630 t·m鍛造操作機(jī)缸體熱處理
2011-09-25 12:11:24王洪斌高文明
大型鑄鍛件 2011年4期
關(guān)鍵詞:工藝
王洪斌 高文明
(中國(guó)第一重型機(jī)械(股份)公司軋輥電站事業(yè)部,黑龍江161042)
我公司自主研制的150 MN自由鍛造水壓機(jī)已投產(chǎn)兩年多,但是由于沒(méi)有操作機(jī),鍛造時(shí)只能使用翻鋼機(jī)翻轉(zhuǎn)工件,大大降低了水壓機(jī)的生產(chǎn)效率。為此,我公司與德國(guó)西馬克梅爾公司合作制造了630 t·m鍛造操作機(jī)。該設(shè)備是國(guó)家科技支撐計(jì)劃項(xiàng)目,與150 MN自由鍛造水壓機(jī)配套使用,是我公司的關(guān)鍵設(shè)備。操作機(jī)缸體是設(shè)備的關(guān)鍵部件,缸體性能的好壞直接影響著操作機(jī)的使用性能,決定著水壓機(jī)生產(chǎn)的產(chǎn)品質(zhì)量和生產(chǎn)效率。
1 缸體的技術(shù)要求和試制方案
630 t·m鍛造操作機(jī)缸體材料為30Cr2Ni2Mo,性能要求見(jiàn)表1。投料前準(zhǔn)備在缸體一端留有吊夾頭,粗加工簡(jiǎn)圖見(jiàn)圖1,粗加工重量達(dá)106.5 t。原設(shè)計(jì)的熱處理工藝是采用井式爐立式裝爐加熱后,再用井式淬火油槽進(jìn)行淬火。但是在鍛造過(guò)程中,由于芯棒斷裂無(wú)法鍛造出吊夾頭,這意味著不能用井式爐和井式淬火油槽進(jìn)行熱處理,只能用臺(tái)車爐進(jìn)行加熱。而熱處理車間又沒(méi)有如此大尺寸的臥式淬火油槽,所以我們必須依據(jù)公司現(xiàn)有的熱處理設(shè)備重新制定可行的熱處理工藝,以保證缸體鍛后正回火達(dá)到性能要求。

