渦流調速控制系統在起重機中的應用
2011-09-23 03:43:28吳文平宋賽中
科技傳播 2011年3期
吳文平,宋賽中
中國二十冶集團有限公司,上海 201900
渦流調速控制系統在起重機中的應用
吳文平,宋賽中
中國二十冶集團有限公司,上海 201900
本文詳細介紹了渦流電機控制器在起重機調速系統中的應用,工作原理及使用方法。
渦流電機勵磁控制;渦流調速;起重機
1 概述
起重機渦流調速控制系統,主要采用和卷揚電動機同軸的渦流制動器作為控制元件,通過改變渦流制動器的勵磁電流改變其制動力矩,并通過轉子回路串接電阻來改變電動機的轉速達到調速目的。渦流制動器的控制裝置采用ZD-005型速度調節器,本裝置可為渦流制動器提供一個可變的勵磁電流,達到調速目的。為了提高機械特性硬度,控制系統采用電動機轉子電壓作為速度取樣信號,進行速度閉環控制。本套控制裝置為二十冶電裝分公司研發的產品,可廣泛應用于各種噸位的起重機提升部分的調速控制,具有更換方便、控制可靠、升降速度平穩、并大大提高了吊裝作業的安全系數等優點。圖1是其控制結構圖。
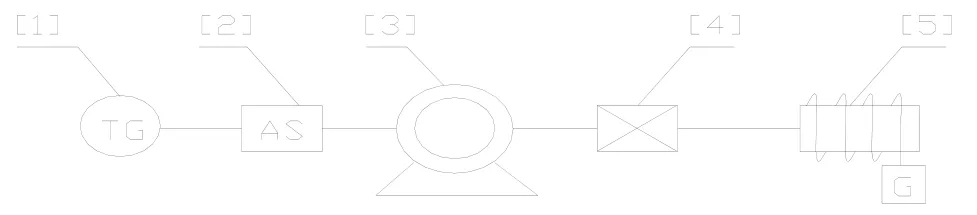
圖1 渦流調速控制系統結構圖
2 渦流調速控制系統的組成和工作原理分析
2.1 ZD-005型速度調節器工作原理及電路邏輯框圖
從電機學可知,交流電動機的轉子電壓和其轉速成發反比,所以通過檢測電動機的轉子電壓,就可以反映卷揚電動機的速度實際值。本系統是利用卷揚電動機的轉子電壓作為速度實際值,與給定速度進行比較,由比例積分放大器形成速度閉環自動調節系統。當吊鉤有一個預設定工作速度時,通過本裝置控制渦流制動器勵磁電流的大小,而產生相應的制動轉矩來控制吊鉤的工作速度,使之維持在給定的速度上,從而達到速度自動調節的目的。本系統也可以采用測速發電機作為速度反饋信號,同樣可達到以上的效果。
電路邏輯框圖見圖2所示。

圖2 渦流調速控制系統電路邏輯圖
2.2 速度調節器各環節原理分析
2.2.1 主回路
主回路采用單相半控橋整流方式 。整流裝置輸入電壓可以采用二相 AC220V或二相 AC380V。當使用 AC380V時,連接印刷線路板焊接橋L-380V;當使用AC220V時,連接印刷線路板L-220V連接。
2.2.2 速度調節裝置
速度調節裝置是采用比例積分(PI)調節裝置。具有良好的靜特性及動態響應特性,保證了系統的品質因數,其工作原理見圖3。
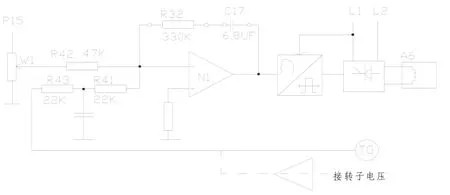
圖3
W1是調節預設定吊鉤工作速度給定值的電位器。經由測速發電機檢測出的速度實際值UF反饋給N1輸入端與給定信號比較,當卷筒實際工作速度與預設定速度出偏差時,通過N1輸出脈沖移相信號,使可控硅裝置輸出一個與卷筒速度成正比的電流送到渦流制動器勵磁線圈AS,產生制動轉矩,自動調節卷筒工作速度,從而使吊鉤勻速升降。圖3中,R32比例系數調整,C17積分時間常數調整,通過調整 R32和C17數值可以改變調速裝置的動態的響應時間 。
