高低游離度化機(jī)漿配抄對(duì)成紙性能的影響
2011-09-27 08:21:00張美云董和濱
中國(guó)造紙 2011年1期
張美云 董和濱 王 建
(陜西科技大學(xué),陜西西安,710021)
高低游離度化機(jī)漿配抄對(duì)成紙性能的影響
張美云 董和濱 王 建
(陜西科技大學(xué),陜西西安,710021)
采用 PFI磨漿機(jī)和槽式打漿機(jī)對(duì)楊木 APMP漿進(jìn)行打漿,分別研究了不同濃度打漿對(duì)纖維形態(tài)及質(zhì)量、成紙性能的影響。利用光學(xué)顯微鏡及纖維質(zhì)量分析儀 (FAQ)觀測(cè)了纖維形態(tài)變化,分析了纖維的長(zhǎng)度、卷曲、扭結(jié)等形態(tài)參數(shù)及細(xì)小纖維含量的變化。對(duì)兩種不同濃度、磨漿方式下的高低游離度漿料進(jìn)行配抄,與APMP生產(chǎn)線二段磨后漿料即成品漿料的成紙性能進(jìn)行比較。結(jié)果表明,隨著磨漿程度的提高,纖維長(zhǎng)度下降,纖維卷曲指數(shù)與扭結(jié)指數(shù)先增加后下降,細(xì)小纖維含量增加。與槽式打漿成漿性能相比,PFI磨漿后纖維的切斷少,纖維壓潰變得比較顯著,纖維分絲帚化優(yōu)越,表現(xiàn)出了更好的纖維間結(jié)合能力。
PFI磨漿;槽式打漿;APMP漿;纖維質(zhì)量分析
APMP(Alkaline Peroxide Mechanical Pulp)即堿性過(guò)氧化氫機(jī)械漿,是 20世紀(jì) 80年代推出的一項(xiàng)節(jié)能環(huán)保型制漿新技術(shù),具有高得率、高白度、高強(qiáng)度和低污染、低水耗、低能耗、低物耗等優(yōu)點(diǎn)。在白卡紙的生產(chǎn)過(guò)程中,APMP主要用于面層和芯層,從而可減少化學(xué)木漿在面層的使用量,適當(dāng)提高紙板挺度,改善紙板表面印刷適性,降低生產(chǎn)成本。國(guó)外在白卡紙芯層使用化機(jī)漿纖維方面的技術(shù)較為成熟,生產(chǎn)的白卡紙產(chǎn)品質(zhì)量好,得益于有為白卡紙制造企業(yè)“量身定做”生產(chǎn)的化機(jī)漿產(chǎn)品。在白卡紙制造技術(shù)方面,我國(guó)具備與發(fā)達(dá)國(guó)家同等水平,若白卡紙芯層全部使用進(jìn)口原材料 (尤其是使用國(guó)外 “量身定做”的化機(jī)漿),產(chǎn)品質(zhì)量與國(guó)外產(chǎn)品質(zhì)量相當(dāng),而當(dāng)芯層全部使用國(guó)產(chǎn)速生材化機(jī)漿時(shí),則產(chǎn)品質(zhì)量存在一定的不足。