表1 缸體性能要求Table 1 Cylinder performance test requirement
2 缸體噴霧淬火工藝
結(jié)合我公司現(xiàn)有設(shè)備的情況以及以往的生產(chǎn)經(jīng)驗(yàn),我們決定用臺(tái)車爐對(duì)缸體進(jìn)行臥式裝爐加熱。為防止加熱過(guò)程中缸體變形,裝爐時(shí)將缸體墊平、墊實(shí),出爐后用臥式噴霧淬火機(jī)床對(duì)缸體進(jìn)行噴霧淬火。
噴霧冷卻是以一定壓力的水和壓縮空氣在特制噴嘴中混合呈霧狀噴到工件上進(jìn)行冷卻,可以通過(guò)調(diào)節(jié)風(fēng)壓水壓靈活的調(diào)整冷卻強(qiáng)度。噴射冷卻時(shí),工件旋轉(zhuǎn)以使冷卻均勻。這種冷卻方式的優(yōu)點(diǎn)是在冷卻過(guò)程中可以通過(guò)改變水壓、風(fēng)壓來(lái)調(diào)節(jié)冷卻強(qiáng)度,使不同冷卻階段得到不同的冷卻速度。對(duì)于有階梯的工件,也可以控制不同截面處的冷卻強(qiáng)度,使之得到相同的冷卻速度。在淬火開(kāi)始階段可以用大水壓強(qiáng)噴,射流打破蒸汽膜實(shí)現(xiàn)快冷[1]。
缸體有內(nèi)孔,若內(nèi)孔不冷卻,缸體的內(nèi)應(yīng)力為表面受壓應(yīng)力,內(nèi)孔受拉應(yīng)力,容易引起橫斷;若內(nèi)孔與表面同時(shí)冷卻,其內(nèi)應(yīng)力的分布情況是內(nèi)壁與表面均受壓應(yīng)力,中間受拉應(yīng)力,這樣可以有效地防止產(chǎn)生裂紋。經(jīng)過(guò)研究,決定在對(duì)操作機(jī)缸體外圓進(jìn)行噴霧淬火的同時(shí),制作專用的附具對(duì)內(nèi)孔通水冷卻,淬火結(jié)束后馬上裝入回火爐進(jìn)行回火。根據(jù)需要將粗加工圖進(jìn)行了修改,如圖2所示,缸體熱處理工藝曲線見(jiàn)圖3。
