MC5鋼感應(yīng)加熱淬火工藝參數(shù)
2011-09-26 01:23:16邵紅霞
大型鑄鍛件 2011年2期
邵紅霞
(東北特殊鋼集團(tuán)北滿基地鍛鋼公司,黑龍江161041)
隨著冷軋機(jī)向高速化、大型化、自動化方面迅速發(fā)展,具有深淬硬層和高耐磨性的軋輥在生產(chǎn)中得到廣泛應(yīng)用。其中的MC5鋼冷軋工作輥由于能適應(yīng)惡劣的軋制條件,具有較高的抗事故能力,從而在市場上占主導(dǎo)地位。我們采用鉛浴淬火試驗?zāi)M感應(yīng)加熱,對MC5鋼冷軋工作輥感應(yīng)淬火工藝進(jìn)行了試驗。
1 試驗用料
試料取自經(jīng)電爐冶煉-電渣重熔-鍛造-鍛后退火的輥坯低倍試片,其化學(xué)成分見表1。鉛浴淬火試樣尺寸為6 mm×10 mm×12mm。

表1 試驗用料的化學(xué)成分(質(zhì)量分?jǐn)?shù),%)Table 1 The chemical composition of tested materials(mass fraction,%)
2 試驗方法及結(jié)果分析
2.1 預(yù)備熱處理工藝對感應(yīng)淬火組織和硬度的影響
采用以下5種工藝對試樣進(jìn)行預(yù)備熱處理:
(1)910℃×40 min油淬,600℃×3 h回火。
(2)910℃×40 min油淬,640℃×3 h回火。
(3)910℃×40 min油淬,680℃×3 h回火。
(4)910℃×40 min油淬,720℃×3 h回火。
(5)鍛后退火,試樣為球化退火組織。
將經(jīng)過預(yù)備處理的試樣進(jìn)行鉛浴淬火,淬火溫度取890℃、910℃、930℃、950℃,保溫時間為12 min,油淬。觀察上述試樣的金相組織,測洛氏硬度。
(1)預(yù)備熱處理工藝對感應(yīng)淬火組織的影響
通過金相觀察發(fā)現(xiàn),不同的原始組織對快速淬火加熱時晶粒的過熱傾向,奧氏體晶粒的均勻性,淬火后馬氏體針的大小等都有很大的影響。
當(dāng)鉛浴淬火的溫度和時間一定時,隨預(yù)備處理時調(diào)質(zhì)回火溫度的升高,淬火后馬氏體組織趨向于細(xì)小,未溶碳化物增多。這是因為調(diào)質(zhì)回火溫度升高,碳化物顆粒增大,在鉛浴淬火加熱時溶入奧氏體中的能力降低,從而降低了奧氏體中的含碳量,得到了很細(xì)的馬氏體組織。這種現(xiàn)象在鉛浴溫度高時表現(xiàn)比較明顯。據(jù)資料介紹,這種淬火組織被稱為隱晶馬氏體,是由很細(xì)的板條馬氏體及片狀馬氏體、自由碳化物和少量殘余奧氏體組成。該組織不僅性能較好,而且減少了變形開裂傾向。為了得到這種組織,在預(yù)備處理時回火溫度不應(yīng)選擇很低。
當(dāng)鉛浴加熱的溫度和時間相同時,隨試樣預(yù)備熱處理回火溫度升高,淬火后試樣組織由顏色均勻的馬氏體組織逐漸變?yōu)槌屎诎紫嚅g的馬氏體組織。原始組織為球化退火態(tài)時這種現(xiàn)象最為明顯。據(jù)資料介紹,這是由于合金元素分布不均造成的。在馬氏體中合金元素含量高的地方,耐蝕性強(qiáng)而呈白色,合金元素含量低的地方比較易腐蝕而呈黑色。隨試樣預(yù)備熱處理回火溫度的升高,碳化物顆粒逐漸粗化,而原始組織為球化退火態(tài)時,碳化物顆粒更加粗大。這種粗大的碳化物在快速加熱過程中,不易全部溶入奧氏體,其溶入的部分也來不及擴(kuò)散,就形成了合金元素分布不均勻的奧氏體。淬火后合金元素的分布保留下來,就形成了這種黑白相間的馬氏體組織。如果這種黑白區(qū)現(xiàn)象過于嚴(yán)重,將會造成軟點,或由于組織不均勻而造成應(yīng)力源引起開裂。
為了使感應(yīng)加熱得到均勻的奧氏體組織,預(yù)備處理時調(diào)質(zhì)回火溫度不應(yīng)選擇很高,更不應(yīng)選擇球化組織做為預(yù)備組織。綜合考慮以上因素,我們認(rèn)為預(yù)備處理時調(diào)質(zhì)工藝選擇910℃淬火,660~680℃回火比較適宜。
(2)預(yù)備熱處理工藝對感應(yīng)淬火硬度的影響
鉛浴淬火溫度在890℃時,隨著預(yù)備處理調(diào)質(zhì)回火溫度的升高,淬火硬度下降比較明顯,而且球化退火態(tài)的淬火硬度最低。當(dāng)鉛浴淬火溫度在910℃以上時,預(yù)備處理調(diào)質(zhì)回火溫度對淬火硬度沒有影響。球化退火態(tài)的原始組織,在910℃以上鉛浴淬火后得到淬火硬度差別不大。這種現(xiàn)象說明當(dāng)感應(yīng)加熱淬火溫度低時,預(yù)備處理工藝對淬火硬度有所影響。
2.2 感應(yīng)淬火加熱溫度對試樣組織和硬度的影響