雖然 BCT MP與 APMP制漿方式存在一些差異,但從國(guó)外的使用經(jīng)驗(yàn)來(lái)看,兩種化機(jī)漿應(yīng)用于白卡紙芯層所得產(chǎn)品的差異并不明顯。然而,從我國(guó)造紙企業(yè)生產(chǎn)實(shí)際來(lái)看,我國(guó)造紙企業(yè)對(duì)于化機(jī)漿引進(jìn)的時(shí)間短、消化吸收不足以及對(duì)產(chǎn)品應(yīng)用特性掌握不足,導(dǎo)致了國(guó)產(chǎn)化機(jī)漿的使用存在不足,不能同時(shí)賦予白卡紙良好的松厚度與強(qiáng)度,具體體現(xiàn)在:賦予白卡紙良好挺度的同時(shí)成紙強(qiáng)度較低;而賦予成紙良好強(qiáng)度時(shí),成紙挺度較低。因此,我國(guó)白卡紙生產(chǎn)一般在芯層配加不超過(guò) 50%的國(guó)產(chǎn)速生材化機(jī)漿,其余用進(jìn)口化機(jī)漿補(bǔ)充。
本實(shí)驗(yàn)通過(guò) PFI磨漿機(jī)和槽式打漿機(jī)對(duì) AP MP漿進(jìn)行磨漿,分析討論了漿料的纖維特性及成紙性能,并對(duì)高低游離度的漿料進(jìn)行配比實(shí)驗(yàn)以達(dá)到二段磨后漿料游離度,探討提高化機(jī)漿在白卡紙芯層用量的可能性,以期為企業(yè)在白卡紙中使用更多的高得率漿提供參考。
1 實(shí) 驗(yàn)
1.1 實(shí)驗(yàn)原料
漿料取自國(guó)內(nèi)某公司APMP生產(chǎn)線一段磨后楊木APMP漿和二段磨后楊木APMP漿。
1.2 儀器
纖維疏解器,瑞典產(chǎn);DCS-041PT型 PFI磨漿機(jī),日本產(chǎn);TAPPI抄片器,陜西科技大學(xué)產(chǎn);纖維篩分儀,日本產(chǎn);DC-HJ Y03電腦測(cè)控厚度緊度儀、SEO64型抗張強(qiáng)度儀、纖維質(zhì)量分析儀 (FQA),加拿大 Optest儀器公司產(chǎn);Motic-DMB5型多媒體電子顯微鏡,奧地利MOTI C公司產(chǎn);內(nèi)結(jié)合強(qiáng)度儀,日本產(chǎn)。
1.3 實(shí)驗(yàn)方法
(1)對(duì)一段磨后楊木 APMP漿進(jìn)行 PFI打漿至 1300、2800、3700轉(zhuǎn),對(duì)二段磨后楊木 APMP漿進(jìn)行 PFI打漿至 22000、15500、9000、5500、4500、1500 轉(zhuǎn)。將高游離度漿料分別與低游離度漿料進(jìn)行配比以達(dá)到二段磨后楊木APMP漿的游離度,將所配漿料用TAPPI抄片器進(jìn)行抄片,測(cè)定松厚度、抗張強(qiáng)度、內(nèi)結(jié)合強(qiáng)度等性能,抄片時(shí)采用白水循環(huán),與二段磨后楊木 AP MP漿的成紙性能進(jìn)行比較。
