基于-R控制圖的瀝青拌合站油石比動態(tài)質量控制
2011-09-25 12:36:38陳斌
湖南交通科技 2011年3期
陳 斌
(湖南省常德市臨澧公路局,湖南臨澧 415200)
工程質量過程控制是現(xiàn)代工業(yè)管理的重要手段,不同于傳統(tǒng)的產品質量最終(事后)檢驗。它強調生產全過程的質量管理,重視生產過程中各工藝環(huán)節(jié)順序對后續(xù)工藝環(huán)節(jié)質量及其對于產品最終質量的影響,強調過程中的質量控制方法與質量保證手段,通過過程控制及時糾正不正確的工藝、剔除不合格或不適用的原材料,并藉此提高最終產品的質量。
隨著計算機技術的普及,信息系統(tǒng)和管理系統(tǒng)已經廣泛應用于路面施工過程,生產質量的動態(tài)化管理已成為大的趨勢。瀝青路面施工過程控制的動態(tài)管理模式,國外工業(yè)發(fā)達國家早在20多年前就相當普及[1]。當初京津塘高速公路在外國監(jiān)理的指導下,自始至終很好地使用了這個方法,為質量管理起到了很好的作用。但遺憾的是在京津塘高速公路以后,國內高速公路工程的建設單位和監(jiān)理鮮有繼續(xù)采用這個方法,因此,把瀝青混合料質量動態(tài)控制納入“統(tǒng)計過程控制”的范疇,科學地利用統(tǒng)計知識,對瀝青混合料生產過程進行“實時監(jiān)控”,及時排除異常情況,提高產品質量,具有重要的實用價值。
1 過程控制原理
