60CrMnMo鍛鋼粗軋R1工作輥堆焊修復工藝研究
2011-09-26 01:23:12陳茂敬
大型鑄鍛件 2011年2期
關(guān)鍵詞:工藝
陳茂敬
(山東泰山鋼鐵集團有限公司新材料研究所,山東271100)
A廠950 mm熱軋粗軋機為二輥5道次往復可逆軋制,粗軋工作輥本體材質(zhì)系60CrMnMo鍛鋼輥,新輥直徑1 070 mm,最小可用直徑970 mm(報廢尺寸)。
在軋鋼過程中,軋輥工作環(huán)境惡劣,板坯軋制溫度達1 200℃以上,軋輥磨損嚴重,過鋼量較少,噸鋼耗輥量較大,換輥較頻繁。軋輥是軋鋼工序中重要的消耗備件,軋輥的主要消耗形式是表面的連續(xù)磨損。表面磨損不但縮短軋輥的使用壽命,而且直接影響熱軋產(chǎn)品的表面質(zhì)量和板形。軋輥的軋制消耗費約占軋制成本的10%甚至更多,軋輥的有效工作層只有軋輥重量的10%,軋輥工作層磨損到一定程度整個軋輥報廢,十分不經(jīng)濟。所以堆焊修復軋輥,并提高熱軋輥的表面耐磨性會產(chǎn)生較大的經(jīng)濟效益。
1 堆焊軋輥原始情況
1.1 宏觀分析
先期的堆焊軋輥通過熱軋試用,在過鋼量很低的情況下,輥面就不同程度的出現(xiàn)表面凹坑、表面深磨損溝槽、褶皺面、麻面、表面不均勻磨損、軟點、軟帶等缺陷,見圖1。
1.2 低倍檢驗
為獲得試驗數(shù)據(jù),前期用相同的工藝條件、相同的材料在Q235母材鋼坯上進行堆焊,制取堆焊試塊的尺寸為200 mm×200 mm×60 mm。將試塊解剖為兩塊200 mm×60 mm×40 mm的試樣進行縱橫截面低倍檢驗。低倍試樣用1∶1工業(yè)鹽酸水溶液腐蝕,縱、橫截面低倍檢驗結(jié)果正常,見圖2。
1.3 化學成分分析
焊絲型號為YSD-R55(?3.2 mm藥芯焊絲),硬度50~55HRC,規(guī)定的化學成分見表1。

表1 YSD-R55焊絲化學成分(質(zhì)量分數(shù),%)Table 1 The chemical composition of YSD-R55 welding wire(mass fraction, %)
表1提供的成分中沒有Ni、W,其他沒有指明的元素含量總和小于4.0%。經(jīng)我們對堆焊層進行化學分析(見表2),證明焊絲化學成分中含有大量W,且Ni、W含量之和為9.19%。W可以形成WC耐磨硬質(zhì)顆粒,但是這種硬質(zhì)顆粒不穩(wěn)定,很容易積聚長大,失去耐磨硬質(zhì)顆粒作用。在堆焊軋輥中起耐磨硬質(zhì)顆粒作用的物質(zhì)主要是VC,但是,焊絲化學成分中V含量很低。因此,軋輥堆焊層中也就沒有足夠的對耐磨性起著關(guān)鍵作用的耐磨硬質(zhì)顆粒。因此,軋輥堆焊層的硬度雖然符合要求,但由于堆焊金屬中沒有足夠的耐磨硬質(zhì)顆粒,導致堆焊輥整體耐磨性很差。

