提高臺車熱處理爐爐溫均勻性的技術改造
2011-09-27 01:03:20于明亮
大型鑄鍛件 2011年3期
于明亮
(北滿特鋼鍛鋼公司,黑龍江161041)
北滿特鋼鍛鋼公司生產的許多冷軋工作輥、中間輥其熱處理回火工藝對爐溫及爐溫均勻性的要求均比較嚴格,要求爐溫控制在設定溫度的±5 ℃,甚至±3 ℃。對于常規的燃氣臺車熱處理爐,要達到上述的溫度要求是非常困難的。因為影響燃氣臺車熱處理爐爐溫均勻性的因素較多,如燒嘴的布置與調整,燃氣的壓力與熱值,空氣煤氣配比,爐壓,爐內煙氣循環等,不易調整與操作。如果采用電加熱的臺車熱處理爐,其影響因素將大大減少,爐溫的操作和調整十分方便,比較容易滿足工藝要求。
2010年鍛鋼公司對雙頻車間的燃氣臺車式熱處理爐進行綜合技改,新建一臺臺車式電阻爐。通過改變加熱方式,更換爐襯耐材,完善爐體密封,強化爐內熱風循環,自動控制爐溫等措施,滿足了工藝對爐溫及爐溫均勻性的要求。
1 改建臺車熱處理爐的主要參數
新建臺車熱處理爐的主要參數見表1。
2 改進措施
主要包括改變加熱方式,更換爐襯耐材,完善爐體密封,強化爐內熱風循環,自動控制爐溫等。
2.1 加熱方式
將臺車爐原燃氣加熱改為電加熱管加熱。爐體加熱元件采用優質高電阻合金材料0Cr25AL5材質的電阻棒制成無外套輻射管,從爐頂分別插入爐體兩側的風道內。
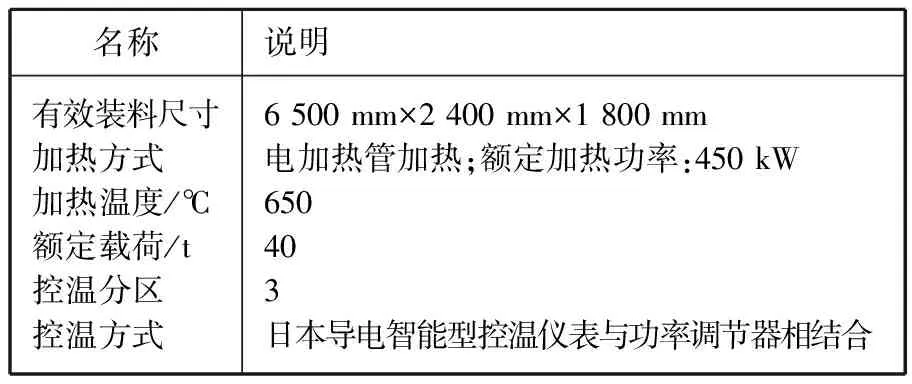
表1 新臺車熱處理爐的主要參數Table 1 The main parameters of new car heat treatment furnace
2.2 爐襯耐材
爐襯由原來的澆注料改為全纖維結構,爐襯總厚度為250 mm。減少了爐子的蓄熱及散熱損失,降低了爐子的熱惰性,生溫、降溫速度明顯提高。
2.3 爐體密封
爐門、爐體均采用電動推桿壓緊式密封,并設有外置限位。此類密封采用柔性密封面,柔性面相對無位移,配合緊密,可長時間使用。
爐后為兩道密封。其一,靠臺車后邊框有一道凸起密封線,配合爐體后墻纖維模塊完成;其二,采用可調預緊力的彈簧壓緊式纖維密封槽,利用臺車進爐的動力慣性壓緊置于爐體后下部的耐火纖維彈簧自復位密封塊,可確保爐體后側可靠密封。
另外,考慮到降溫需要,每區密封單獨控制,并保證各機構協調一致。因而可有效控制每個分區的降溫速度和保證爐溫的均勻性。
2.4 爐內熱風循環
該系統主要由循環風扇和導流裝置組成。
耐高溫的循環風機固定在爐頂。根據風機的葉片形狀和角度,對蝸殼進行完善,同時對風道進行合理設計布置,使導風系統與風機配合合理。
導流裝置的吸風口采用階梯型風貌結構,出風口為可調擋板,材料全部選用耐熱鋼。
2.5 爐溫自動控制
主要分升溫和降溫兩部分的控制。
各分區的溫度控制采用日本導電高精度智能溫控儀進行控制,通過對智能控制儀進行合理的編程及參數設定,可以達到每個溫區最佳控制。利用其在線自整定功能,計算出每區的最佳參數,達到較為理想的溫度穩定性。另外利用智能控制儀超溫、斷偶保護的輔助功能,達到設備的安全運行。
降溫系統是在爐子每區的頂部分別裝有熱風放散管,管上裝有電動調節閥。當要降溫時,冷卻溫度智能控制儀將計算出的冷卻量以電訊號傳輸給電動執行器機構,來調節閥門的開口度,以確保工藝降溫的要求。
升溫系統是在加熱主回路采用單向大功率固態繼電器。加熱功率由周波控制器變周期方式調節,分區送入。并且,每溫區主加熱回路均設置大功率接觸器,可對過流、過熱、短路等進行保護。
3 改造效果
經過生產測試,在滿負荷狀態下,爐子的最大升溫速度為50℃/h,爐溫均勻性優于±5℃,滿足了熱處理工藝的要求,達到了改造的目的。