利用控制圖實現(xiàn)產品動態(tài)質量控制是一種簡單易行的控制方法,在很多生產領域已有廣泛的應用,取得顯著的控制效果。控制圖是對過程質量特性值進行測定、記錄、評估和監(jiān)察的一種用統(tǒng)計方法設計圖,用以過程控制狀態(tài)的管理。控制圖由中心線(Central Line,簡寫為CL)、上控制界限(Upper Control Limit,簡寫為UCL)和下控制界限(Lower Control Limit,簡寫為LCL),并由時間序列抽取的樣本統(tǒng)計量為描點序列組成。UCL、CL和LCL統(tǒng)稱為控制線,若控制圖中描點落在UCL與LCL之外或描點在UCL和LCL之間且不為隨機排列,則表明統(tǒng)計量異常,在實際應用中,通過控制圖判斷過程控制的異常情況,依此為基礎分析此過程產生異常的原因,通過排查,排除異常,提高質量控制水平。
休哈特控制圖是一種應用最廣泛的控制圖方法。它認為檢測值服從正態(tài)分布。正態(tài)分布不依賴于均值μ和標準差σ,產品質量的檢測值落在μ±3σ區(qū)間的概率為99.73%,落在此區(qū)間之外的概率為0.27%,此概率非常小。休哈特控制圖通過樣本均值、極差R等作為統(tǒng)計量,并稱為點子,點子如果落在μ±3σ區(qū)間之外,即點子出界,根據(jù)小概率事件原理,可以判為生產條件異常。
2.1 數(shù)據(jù)收集
從瀝青拌合廠收集120個AC25C型混合料批次產品的瀝青油石比數(shù)據(jù),列于表1。樣本大小n為4(n=4或n=5為宜),每組的4個數(shù)據(jù)來源于拌合樓1 h內的油石比記錄值,共收集了30組,并計算每組的均值和極差。