本裝置各值整定為R41=R43=22K
C17=6.8uF
其比例系數:KP=R32/(R41+R43)
=330/44=7.5
積分時間常數:τ=(R41+R43)×C47=44×6.8 =300(ms)2.2.3 斜坡發生器電路
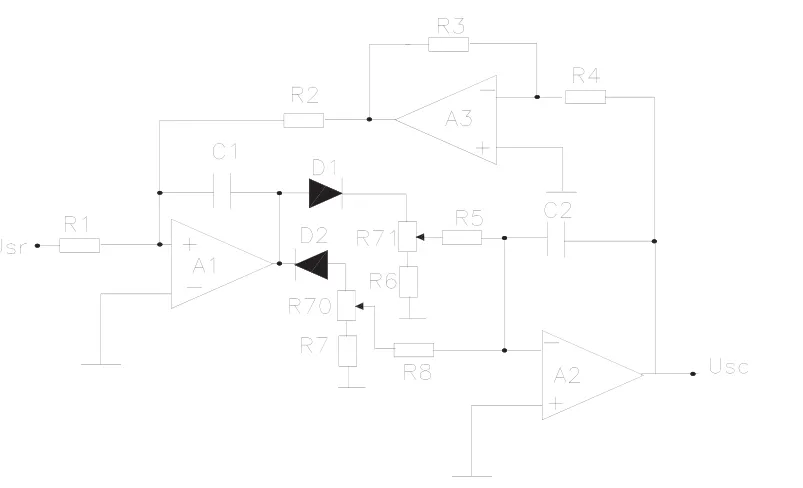
圖4 斜波函數發生器控制電路
為了保證行車起動及升降速度時平穩,本裝置設有斜坡發生器電路,通過調整電位計R70、R71電位計可改變加減速時間。由放大器A1、A2、A3、組成斜坡發函數生器見圖4所示。斜坡時間由電阻R5和電容C5組成,R70、R71、電位器分別為加速時間和減速時間調整。加速時間t1=Usc/Usr.R5.C2(s)減速時間t2= Usc/Usr.R8.C2(s)輸入電壓輸出Usr數值由電位器R70和R71來調整,輸出電壓Usc按10V來計算 。
2.2.4 電壓限幅保護
本裝置增加了電壓限幅控制電路,它可以有效地防止渦流制動器因過壓而損壞。R30為電壓限幅調節電位器,調節該電位器輸出電壓可從80V ~240V連續可調,見圖2所示。
2.2.5 輸入接口控制(見圖5所示)
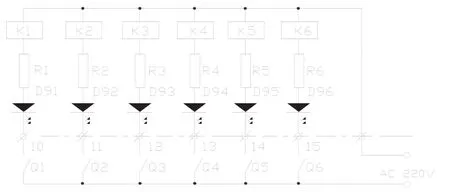
圖5
K1閉合,D91燈亮,脈沖封鎖;K2、 K5閉合,D92、D95燈亮1檔工作;K2、K3、K5閉合,D92、D93、 D95燈亮,2檔工作;K4打開,K94燈滅,極限速度限制;K5閉合,K95燈亮,調節器釋放;K6閉合,K96燈亮,附加給定投入。
3 系統調試步驟
3.1 交流電源輸入檢查
L1、L2是裝置交流主回路電源輸入端子,根據需要可輸入交流380或交流220V電源。當額定輸入電壓為交流380V時,連接印刷線路板中焊接橋 L-380V,當額定輸入電壓為交流220V時,連接線路板中焊接橋L-220V。通電前應仔細檢查輸入電壓和裝置設定電壓是否,確認后方可通電。D11綠燈亮表示主回路電源接通。
3.2 直流輸出
本裝置輸出端子“+”“-”直接和渦流制動器勵磁繞組連接。當輸入電壓為AC220V時,最大輸出直流電壓DC150V,當輸入電壓為AC380V時,最大輸出電壓為DC240V。
3.3 測速信號(反饋信號UF)的輸入
本系統是采用轉子電壓作為速度反饋信號,是通過分壓電阻從端子1、2輸入,并把印刷線路板中的焊接橋COM、 V短接。本裝置也可當采用測速機作為速度信號時,應把印刷線路板中焊接橋COM、CS短接。注意當使用轉子電壓作為測速信號時,必須通過分壓電阻輸入其分壓值為30V左右(在電動機堵轉時的電壓)決不允許轉子電壓直接輸入,否則由于輸入電壓過高而燒壞控制板。
3.4 吊鉤工作速度設定:(1檔、2檔設定)