(2)對(duì)一段磨后楊木 APMP漿、二段磨后楊木APMP漿分別進(jìn)行槽式打漿,每隔 10 min取一次漿。將高游離度漿料分別與低游離度漿料配比達(dá)到二段磨后楊木 APMP漿料的游離度,測(cè)定抄片各性能,抄片時(shí)采用白水循環(huán),與二段磨后楊木 APMP漿料的成紙性能進(jìn)行比較。
(3)通過(guò) FQA對(duì)磨后漿料進(jìn)行纖維質(zhì)量分析,本實(shí)驗(yàn)規(guī)定長(zhǎng)度小于為 0.2 mm的纖維為細(xì)小纖維。通過(guò)電子顯微鏡對(duì)漿料進(jìn)行圖像分析。
2 結(jié)果與討論
2.1 不同打漿方式對(duì)楊木 AP MP漿纖維形態(tài)的影響
圖 1是楊木 APMP漿纖維形態(tài)光學(xué)顯微鏡照片,由圖 1(a)、(b)、(c)可見(jiàn),槽式打漿后纖維以切斷為主,纖維分絲帚化主要發(fā)生在斷頭處,纖維表面光滑。由圖 1(d)、(e)、(f)可知,PFI磨漿成漿纖維斷頭較少,表面起毛、分絲帚化現(xiàn)象顯著,纖維縱向撕裂,纖維的撓曲性改善。圖 1(a)(b)(c)與 (d)(e)(f)比較,說(shuō)明了 PFI磨漿具有優(yōu)越的增加游離羥基的能力和纖維間良好的結(jié)合面積,從而賦予紙張較強(qiáng)的物理強(qiáng)度。
2.2 不同打漿方式對(duì)楊木 AP MP漿纖維質(zhì)量的影響
為了研究 PFI磨漿和槽式打漿對(duì)纖維形態(tài)的影響,用纖維質(zhì)量分析儀分析了纖維長(zhǎng)度、卷曲、扭結(jié)等形態(tài)參數(shù)及細(xì)小纖維含量的變化。分析結(jié)果分別見(jiàn)表 1和表 2。
2.2.1 不同打漿方式對(duì)纖維長(zhǎng)度的影響
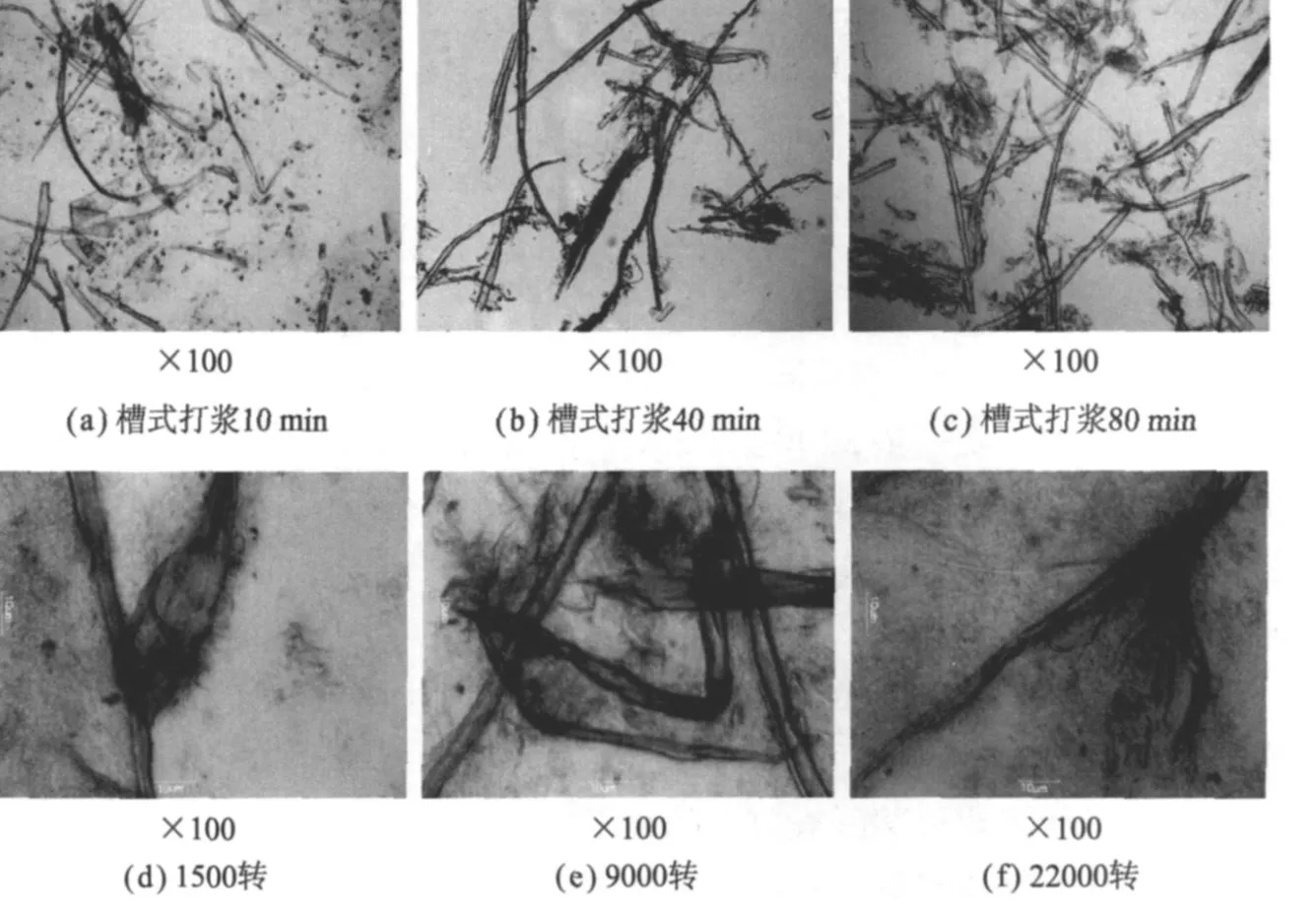
圖1 楊木 APMP漿纖維形態(tài)光學(xué)顯微鏡照片
一般來(lái)說(shuō),纖維質(zhì)均長(zhǎng)度對(duì)紙張的物理強(qiáng)度影響最大[1],因此本實(shí)驗(yàn)僅討論質(zhì)均長(zhǎng)度。從表 1和表 2可以看出,槽式打漿至游離度 158 mL時(shí)纖維質(zhì)均長(zhǎng)度下降至 0.45 mm,PFI磨漿至游離度 155 mL后纖維質(zhì)均長(zhǎng)度下降為 0.349 mm。主要是因?yàn)椴凼酱驖{為低濃打漿,依靠磨刀對(duì)纖維作用,容易受到切斷;PFI磨漿主要是通過(guò)纖維之間的劇烈摩擦,纖維的切斷作用小,纖維的壓潰變得較為顯著,纖維長(zhǎng)度保留較好。
