不銹鋼短半徑180°彎頭制造工藝研究
2011-09-25 09:55:34宋樹康
大型鑄鍛件 2011年2期
宋樹康
(中國第二重型機械集團公司重型壓力容器與核電技術研究所,四川618013)
短半徑彎頭,俗稱急彎彎頭或者1D彎頭,廣泛用于石油、化工、電力、冶金、鍋爐等行業的設備和管路配管中,材料大多采用奧氏體不銹鋼。目前生產這類產品常用的工藝有三種,一是在管坯內充高壓油,用專用擠壓機擠壓成型,該工藝適用于壁厚薄的產品,壁厚一般只有0.2 mm~2 mm,用于房屋等建筑工程中;二是中頻感應加熱推制成型,適用于中、厚壁產品;三是在通用壓力機上用專用模具壓制成型,具有效率低、質量差的缺點。
中頻感應加熱推彎工藝是我國20世紀80年代后期逐步發展起來的彎管成型新工藝,具有生產效率高、橢圓度小、壁厚均勻等優點,特別適用于質量要求高、批量大的產品,普遍應用于碳素結構鋼、低合金鋼和鋁材等彎頭的制造。但是,對于不銹鋼中、小規格彎頭的制造,由于芯模的高溫熱強度不夠,使得很難用此工藝制造中、小規格不銹鋼彎頭。
本文根據熱推制彎頭壁厚不減薄理論[1],結合中頻感應加熱推制工藝的特點和難點,通過設計空心芯模成功彎制不銹鋼短半徑均勻壁厚180°彎頭,成功解決了不銹鋼、高溫合金鋼等材料中、小規格彎頭制造的工藝難題。
1 典型產品規格及主要技術要求
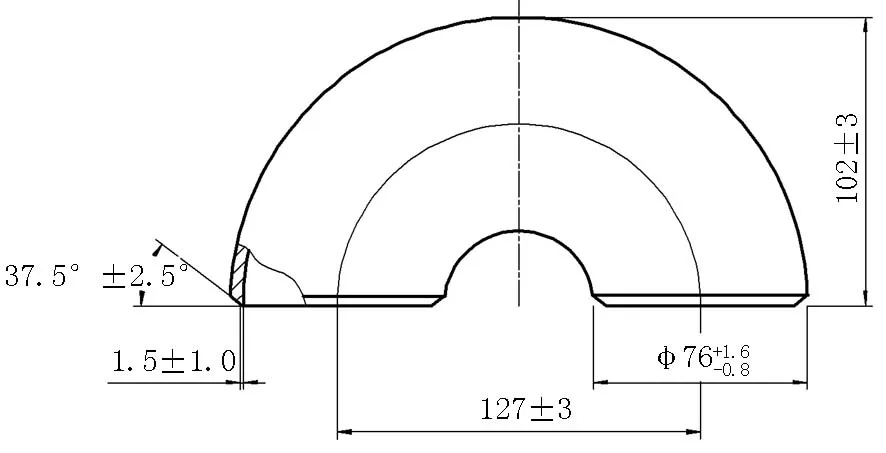
圖1 彎頭示意圖Figure 1 The sketch for bending elbow
2 工藝難點分析

中頻感應加熱推制彎頭雖具有橢圓度小、壁厚均勻、外觀質量好等優點。但是,熱推制不銹鋼彎頭有下述技術難點:
(1)由于奧氏體不銹鋼無磁性,磁場反應弱,中頻感應加熱奧氏體不銹鋼材料時感應電流小、升溫慢。00Cr17Ni14Mo2鋼變形溫度較高,一般應在950~1 050℃。
(2)GB/T14976高精度級鋼管的壁厚偏差為+12.5%-10%,即鋼管公稱壁厚5 mm的最小實際壁厚為4.5 mm,因此,在彎曲過程中外弧壁厚稍有減薄,彎頭的最小壁厚就可能超標。
(3)芯模在1 000℃左右的高溫狀態下受軸向拉應力P和彎矩力M,二力合并,芯模極易在感應圈高溫處斷裂,特別是中、小規格的產品,如圖2所示。芯模材料即使采用高溫合金ZG40Cr25Ni20,在982℃的抗拉強度也只有60.7 MPa,當芯模溫度在1 050℃時強度更低。
(4)推制180°彎頭時容易產生扭曲。
3 工藝方案設計
3.1 熱推制彎頭的成型原理
芯模固定在推制機上不動,推板推動坯管邊感應加熱邊勻速往前移動。由于芯模出口端大,呈羊角型,受推力P及芯模阻力f和擴張力g的作用,使管坯產生徑向擴張和內弧軸向壓縮彎曲變形。推制原理請見圖2。
3.2 空心芯模設計
芯模溫度控制在芯模材料熱強度的允許范圍內,特別是感應圈處。由于高溫合金4Cr25Ni20在982℃的抗拉強度只有60.7 MPa,因此,解決好中、小規格推制彎頭芯模的熱強度問題,是成功完成產品成型的關鍵。
根據實踐經驗和理論計算,將芯模設計成空心芯模,芯模內過冷卻水,使芯模外層處于1 000℃左右的高溫狀態,內層處于350℃左右的中低溫狀態。這樣就提高了芯模的熱強度,使它在高溫狀態下能夠承擔起較大的推力而不斷裂。
推制彎頭芯模設計成如圖3形狀,進口端直徑為坯料內徑,出口端直徑為彎頭產品內徑,芯模彎曲半徑為R64 mm。
3.3 管坯規格計算
根據熱推制彎頭壁厚不減薄理論,計算管坯尺寸。
管坯外徑:
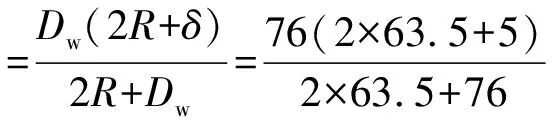
=49.4 mm
式中:DP為坯管外徑(mm);R為彎曲半徑(mm);δ為彎頭壁厚(mm);Dw為彎頭外徑(mm)。