2.2 控制界限計算
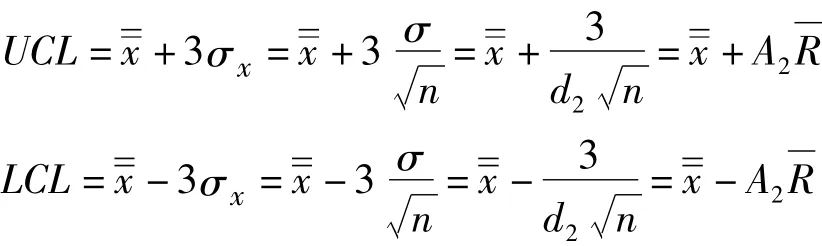
均值控制圖和極差控制圖上分別有三條控制界限,即中心值CL、上控制界限 UCL和下控制界限LCL,以上3條控制界限的位置,在均值x控制圖上為:
中心值
在極差R控制圖中:
同理,極差R控制圖上的控制界限為:
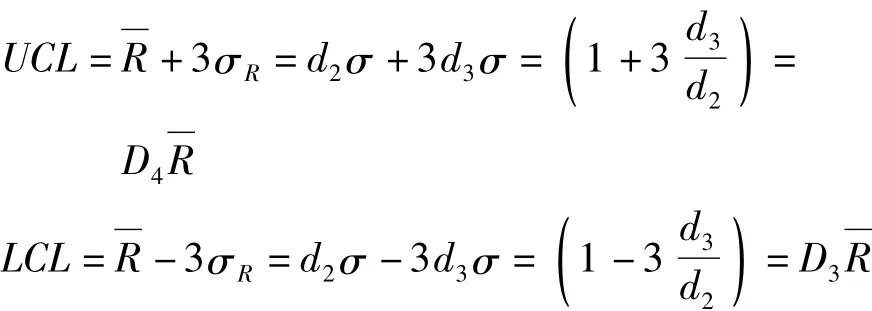
其中,系數(shù)D3和D4由表2查得。由表1計算得到 x=3.61,R=0.18。因此,x控制圖的界限值為:CL=3.61,UCL=3.74,LCL=3.48;R 控制圖的界限值為:CL=0.18,UCL=0.41,LCL=0。
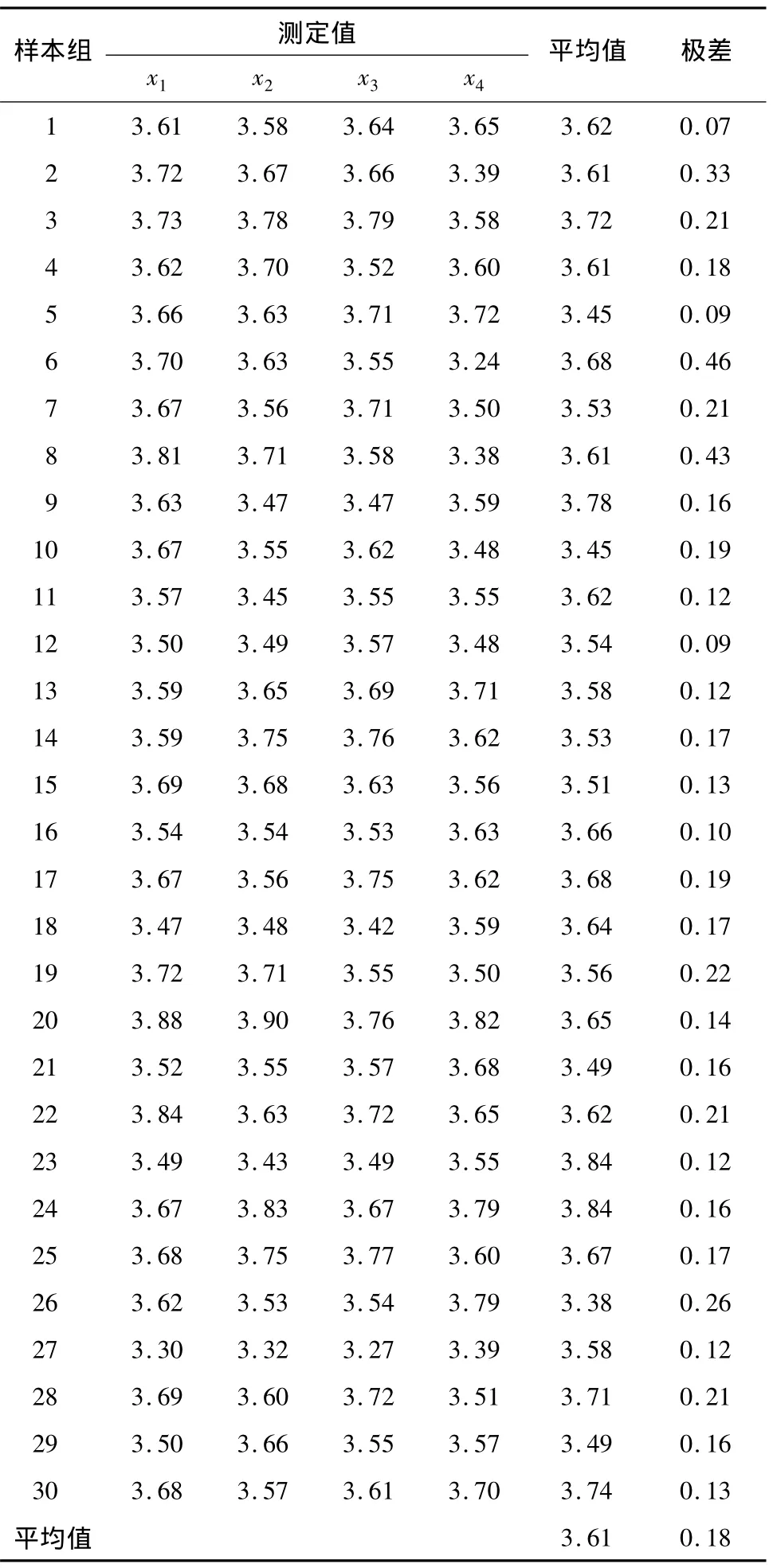
表1 AC25C型混合料油石比 %
表2 -R控制圖計算界限參數(shù)用表[2]

表2 -R控制圖計算界限參數(shù)用表[2]
樣本大小 平均數(shù)控制圖用A1 A2 d2 d3 D1 D2 D3 D4 2 2.121 3.76 1.88 1.128 0.853 0 3.686 0 3.極差控制圖用A 267 3 1.732 2.394 1.023 1.693 0.888 0 4.358 0 2.575 4 1.5 1.88 0.729 2.059 0.88 0 4.698 0 2.282 5 1.342 1.596 0.577 2.326 0.864 0 4.918 0 2.115