2.2.2 不同打漿方式對(duì)纖維卷曲指數(shù)和扭結(jié)角度的影響
纖維卷曲是指纖維平直方向的卷曲,定義為:卷曲指數(shù) =L/Lmax-1[2]。扭結(jié)是指纖維曲率的急劇變化,現(xiàn)在普遍采用 kibble white定義的方法來(lái)表征纖維的扭結(jié)指數(shù)。扭結(jié)指數(shù)[2]= [2N(21~45)+3N(46~90)+4N(91~180)]。從表 1可知,槽式打漿后,二段磨后楊木APMP漿的纖維卷曲指數(shù)隨著打漿時(shí)間的延長(zhǎng)先增加后減小,但幅度不大,扭結(jié)角度基本不變,主要是因?yàn)槔w維受到的擠壓、揉搓和扭曲較少。從表 2可知,PFI磨打漿后纖維的卷曲指數(shù)和扭結(jié)指數(shù)都隨著打漿作用的增加而上升,但打漿 9000轉(zhuǎn)后,卷曲指數(shù)和扭結(jié)指數(shù)開(kāi)始降低,主要是由于纖維被部分切斷引起的。
2.2.3 不同打漿方式對(duì)細(xì)小纖維含量的影響
由表 1和表 2可知,經(jīng)槽式打漿后,二段磨后漿料的細(xì)小纖維 (數(shù)均)含量增幅為 27%,經(jīng)過(guò) PFI磨漿后細(xì)小纖維含量增幅為 34%,但槽式打漿后細(xì)小纖維含量高。槽式打漿過(guò)程中,纖維懸浮于水中,纖維之間接觸少,刀齒作用于單層或單根纖維,在纖維縱向長(zhǎng)度的某處受到以線壓力為主的剪切力,如果磨刀間隙過(guò)小,纖維受到劇烈剪切,細(xì)小纖維增多,而 PFI磨漿過(guò)程中,漿料可以視之為一種擬塑性流體,此時(shí)纖維已形成一種較為穩(wěn)定的纖維網(wǎng)絡(luò)飽合體[3],漿料纖維之間摩擦劇烈使纖維產(chǎn)生良好的分絲帚化,纖維長(zhǎng)度保留較好。隨著打漿作用的增強(qiáng),初生壁 P層和次生壁 S1層部分脫落[4],產(chǎn)生大量細(xì)小纖維,故初始細(xì)小纖維含量低,但增幅比槽式打漿高些。
2.3 PFI磨漿和槽式打漿對(duì)楊木 APMP漿成紙性能的影響
本實(shí)驗(yàn)對(duì)二段磨后的楊木 APMP漿分別進(jìn)行槽式打漿和 PFI磨漿至較低游離度,再與一段磨后楊木APMP漿進(jìn)行配比達(dá)到二段磨后的游離度,并與二段磨后漿成紙性能進(jìn)行比較。考慮到能耗以及成紙性能,低游離度的漿料的添加量不高于 50%,槽式打漿后,對(duì)游離度為 683 mL時(shí)的漿未進(jìn)行抄片。