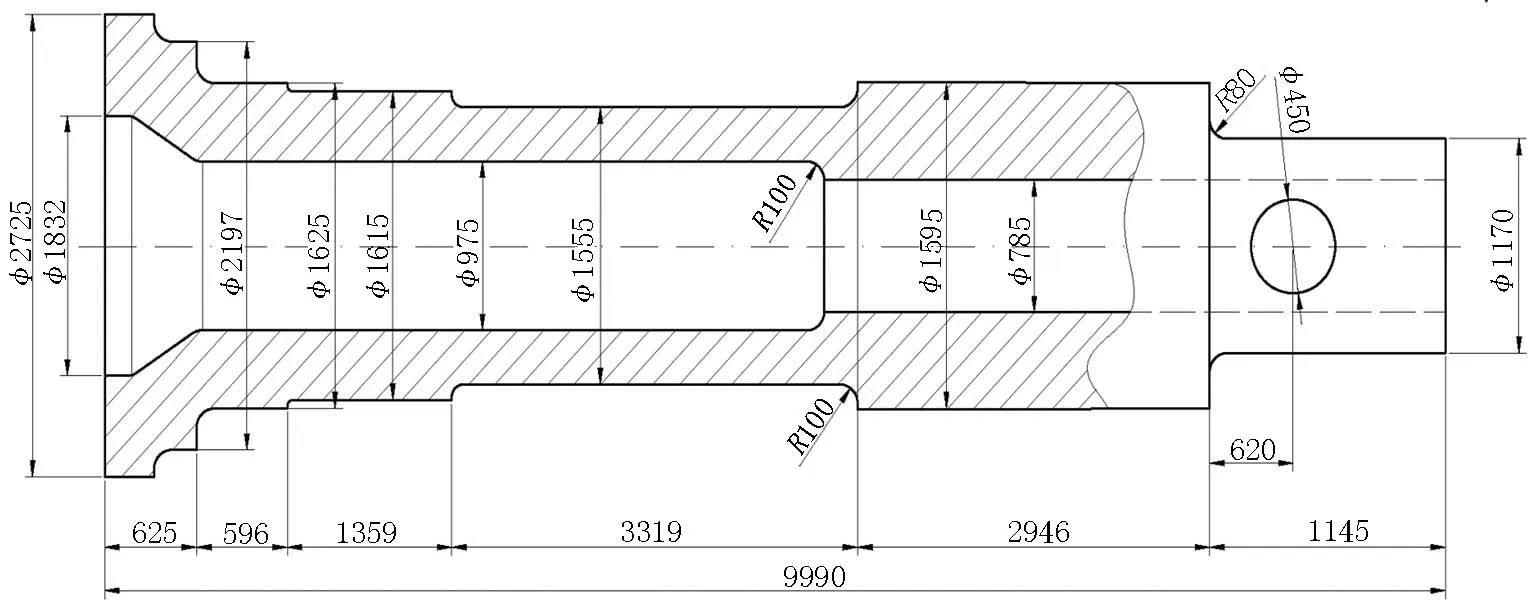
圖1 缸體粗加工簡(jiǎn)圖Figure 1 The cylinder body rough machining diagram
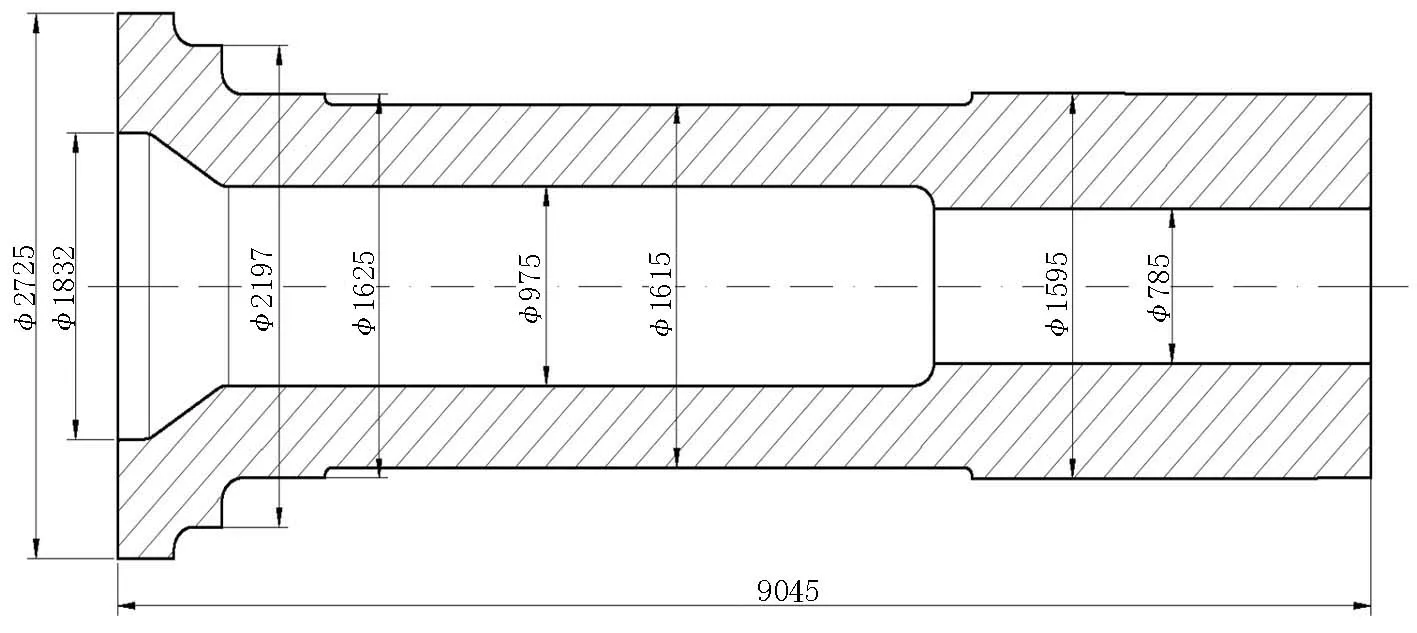
圖2 修改后的粗加工圖Figure 2 Revised rough rough machining diagram
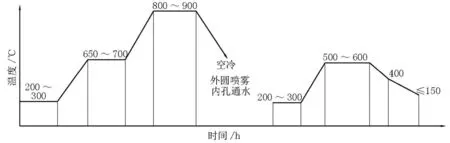
圖3 缸體熱處理工藝Figure 3 Cylinder heat treatment
3 檢查結(jié)果
3.1 缸體經(jīng)回火后,外圓硬度為307HBW、302HBW、307HBW;內(nèi)孔硬度為297HBW。
3.2 從缸體上切取試料進(jìn)行力學(xué)性能檢測(cè),結(jié)果見(jiàn)表2。試驗(yàn)結(jié)果完全滿足缸體圖紙的性能要求。

表2 缸體性能檢驗(yàn)結(jié)果Table 2 Cylinder performance test results
4 結(jié)論
缸體采用噴霧淬火工藝完全達(dá)到了設(shè)計(jì)的性能要求,為630 t·m鍛造操作機(jī)投入生產(chǎn)運(yùn)行提供了保障。目前,該操作機(jī)已投入使用,它極大地提升了150 MN水壓機(jī)的生產(chǎn)效率和產(chǎn)品質(zhì)量,為公司核電、水電和大型鍛件的產(chǎn)出奠定了堅(jiān)實(shí)的基礎(chǔ)。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52