信息系統中標準件統一標記的研究
2011-09-18 02:46:48王偉吳超周穎
航空標準化與質量 2011年6期
王 偉 吳 超 周 穎
(中航工業綜合技術研究所,北京 100028)
企業生產中常常碰到這樣的問題:采購部門從制造部門拿到標準件采購清單,清單上注明零件號(標記)和相應的數量,如“HB1-101G6×36,數量若干”。一般情況下,如果設計或標準化部門沒有針對本企業的生產情況制定相關產品的標準選用目錄(或標準體系表),在目錄或體系表中明確規定本企業某個產品所能選用的標準代號(含標準級別)、年代(版本)等信息,采購部門很難采購到制造部門所需要的標準件。
標準版本控制最為關鍵的是同一標準代號只選擇其中一個版本,即便隨著標準版本更新出現了新版本替換舊版本標準,兩個或多個版本的標準同時存在的時候,不同版本也會有“現用或有效”、“限制使用”或/和“廢止”等不同的狀態區別,有效地避免了標準件圖號的二義性。信息系統中標準件標記結構不統一、不能唯一標識品種、標記中的符號和寫法混亂、材料表達混亂等問題都對企業形成困擾。
1 信息系統中需要統一標記
如果多個項目同時開展或多產品同時研發,各項目或產品選取了同一標準,但選取了同一標準的不同版本時,就給信息化部門都帶來了很大的挑戰,此時標準件零件號(標記)在信息系統中將不能唯一標識一種(同一規格)物資,出現了“一碼多物”的情況,標記不能再作為物資的代號。同時標記的結構不統一,不同標準的標記不能按相同規則解析;原有標記中含有很多不易表達的字符或符號等諸多問題,這些嚴重阻礙了標記在信息系統中的應用。
2 現有的標準件標記在應用中的問題
2.1 標記結構
企業常用的標準件多符合國家標準、國家軍用標準、航空行業標準和企業標準等標準體系,這些標準體系中標準件標記的內容、格式等不統一給企業的信息化進程、企業之間信息的傳遞和交流帶來了諸多不便。
國家標準、國家軍用標準、航空行業標準中對于材料牌號的表述不盡一致。國家標準中對材料牌號,其在標記中只以明碼顯性表示,如“1Cr18Ni9Ti、ML30CrMnSiA”等,一些材料牌號長達數十位,以明碼的形式表達,造成標記本身很長,給應用帶來諸多不便。國家軍用標準則多以阿拉伯數字表示材料牌號,在同一個標準中將所用到的材料牌號依次編號,如GJB 121.1–1986《六角頭螺栓》中用數字3表示材料牌號ML30CrMnSiA,用數字6表示材料牌號1Cr18Ni9Ti。航空行業標準中多以大寫漢語拼音字母或其組合來表示材料牌號,長度多為一位或兩位,如HB 1–521–2002中用代號FA表示材料牌號1Cr18Ni9Ti,用代號LI表示材料牌號LF21–M。
國家軍用標準、航空行業標準中對于組件的表述也不盡一致。國家軍用標準中對于組件的組成部分多以系列標準的形式出現,其標記按照系列標準中相關規定執行,例如“雙耳密封游動自鎖螺母(GJB 125.1~125.2–1986《雙耳密封游動自鎖螺母》)的組成部分密封罩、自鎖螺母、壓圈和密封圈分屬于GJB 125.3~125.6–1986”。
航空行業標準中對于組件的組成部分的標記多以“數字(組件序號)+組件標準代號+規格”的形式表示(如果組件借用了其他已有的標準件,其標記仍按照借用標準件所屬標準的規定執行除外),例如“六角頭高抗剪鉚釘(HB1–604–2002《六角頭高抗剪鉚釘》)的組成部分鉚釘體(d0=5,L=15)的標記為1HB 1–604–5×15”。
2.2 標識品種
標記不能或難以標識到標準件品種,一個標記對應多個品種的標準件,這種情況在設計或制造過程中可以通過人為處理進行借用,但在信息系統中是不被允許的。
