530數控系統在A/C軸雙擺角銑頭幾何誤差中的補償方法
(1)δyAS的測量與補償
如圖5所示,先在主軸錐孔中裝夾一根已知直徑的檢棒,A軸旋轉至 -90°(圖5a),將百分表讀數調零;然后將A軸旋轉至90°(圖5b)并讀出百分表的讀數Δ1。由于百分表的讀數是δyAS的2倍,因此在補償該誤差時,應當在數控系統中輸入MP7530.1=-|Δ1/2|。

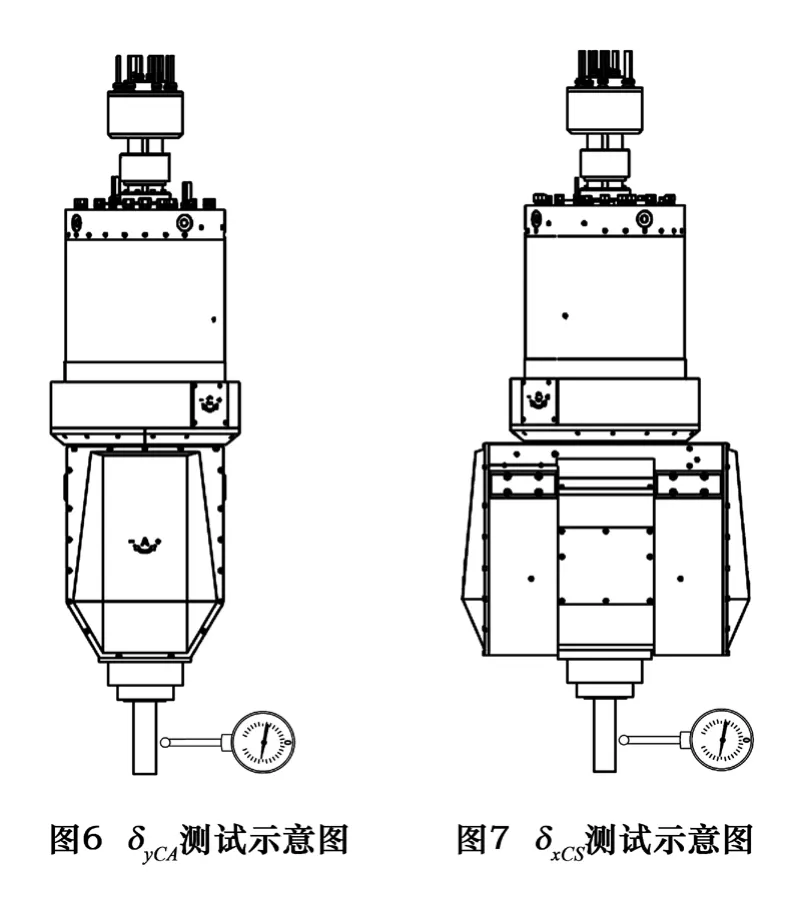
(2)δyCA的測量與補償
如圖6所示,A軸旋轉至0°,C軸旋轉至0°,將百分表安放在圖示的位置并將讀數調零;然后將C軸旋轉至90°,讀出百分表的讀數Δ2。由于百分表的讀數是 2 倍 δyCS,而 δyCA=δyCS- δyAS,因此在補償該誤差時,應當在數控系統中輸入 MP7530.4=|Δ2/2|-MP7530.1。
(3)δxCS的測量與補償
如圖7所示,A軸旋轉至0°,C軸旋轉至-90°,將百分表安放在圖示的位置并將讀數調零;然后將C軸旋轉至270°并讀出旋轉過程中百分表的最大讀數Δ3。由于該讀數是δxCS的2倍,因此在補償該誤差時,應當在數控系統中輸入MP7530.3=|Δ3/2|。
(4)關于A/C軸雙擺角銑頭角度誤差的補償
由于海德漢iTNC530數控系統只能補償A/C軸雙擺角銑頭的位置誤差,并不能補償角度誤差,因此,A/C軸雙擺角銑頭的3個角度誤差只能依靠提高零部件加工精度或采取若干調整措施才能予以解決。
3 結語
A/C軸雙擺角銑頭在裝配完成后,C軸軸線、A軸軸線與主軸軸線之間存在3個位置誤差與3個角度誤差,如果幾何誤差不進行精度補償,則會嚴重影響曲面零件的加工精度。海德漢iTNC530數控系統由于具有出色的五軸控制功能,可以對A/C軸雙擺角銑頭的幾何誤差進行精度補償,首先利用百分表檢測出幾何誤差值,然后再把誤差值輸入到相應的補償指令中。但該系統只能補償A/C軸雙擺角銑頭存在的3個位置誤差,其余的3個角度誤差只能依靠提高零部件加工精度或采取若干調整措施才能予以解決。
[1]林劍峰,閆明,鄭鵬,等.直驅式A/C軸雙擺角銑頭模態分析[J].機械傳動,2010,34(4):61-63.
[2]林劍峰,閆明,鄭鵬,等.直驅式雙擺角銑頭C軸傳動部分有限元分析[J].機械傳動,2010,34(5):59-61.
[3]K M Muditha Dassanayake,Masaomi Tsutsumi,Akinori Saito.A strategy for identifying static deviations in universal spindle head type multiaxismachining centres[J]. InternationalJournalofMachine tools&Manufacture,2006(46):1097 -1106.
[4]廖平蘭.機床加工過程宗合誤差實時補償技術[J].機械工程學報,1992,28(2):65 -68.
[5]張興全.iTNC530數控系統實現高速加工[J].航空精密制造技術,2006(2):18,20.