3 異常分析
將表1中的各組油石比均值和極差以及上節(jié)計算得到的控制圖界限繪制于圖1中,發(fā)現(xiàn)在均值x圖中20組、27組異常,其他各組數(shù)據(jù)較均勻的隨機分布在中心值附近;在極差R圖中6組、8組異常,前幾組的極差較大,后幾組極差較小,分布較均勻。一般,在瀝青混合料拌合生產中,瀝青、礦粉投放計量較準確,誤差波動小;熱料倉篩分計量波動較大,與設定值的誤差較大,因此在異常原因查找中,利用熱料倉篩分數(shù)據(jù)進行分析,將各組熱料倉計量數(shù)據(jù)繪制于圖2中,從圖中發(fā)現(xiàn),1#倉和2#波動較大,存在系統(tǒng)誤差,即1#倉曲線比設定值偏高,2#倉曲線比設定值偏低。進一步分析發(fā)現(xiàn):1#倉和2#倉波動曲線峰-峰相遇時,可能造成油石比偏低,如圖2中27組;當兩條曲線谷—谷相遇時,可能造成油石比偏高,如圖2中的20組;而峰-谷相遇時,油石比組內極差較大,如圖2中的前半段1#、2#曲線,總是峰-谷相遇。造成這些曲線波動的原因非常復雜,首先存在熱料倉稱量系統(tǒng)的問題,即1#倉的放料閘門提前量估計不足,由此造成1#曲線向下偏離設定值,2#倉放料閘門提前量估計剩余,由此造成2#曲線向上偏離設定值;其次,冷料倉放料不均勻,冷料倉設定級配和熱料篩分級配不匹配,從而造成熱料倉料位不均勻,從而造成各倉放料量與設定值的差異波動較大,最終造成各曲線峰-峰相遇或谷-谷相遇的這種極端情況;最后,天然級配局部變異較大或冷料倉存在局部離析,因此,造成組內極差較大的情況,一般為偶然因素。