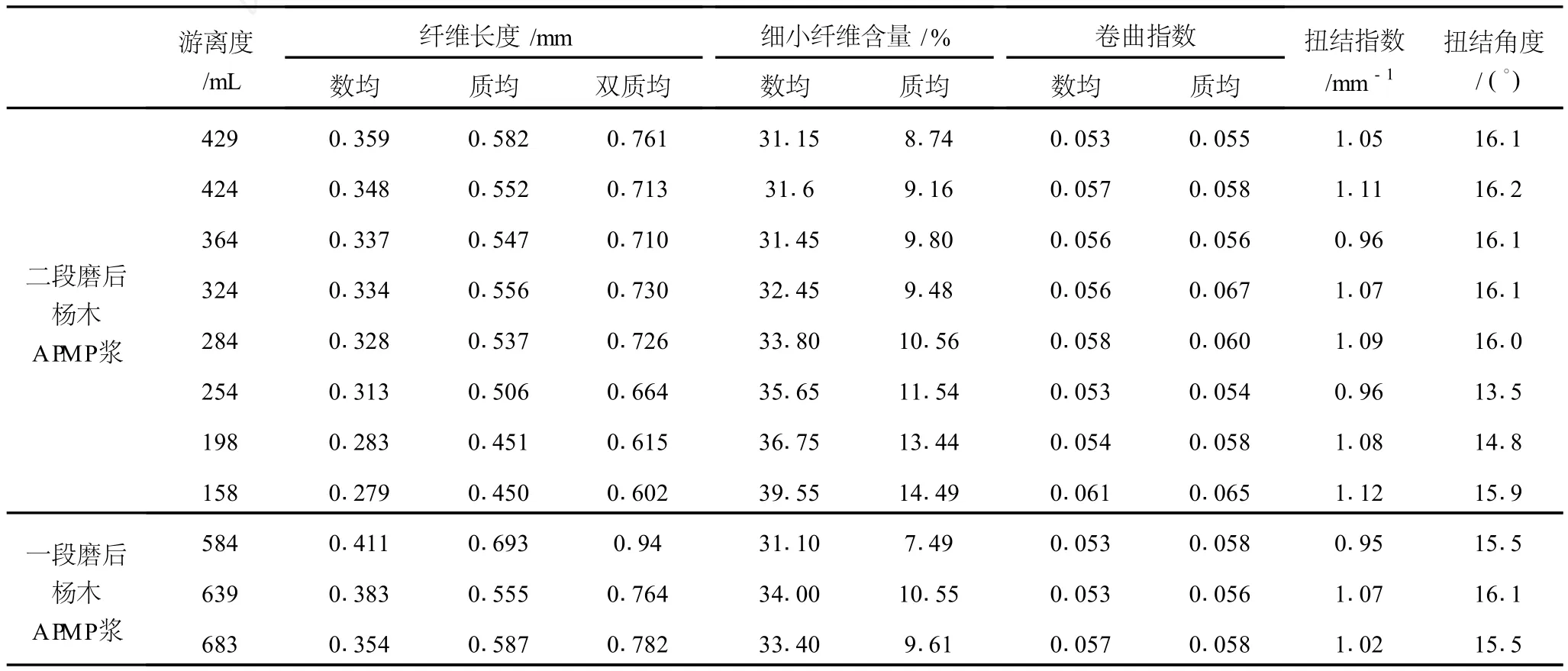
表1 槽式打漿后纖維質(zhì)量分析

表2 二段磨后楊木 APMP漿 PFI磨漿后纖維質(zhì)量分析
圖 2為槽式打漿后楊木APMP漿成紙性能比較。由圖 2可知,高低游離度的漿料進(jìn)行配比后,抄片的松厚度有所提高,最高增幅可達(dá) 15%,抗張指數(shù)呈上升趨勢(shì),而內(nèi)結(jié)合強(qiáng)度則呈下降趨勢(shì)。圖 3為PFI磨漿后楊木 APMP漿成紙性能的比較。由圖 3可知,經(jīng)過(guò)配比后抄片松厚度有所提高;抗張強(qiáng)度有所提高,并且游離度為 550/215,600/100,650/215時(shí)達(dá)到每組的最大值;內(nèi)結(jié)合強(qiáng)度則是先升高后降低。
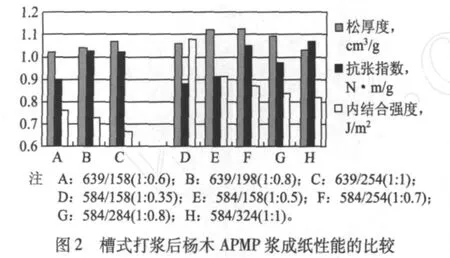
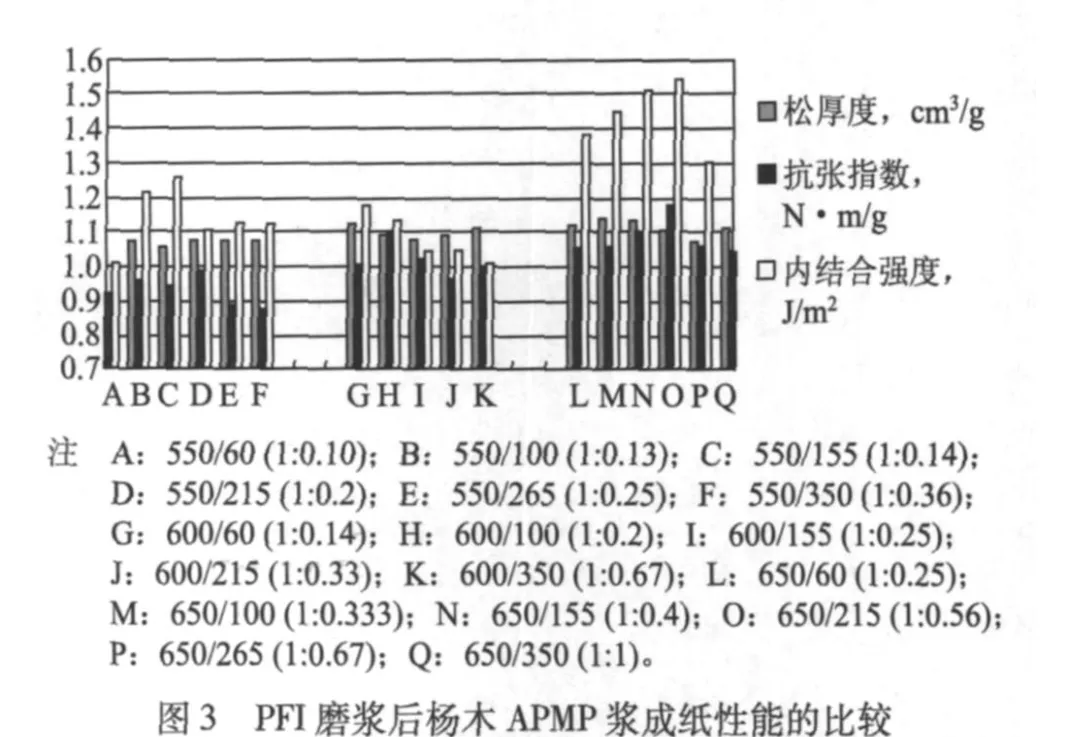
高低游離度漿料配抄過(guò)程中,高游離度的漿料富含纖維束,為紙頁(yè)成形提供骨架,而低游離度的漿料含有大量細(xì)小纖維填充其中形成 “橋聯(lián)”作用,為該骨架提供強(qiáng)度,形成三維連續(xù)網(wǎng)絡(luò),所以松厚度提高的同時(shí)強(qiáng)度沒(méi)有明顯降低 (所配的漿料中富含的大量纖維束對(duì)成紙性能的影響會(huì)通過(guò)下一步實(shí)驗(yàn)分析解決)。影響抗張強(qiáng)度的主要因素為纖維間的結(jié)合力和纖維的平均長(zhǎng)度,而前者是主要的影響因素。細(xì)小纖維的存在使得纖維之間接觸面積增大,形成更多氫鍵,結(jié)合更為緊密,抗張強(qiáng)度增加,故經(jīng)槽式打漿后漿料配抄抗張強(qiáng)度逐漸增加。而經(jīng) PFI磨漿后高低配抄抗張強(qiáng)度先增加后減小,主要是纖維長(zhǎng)度占據(jù)了主導(dǎo)因素。內(nèi)結(jié)合強(qiáng)度的主要影響因素為纖維強(qiáng)度、長(zhǎng)度和細(xì)小纖維含量,由于槽式打漿過(guò)程中磨漿質(zhì)量不均勻,并且受到壓潰,纖維強(qiáng)度較小,故內(nèi)結(jié)合呈下降趨勢(shì);PFI磨漿后,纖維經(jīng)過(guò)充分的分絲帚化,使得纖維結(jié)合面積及單位面積上的氫鍵結(jié)合數(shù)目大增,內(nèi)結(jié)合強(qiáng)度增加,隨著磨漿程度的增大,纖維長(zhǎng)度降低并成為主導(dǎo)因素時(shí),內(nèi)結(jié)合強(qiáng)度降低。
3 結(jié) 論