經(jīng)球化退火后的試樣,預(yù)備熱處理采用910℃×40 min油淬,680℃×3 h回火,然后分別在910℃、930℃、950℃、960℃、970℃、980℃進(jìn)行鉛浴加熱,保溫時間為12 min,油淬。
通過金相觀察看到,當(dāng)鉛浴淬火溫度在950℃以下時,淬火試樣得到的組織主要是隱晶馬氏體。在960℃鉛浴淬火時,出現(xiàn)了粗大的片狀馬氏體組織。隨著淬火溫度的升高,在980℃馬氏體片又急劇增大。這說明對于MC5鋼來說,感應(yīng)加熱淬火溫度不應(yīng)超過950℃。
通過硬度測試發(fā)現(xiàn),經(jīng)910℃和930℃鉛浴淬火的試樣,雖然淬火溫度只相差20℃,但淬火硬度卻是呈跳躍式的提高(見圖1)。這一現(xiàn)象說明,對于MC5鋼中Cr7C3型碳化物,感應(yīng)加熱溫度在930℃時才能大量的溶入,從而保證奧氏體中的碳含量和合金元素的含量,使碳、鉻元素充分發(fā)揮它的作用。在930~950℃鉛浴12 min,硬度可達(dá)到64~65HRC,因此對于MC5鋼,在感應(yīng)加熱時淬火溫度應(yīng)選930~950℃。
2.3 殘余奧氏體含量的影響
MC5鋼淬火后所獲得的組織除馬氏體、未溶碳化物外,還含有一定量的殘余奧氏體。適當(dāng)殘奧的存在對提高鋼的韌性有一定的益處。但如果殘奧的含量過高,一方面會使鋼的硬度下降,達(dá)不到冷軋輥所要求的硬度;另一方面由于殘奧的不穩(wěn)定性,在使用過程中由于卡鋼等熱沖擊的發(fā)生,往往使輥面局部溫度升高,部分殘奧將分解成為較穩(wěn)定的回火馬氏體或貝氏體,而這一過程是體積膨脹過程,促使軋輥表面業(yè)已存在的殘余壓應(yīng)力進(jìn)一步增加,從而增大了軋輥表面發(fā)生裂紋甚至剝落的可能性。據(jù)文獻(xiàn)記載:與殘余奧氏體不穩(wěn)定有關(guān)的壓應(yīng)力的顯著增大,可以認(rèn)為是使用過程軋輥損壞的主要原因。因此對經(jīng)最終熱處理后的冷軋輥鋼的殘余奧氏體含量進(jìn)行控制是非常必要的。一般將其控制在10%左右,最多不超過15%。
用PW-1700X射線衍射儀測定MC5鋼經(jīng)不同溫度鉛浴淬火后的殘余奧氏體含量,測試結(jié)果如表2。
測試結(jié)果表明,在我們選擇的感應(yīng)加熱最佳淬火溫度區(qū)間(930~950℃),殘余奧氏體含量還比較理想。

表2 不同溫度鉛浴淬火的殘余奧氏體含量(時間均為12 min)Table 2 The austenite content of different temperature lead bath quenching (time are 12min)
2.4 感應(yīng)淬火加熱時間對組織和硬度的影響
在感應(yīng)加熱淬火時,奧氏體化保溫時間是一個重要的工藝參數(shù)。對于一個選定的感應(yīng)淬火溫度,如果奧氏體化的時間短,可能達(dá)不到要求的硬度;如果奧氏體化時間過長又可能造成組織粗化和能源浪費。為了研究MC5鋼的奧氏體化時間,我們進(jìn)行了交叉試驗,經(jīng)球化退火的試樣,預(yù)備熱處理采用910℃×40 min油淬,680℃×3 h回火的工藝,然后再分別進(jìn)行鉛浴加熱,溫度分別為890℃、910℃、930℃、950℃,保溫時間分別為6 min、8 min、10 min、12 min、14 min,油淬。測洛氏硬度,結(jié)果見圖1。
圖1的結(jié)果表明,當(dāng)鉛浴淬火溫度在890℃時,需要10 min才能達(dá)到此淬火溫度的較高硬度,當(dāng)鉛浴溫度在910℃以上時,6 min即可達(dá)到較高硬度。由此可以得出MC5鋼軋輥雙頻感應(yīng)淬火時軋輥的下降速度應(yīng)選0.5 mm/s,這樣才能保證奧氏體化時間達(dá)到8.5 min,從而保證淬火后輥身距表面35 mm~40 mm處硬度達(dá)到85HS以上。
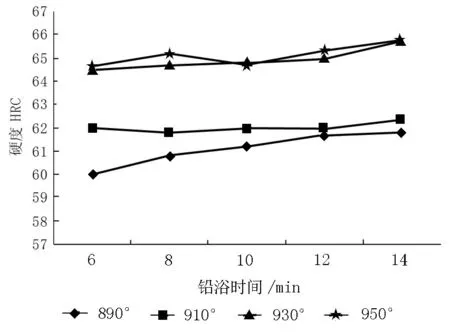
圖1 鉛浴加熱不同溫度、不同時間的硬度值Figure 1 Lead-bath heating at different temperatures, the hardness values at different times
3 結(jié)論
通過以上的試驗研究,推薦MC5成品輥的感應(yīng)加熱工藝參數(shù)如下:
預(yù)備熱處理調(diào)質(zhì)工藝選擇910℃淬火,660~680℃回火比較適宜。感應(yīng)加熱淬火保證工頻和中頻出口溫度在930~950℃之間,軋輥下降速度為0.5 mm/s較適宜。
[1] 劉冶山.9Cr3Mo冷軋輥鋼的熱處理.金屬熱處理,1996,12.
[2] 殷光虹.軋輥材料金相圖譜.上海:上海科技出版社.
[3] 康大韜等.大型鍛件材料及熱處理.北京:龍門書局,1998.