由以上分析可知,通過x-R控制圖能夠發(fā)現(xiàn)生產過程中的異常情況,做到了對質量的動態(tài)跟蹤,為及時發(fā)現(xiàn)、排除質量隱患提供預警信息,為進一步提高質量控制打下基礎。
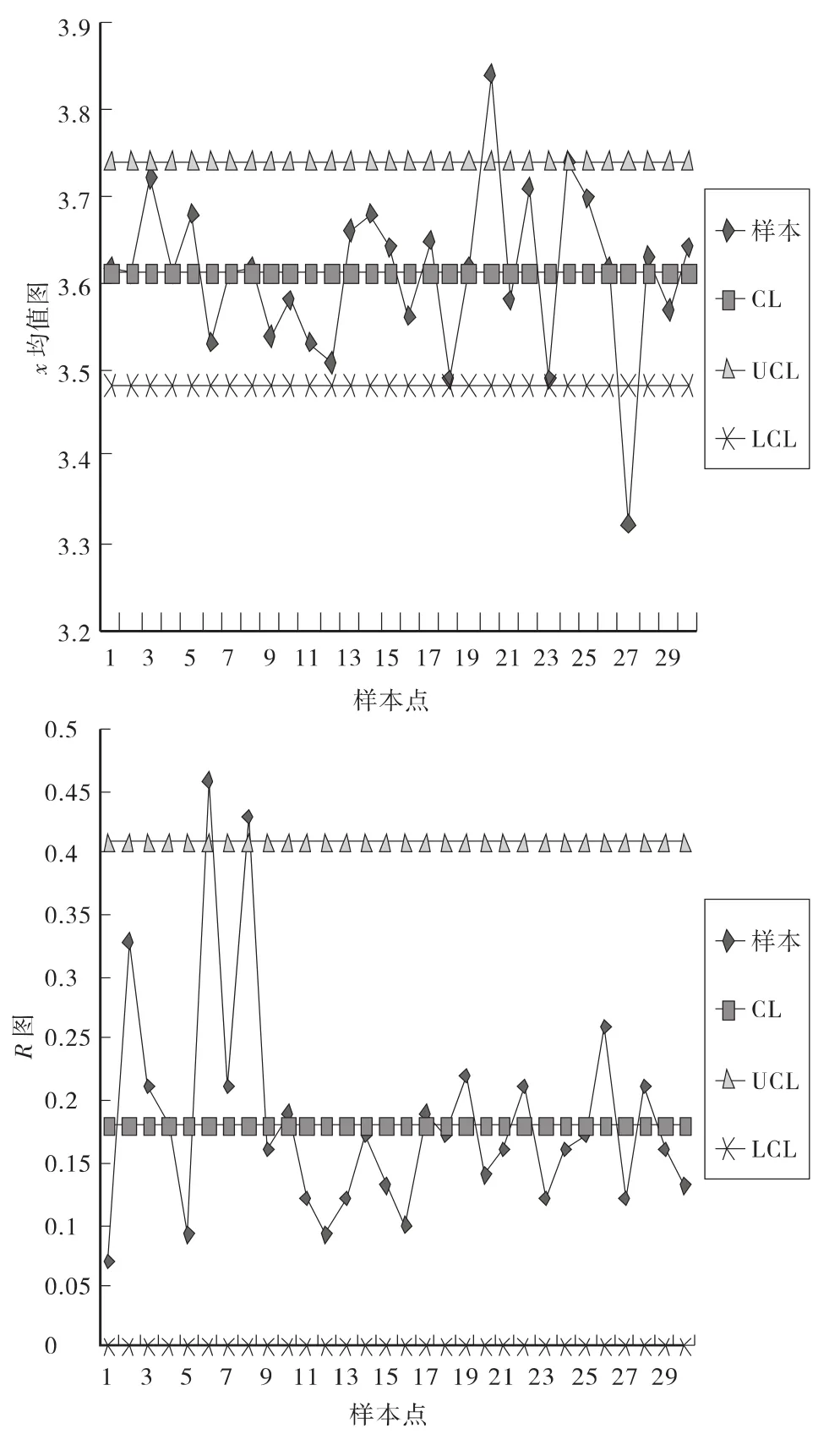
圖1 油石比x-R控制圖
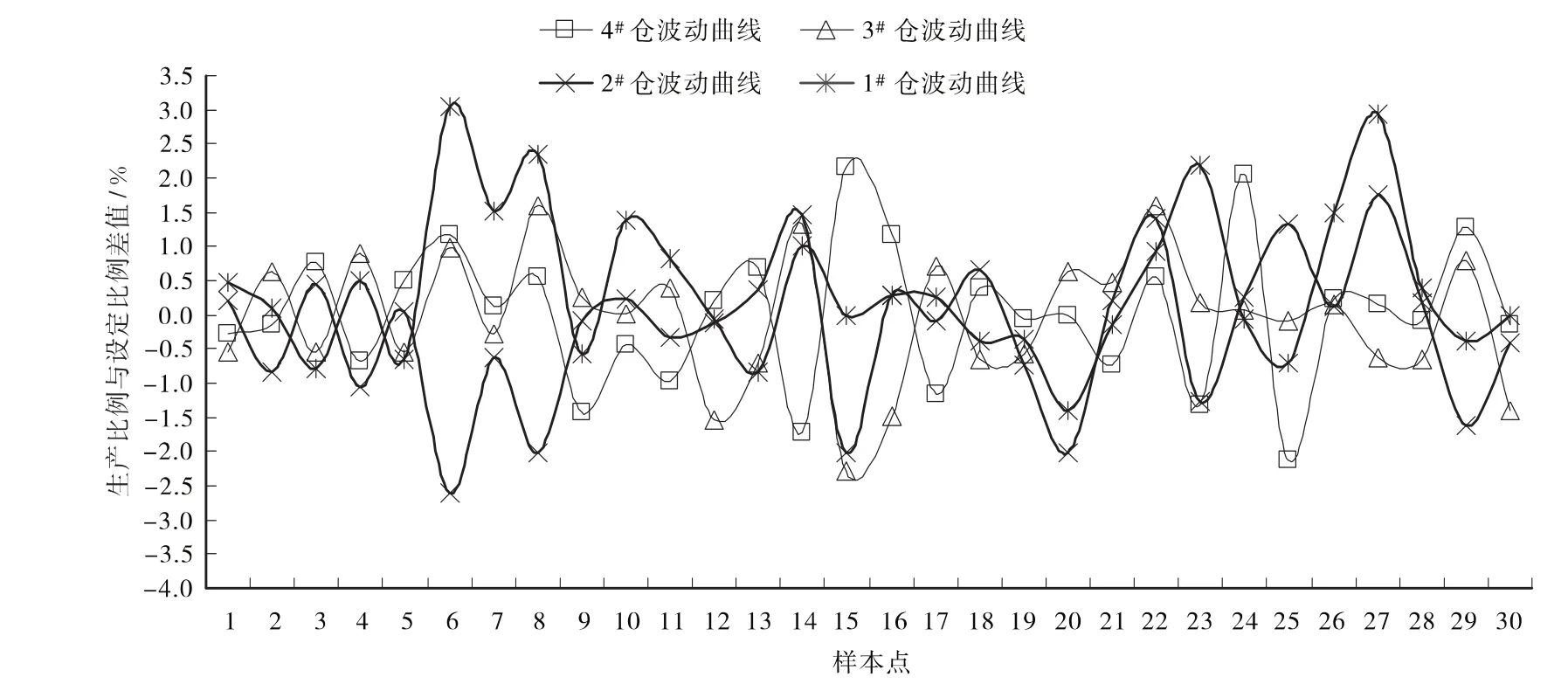
圖2 熱料倉篩分數(shù)據(jù)波動
4 結語
對瀝青混合料生產過程中的重要指標進行動態(tài)質量監(jiān)控,如油石比監(jiān)控,通過統(tǒng)計分析技術,如x-R控制圖能夠及時發(fā)現(xiàn)生產中的異常情況,并為及時排除隱患,進一步提高質量控制奠定基礎。以此類推,可以實現(xiàn)以預防為主的瀝青混合料動態(tài)管理模式,保證整個生產過程處于受控狀態(tài),穩(wěn)定持續(xù)的生產瀝青混合料,從而為瀝青路面建設提供有利保障。
[1]張肖寧.瀝青路面施工的全面質量控制[J].公路,2005(1).
[2]張肖寧.瀝青路面施工質量控制與保證[M].北京:人民交通出版社,2009.
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44