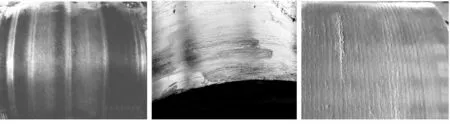
下軋輥焊接褶皺面上軋輥中部軟點下軋輥中部磨損下軋輥整體磨損形貌下軋輥變形麻面及軟點上軋輥中部軟帶 圖1 試用后堆焊軋輥宏觀缺陷Figure 1 The macro defects in the overlaying roll after trail application
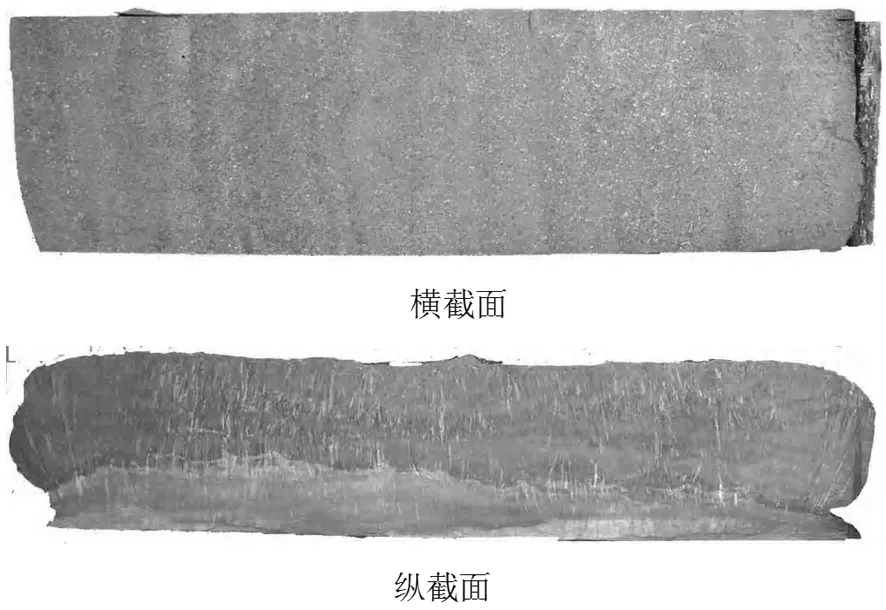
圖2 試樣縱橫截面低倍形貌Figure 2 The macro appearance of longitudial and transverse section of specimen
1.4 原始組織金相分析
通過堆焊試樣金相分析(見圖3)看到,試樣內(nèi)有裂紋、空洞,焊接一次晶界上有網(wǎng)狀彌散碳化物帶,里面有殘余奧氏體、板條馬氏體及未熔碳化物,粗晶區(qū)組織為粗大針狀鐵素體魏氏組織+索氏體。內(nèi)部組織不穩(wěn)定,分布不均,必然導致軋輥性能不穩(wěn)定、耐磨性差。
1.5 硬度檢測
為了驗證其硬度,將低倍試驗用堆焊試樣分別按兩對角線、1/4、1/2、3/4處5條以5 mm為間距進行打點。并將所測洛氏硬度值繪成折線圖(見圖4)。由于縱截面試樣受打底層的影響硬度可能存在偏差,橫截面試樣硬度雖相對均勻但硬度偏低。

表2 堆焊軋輥實際化學成分(質(zhì)量分數(shù),%)Table 2 The actual chemical composition of overlaying roll(mass fraction, %)
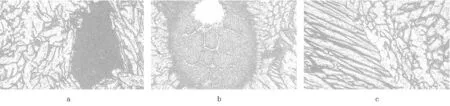
圖3 原始組織 200×Figure 3 Original microstructure, 200×

圖4 不同部位硬度值分布圖Figure 4 The hardness value distribution of different position
2 熱處理試驗
通過以上檢驗得出三個結(jié)論:(1)軟點、硬度不均勻;(2)實測硬度值偏低;(3)組織穩(wěn)定性差。在不改變焊絲配方及現(xiàn)有堆焊工藝的情況下,只有通過熱處理來改變軋輥組織,消除殘余奧氏體、硬度不均現(xiàn)象,以期增加組織的穩(wěn)定性,從而提高軋輥的耐磨性和硬度,消除軟點現(xiàn)象。
2.1 熱處理回火工藝
將堆焊后的軋輥隨爐分別升溫到300℃、400℃、500℃、550℃、600℃,保溫10 h,爐冷至≤100℃出爐。另追加500℃熱處理確認試驗。
2.2 不同回火溫度的金相組織
將經(jīng)過6次不同回火溫度熱處理試驗的試樣與原始試樣的組織進行比對得出:原始試樣的組織為殘余奧氏體+未融碳化物+粗大針狀鐵素體+魏氏組織+索氏體;經(jīng)過500℃的回火熱處理,試樣組織有明顯轉(zhuǎn)變,組織主要以板條馬氏體為主,碳化物成網(wǎng)狀分布,消除了殘余奧氏體,大塊狀白色碳化鎢顆粒得到溶解。這樣一來基體得到強化,在板條馬氏體的作用下軋輥整體硬度得到提高,詳見圖5。
2.3 不同回火溫度硬度值
堆焊試樣不同部位洛氏硬度值見表3。
從表3可知,在500℃回火工藝下,所測的8個點硬度值分布均勻且數(shù)值較高。最低44.5 HRC、最高47 HRC、平均硬度值45.94 HRC。確認500℃回火工藝與500℃回火工藝所測結(jié)果是相吻合的,最低44.5 HRC、最高47 HRC、平均硬度值45.69 HRC。經(jīng)過綜合平衡確定500℃回火工藝作為最終熱處理工藝。
3 堆焊R1軋輥的生產(chǎn)實踐
3.1 R1軋輥堆焊
焊接設(shè)備:哈焊所提供的自動堆焊機。
過渡層焊接:焊絲H10Mn2,焊劑SJ101;焊接電流450 A~550 A,焊接電壓28 V~30 V,焊接線速度(400~500)mm/min,堆焊兩層,單邊高度約5 mm~6 mm。軋輥焊前預熱溫度350℃×10 h,焊接溫度不低于250℃。
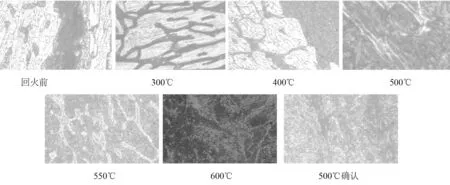
圖5 不同回火溫度組織 500×Figure 5 The microstructure under different tempering temperature, 500×