3.1 通過(guò)光學(xué)顯微鏡觀察,PFI磨漿成漿纖維切斷較少,表面起毛、分絲帚化現(xiàn)象顯著,纖維縱向撕裂,纖維的撓曲性改善。中濃磨漿具有優(yōu)越的增加游離羥基的能力,能增大纖維間的結(jié)合面積,從而賦予紙張較強(qiáng)的物理強(qiáng)度。
3.2 隨著磨漿程度的提高,纖維長(zhǎng)度下降,纖維卷曲指數(shù)與扭結(jié)指數(shù)先增加后下降,細(xì)小纖維含量增加。
3.3 通過(guò)高低游離度配比的漿料成紙松厚度與二段磨后漿料相比有所提高,提高幅度最高可達(dá) 15%,而成紙的其他物理強(qiáng)度下降不明顯,有的反而增加,可以有效地平衡松厚度與強(qiáng)度之間的矛盾,提高化機(jī)漿在白卡紙芯層的用量。
3.4 槽式打漿機(jī)和 PFI磨漿機(jī)磨出漿料進(jìn)行高低游離度漿料配抄在提高松厚度方面的趨勢(shì)是一致的,僅對(duì)抗張指數(shù)和內(nèi)結(jié)合強(qiáng)度方面的影響不太相同。其中,PFI磨漿效果要好些,漿料游離度配比為 650/215(1∶0.56)時(shí),成紙抗張指數(shù)與內(nèi)結(jié)合強(qiáng)度都有明顯提高。
[1] Lai YM,Xie YM.Average fiber length and its instrumental measurement result analysis[J]. Paper Science&Technology,2003(3):35.
[2] 洪傳真.纖維卷曲指數(shù)和 KinK指數(shù)對(duì)漿強(qiáng)度的影響[J].中國(guó)造紙學(xué)報(bào),1997,12(增刊):70.
[3] 劉士亮.中濃打漿過(guò)程中的新現(xiàn)象及其意義[J].紙和造紙,2003(4):9.
[4] 劉士亮,陳中豪.中、低濃打漿的使用效果及打漿機(jī)理的差異[J].中國(guó)造紙學(xué)報(bào),2008,23(4):70.
(責(zé)任編輯:趙旸宇)
Effect of the Ration of High and Low Freeness High Y ield Pulps on the Properties of the PapersMade of theMixed Pulps
ZHANGMei-yun DONG He-bin*WANG Jian
(Shaanxi University of Science&Technology,Xi'an,Shaanxi Province,710021)
( * E-mail:hebin1020@126.com)
The aspen APMP was beated using PFI mill and trough beater,the effects of beating on fiber morphology and quality,paper making performance were studied.The change of fiber morphology was observed with optical microscope,fiber length,curl,kink and other mophological parameters and change of fines content were analyzed by Fiber Quality Analyzer(FQA).The high/low freeness pulps prepared by refining in the lab were mixed to the same freeness level of the secondary refiner of the mill,then the paper making performance of the pulps was compared.With the continuing refining,fiber length decreased,fiber curl index and kink index increased first and then decreased,and the fines content increased.Compared to the low consistency refining,medium consistency refining had an excellent result:much more fibers were crushed and fibrillated and less fibers were cut off.The bulk property of the paper made of the mixed high and low freeness pulps prepared in the lab was improved compared with the paper made of the pulp from the secondary refiner of the mill.And this feature is more significant when using the medium refining.
PFI mill;trough beating;APMP;fiber quality analysis;high/low freeness mixing
TS75
A
0254-508X(2011)01-0001-04
張美云女士,博士,教授;主要研究方向:高性能加工紙、特種紙?jiān)砼c技術(shù)。
2010-08-26(修改稿)