圖2 推制彎頭受力圖Figure 2 The stress analysis of bending elbow during induction heating
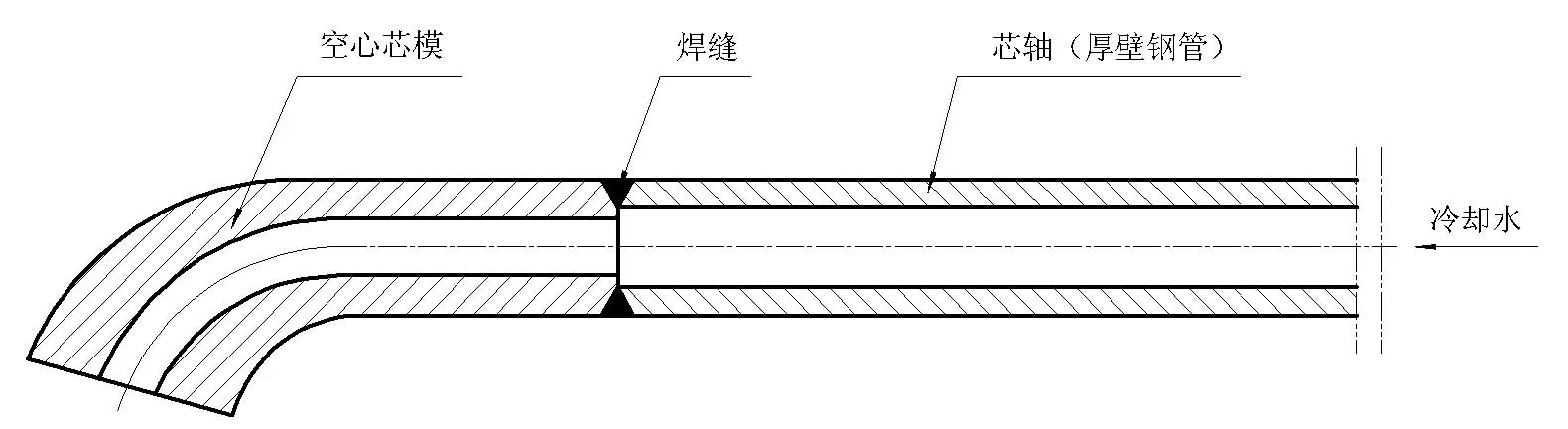
圖3 推制彎頭空心芯模Figure 3 The core mould for induction heating
根據計算結果,選用的管坯外徑向鋼管規格尺寸檔靠,選用?51 mm×5 mm冷拔(軋)無縫管。坯管長度:

=308 mm
式中:LP為管坯長度(mm);dw為彎頭內徑(mm);Dp為管坯外徑(mm);dp為管坯內徑(mm)。
計算結果加上兩端加工余量,坯管長度采用325 mm。
3.4 加熱溫度
加熱溫度950~1 050℃,加熱溫度要均勻。局部溫度過高時,內弧要失穩起趨,溫度過低時要推破;整體溫度太高時,產品整體壓縮量大,彎曲半徑變小,長度不夠;整體溫度偏低時,彎曲半徑變大,因此選擇合適的加熱溫度非常重要。
4 結論
根據熱推制彎頭壁厚不減薄理論,通過設計合適的空心成型芯模并采用芯模內孔通水冷卻使芯模內壁保持在較低溫度區,解決了中頻感應加熱推制過程中成型芯模的熱強度問題。通過成功彎制180°?76×5-R63.5不銹鋼短半徑均勻壁厚180°彎頭的工藝實踐,解決了不銹鋼、高溫合金鋼等材料彎頭制造的工藝難題,也從實踐角度證明了熱推制彎頭壁厚不減薄理論的正確性。
[1] 宋樹康.熱推制彎頭壁厚不減薄理論.大型鑄鍛件,2010(6):29~30,45.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