表3 洛氏硬度值HRCTable 3 The rockwell hardness value HRC
工作層焊接:焊絲YSD-R55(?3.2 mm藥芯焊絲),焊劑107 A;焊接電流400 A~450 A,焊接電壓28 V~30 V,焊接線速度(450~500) mm/min。焊接層間溫度200~250℃。電弧導前距離20 mm~30 mm,焊絲外伸19 mm,焊道移距:20 mm~25 mm,焊道搭接量25%~50%,軋輥轉(zhuǎn)速6 r/h~8 r/h。單邊高度30 mm~32 mm。
堆焊軋輥的熱處理:堆焊完的軋輥立即進入熱處理爐進行熱處理,工藝是:550~570℃×24 h,以20℃/h速度爐冷。
采用以上工藝,哈焊所、A廠各堆焊一只R1工作輥,肖氏硬度比較如下。
哈焊所:70,70,68,69,72,72,71,74,70,75,70,70,78,72,75,74,70,76,78,77,74,76。平均:72.8HS(54HRC),最大差:10HS(7HRC)。
A廠:69,68,68,68,70,70,69,70,70,69,68,66,67,69,69,69,70,69,71,69,68,69,70.5,67,68,67,71,70,72。平均:69HS(51.5HRC),最大差:6HS(5HRC)。
雖然對硬度測定的準確性有商榷的地方,但是,從報出的數(shù)據(jù)來看,應當說,本次堆焊輥的硬度是滿意的。
3.2 堆焊輥的使用壽命
將堆焊、加工好的R1軋輥送某熱軋廠使用,前后使用6次,軋制噸位見表4。可以看出,第一次使用軋制噸數(shù)6 250 t,之后三次軋制依次減少。第五次對軋輥進行了熱處理,500℃×10 h回火處理,因軋鋼廠更換品種規(guī)格換下,軋輥仍可繼續(xù)使用,本次軋制超過了5 005 t。堆焊軋輥使用6次的軋制噸位為21 855 t,已車削接近20 mm。按單邊最大堆焊厚度50 mm計算,堆焊軋輥的總軋制噸位約55 000 t。

表4 堆焊R1軋輥使用情況表Table 4 The service condition of R1 overlaying roll
注:1)進行過500℃×10 h回火處理。在軋制到5 005 t時,因更換軋制品種將軋輥換下。
3.3 堆焊軋輥使用中發(fā)現(xiàn)的主要問題
在堆焊輥的使用過程中,對下線堆焊輥的外觀進行了檢查,見圖6。檢查發(fā)現(xiàn):試用前三次,下線的主要原因以表面局部軟點和表面局部磨損為主,表面焊道間磨損不顯著。使用三次以后下線的堆焊輥,下線的原因則以焊道間磨損為主。這就是說,導致堆焊輥使用壽命短的主要原因是耐磨性能差和局部軟點。