吊鉤工作速度設定可通過R73和R74來調整,R73作為 1 檔速度調整,R74作為2檔速度調整,端子3為調節裝置OV端。可以在3、4、5端子加一電位計作為遠方的速度調整,不采用遠方控制時4、5端應短接。因為渦流制動器不允許高速運行,所以一般1檔和2檔速度按10%和20%的電動機額定速度來整定。如果通過調R73和R74電位器仍不能滿足速度要求,則靠改變R54的阻值來實現。
3.5 吊鉤極限工作速度預設定
為了保證吊鉤在帶重物下降過程中的安全,本裝置設置了極限工作速度限制環節,在吊鉤工作過程中可隨意把其運行速度限制在最低。該控制方式的實現是通過腳踏開關或其它方式使K4繼電器打開,調整R72電位計來完成所需運行速度,當不使用該功能時,應將13端和電源短接(見圖5)或把R72調至最大。K6閉合作為運行速度附加給定值,用戶可選擇使用。
3.6 輸出電壓限制的設定
為保證行車從高速回到零速能快速平穩停車,且保證不使渦流制動器因過壓損壞,特設R30作為電壓限幅調整。調試時只使K5閉合調整R30電位計使直流輸出電壓為渦流制動器的額定電壓。如不能滿足要求可改變R34焊接橋的電阻值。當使用額定電壓80V的渦流制動器時R34電阻值采用51K。
R34數值選47K電阻電壓可從100V~220V連續可調,基本上能滿足國產渦流制動器的需要。
3.7 吊鉤下降時加、減速度的調整
使吊車滿足運行條件,操作吊鉤從停止運行到1檔,然后再切換到2檔,調整電位器R71實現升速0-1檔、1-2檔間過渡平穩,快慢適中,同樣從2-1檔,1-0檔切換,調整 R70電位器使各檔間減速過渡過程平穩,快慢適中。
3.8 使用轉子電壓反饋時的調試方法
先使行車上升或下降1檔位置上,并使抱閘不動作,讓電機堵轉先調整滑線電阻R,使其輸出30V左右(參見圖6)后在把其輸出和速度調節器的 1、2 端子相連,不允許在30V電壓沒調好時和調輸出和速度調節器的 1、2 端子相連,以免電壓過高燒壞電路板。最后在調整印刷電路板上的R83電位計,并用萬表測量X3端子1 和3 端的輸出電壓,使其為OV即可。
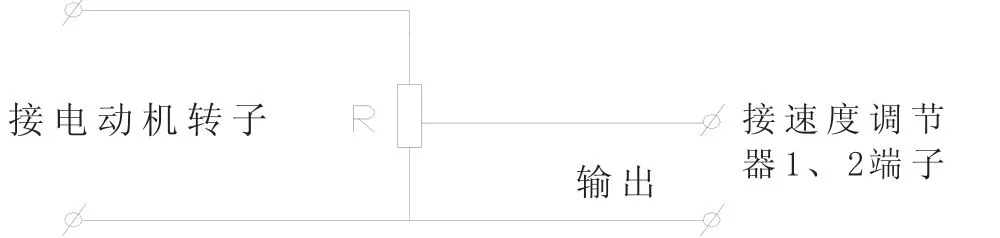
圖6
4 結論
通過以上分析可知,采用渦流調速系統控制結構簡單、工作可靠、安全性能好,適用于各種噸位的起重機調速控制。其缺點是有一定的渦流損耗,不利于節能,由于它控制簡單成本低,以前很多行車采用德國的MAN產品,價格是渦流調速產品的3倍,目前已逐步被我們研發產品代替,2010年已申報成果轉化。目前本產品在寶鋼、新疆八一鋼廠、通化鋼廠、梅山鋼廠、廣州中山發電廠、河北宣鋼的起重機調速系統中被廣泛應用。
[1]童詩白主編.模擬電子技術基礎[M].北京:高等教育出版社,1988.
[2]佚名.可控硅的工作原理及原理圖.www.elecfans.com,2010,3.
[3]鐘述文.寶鋼交流調速應用現狀及思考.儀器儀表交易網,2005,4.
TH21
A
1674-6708(2011)36-0154-02