成片深磨損區(qū)表面凹坑焊道間深磨損表面不均勻磨損第一次下線第二次下線

表面深磨損溝配槽表面串狀凹坑焊道間磨損溝槽表面磨損溝槽第三次下線第四次下線

表面成片深磨損區(qū)焊道間深磨損第五次下線圖6 堆焊軋輥五次下線外觀圖Figure 6 The appearance of Overlaying welding roll after application
4 堆焊輥質(zhì)量缺陷及形成原因
導致堆焊輥使用壽命較短的原因,主要是堆焊輥表面磨損嚴重,同時存在局部軟點、局部磨損凹坑和溝槽、焊道間磨損溝槽。同時,焊絲的化學成分也存在重大疑點。
4.1 堆焊輥耐磨性差
說到底,決定工件耐磨性的主要因素是工件硬度和金屬內(nèi)是否存在硬質(zhì)顆粒。本次試驗共堆焊2支R1軋輥,哈焊所和A廠各堆焊一件軋輥。哈焊所堆焊輥的最高表面硬度是78HS,最低是68HS,相當于58HRC和51HRC。A廠堆焊輥的最高表面硬度是72HS,最低是66HS,相當于54HRC和49HRC。
雖然從哈焊所報出的YSD-R55(?3.2 mm藥芯焊絲)的化學成分中沒有W,且V含量也較低(表2)。但我公司對堆焊輥實物進行的化學成分檢測卻證明焊絲含有大量W,且V含量很低。因此可以推斷堆焊金屬中沒有足夠的耐磨硬質(zhì)顆粒,這是導致堆焊輥整體耐磨性差的主要原因。
4.2 局部軟點
局部軟點在使用過的堆焊輥表面表現(xiàn)為局部凹坑。它不是局部劇烈磨損的結(jié)果,而是局部表面整體凹陷的結(jié)果。它的實質(zhì)是:在軋制時,軋輥表面承受巨大的壓應力,如果超過堆焊層局部金屬的屈服強度,這個局部區(qū)域就會整體下陷,形成局部凹坑。這里所說的局部金屬屈服強度較低很可能是殘余奧氏體集中部位。
4.3 局部深磨損
這里說的局部深磨損主要是指堆焊輥表面出現(xiàn)的成片深磨損區(qū)和深磨損溝槽。這些區(qū)域是堆焊層組織不均勻、硬度較低的部位。
4.4 焊道間磨損溝槽
焊道間磨損深,形成道道溝槽,整個輥面似“搓衣板”,造成這種狀況的主要原因是堆焊預熱溫度低于堆焊合金的MS點。同時,焊接搭接量過小也是原因之一。
5 R1軋輥堆焊工藝改進建議
5.1 軋輥堆焊層焊絲和焊劑的選擇
R1軋輥堆焊層的基本性能應該具有:高的熱疲勞性能;高的耐磨性能;組織穩(wěn)定性要好,焊接性能要好。
R1熱軋輥承受巨大的疲勞應力,而且使用溫度驟冷驟熱,所以,堆焊層要具有高的熱疲勞性能,這就要求堆焊層具有高的強韌性和組織穩(wěn)定性。板條馬氏體可以滿足這個要求。板條馬氏體的強度高、韌性好,它的形成溫度較高,又具有高的回火穩(wěn)定性。為達到這個目的,焊絲化學成分中的C含量必須小于0.3%;同時,必須含有足夠高的Cr和相應含量的W、Mo,以保證堆焊層的淬透性和熱穩(wěn)定性。
R1熱軋輥承受巨大的磨削應力,因此,堆焊層金屬的耐磨性異常重要。要保證堆焊層的耐磨性,就必須要有高的硬度及彌散分布的耐磨硬質(zhì)顆粒,二者缺一不可。如上所述,堆焊層得到板條馬氏體,就可以得到比較理想的硬度。堆焊層中彌散分布的耐磨硬質(zhì)顆粒以VC最好。因此,堆焊層焊絲的化學成分中必須含有適量的V。
Mn、Si可以改善焊絲的焊接性能,因此,焊絲的化學成分中必須含有適量的Si和Mn。
當然,好的焊絲必須配以合適的焊劑。應將藥芯焊絲與焊劑進行優(yōu)選和匹配。否則,不能保證堆焊金屬的化學成分和力學性能。
5.2 熱處理工藝
堆焊軋輥的回火,對保證堆焊輥的組織穩(wěn)定性、進而對保證堆焊輥的使用性能都是非常重要的。課題組建議回火工藝采用600℃×4 h,爐冷。具體操作方法是:堆焊完畢的熱軋輥冷卻到100℃以下,再裝入熱處理爐內(nèi)隨爐升溫,均熱后再保溫4 h,隨爐冷卻到100℃以下出爐。
[1] 許冷千,陸明,張海峰.二輥堆焊修復材料及工藝.工藝與新技術(shù).2002,31(3):23.
[2] 聶斌英.熱軋工作輥堆焊修復選材與工藝.機械工程材料.2004,28(7):43.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