國家標準體系中標準件的標記方法按照GB/T 1237–2000《緊固件標記方法》的規定執行,但其由于機械性能等級屬性的存在,并不能或難以標識到標準件的具體品種。
機械性能等級(GB/T 3098《緊固件機械性能》系列標準)是一個關于標準件使用性能方面的要求,即只要能夠滿足機械性能要求的材料牌號都能夠使用,因此該屬性的存在使得國家標準的標準件在定義上并不能規定到某個具體的標準件品種或規格。
2.3 標記中的符號和寫法
標記中存在一些不易表達的字符或符號,這些字符或符號雖然在標準中都有統一的寫法,但由于標準有紙型、電子文檔等不同的存在形式,同時每個人對字符或符號的認知有差異,加之有些字符或符號不便于輸入,以至于在標記傳遞和表達的時候都有或多或少的不同。
各標準體系中還有些常見的說法在標記中并沒有統一的寫法。如關于表面不做處理的說法,國家標準中有“不經處理”、“不處理”等說法,在其標記中常常默認不寫;在國家軍用標準和航空行業標準中常常用“-”表示,但用標記表示時國家軍用標準一般默認不寫或記作“(-)BB”,而在航空行業標準一般默認不寫或記作“BR”等。
2.4 版本控制
現有的標準件標記除了國家標準中有年代號外,其他標準如國家軍用標準、航空行業標準等標準并沒有標準年代信息。國家標準中版本標識是用注明標準年代號的方式來實現的,但由于標準提出(或頒布)年代、重印等原因,年代號的寫法并不統一。早期標準只寫年代后兩位,重印或新頒布的標準,特別是2000之后的國家標準為了避免“0”的問題,年代號又多以四位為主,而新的國家標準(包括舊標準重印和新頒布標準等)中又逐步將年代號省略不寫,即標記中不再顯示標準年代信息。
國家軍用標準中除了第一版以外,以后的每一次版本升級都依次用大寫漢語拼音字母A、B、C、D、E……在標準代號中表示出來,如GJB 120.1–1986《鈦合金100°沉頭鉚釘》和GJB 120.1A-2006《鈦和鈦合金鉚釘 第1部分:100°沉頭鉚釘》,但是其對應的標記/標記示例“GJB 120.1?4×10”(材料:TB2,表面處理:藍色陽極化,d=4mm,L=10mm)并沒有因為標準的版本不同而有所區分,即標記并沒有分別寫作“GJB 120.1?4×10”和“GJB 120.1A?4×10”。
航空行業標準中不僅標準代號不能區分版本,標記代號本身也沒有版本的差別。例如標記“HB 1-521TD12×22×1.5”,雖然能夠確定該標準件是墊圈以及其規格,但不能確認其所屬標準的版本以及材料牌號和熱處理狀態,是HB 1-521-2002《墊圈》的T2-M,還是HB 1-521-1974《墊圈》的T4-M。
3 統一標記的研究內容
3.1 統一標記的結構
標準件統一標記主要是為了解決企業信息化系統中對標準件管理時出現的上述問題,滿足企業信息化系統的要求。針對上述問題結合標準件的技術屬性,根據標準件的性能參數的多少,其標記中需要表達的信息至少包括:標準級別、標準代號、版本、規格、材料(含熱處理狀態)、表面處理、產品型式等。
GB/T 1237–2000《緊固件標記方法》規定緊固件產品的完整標記的結構,如圖1所示。
GB/T 1237–2000所示結構中包含了緊固件的產品名稱、符合標準、規格、型式、材料性能、產品等級、表面處理等信息,同時該標準還給出了簡化標記(參見GB/T 1237–2000第4節標記的簡化原則)。該結構的最大特點是所有屬性都是顯性值,以明碼的形式簡單羅列,沒有設置代號或代碼,很直觀,但是由此帶來的問題隨之產生:標記太長,不便于在信息系統中使用。
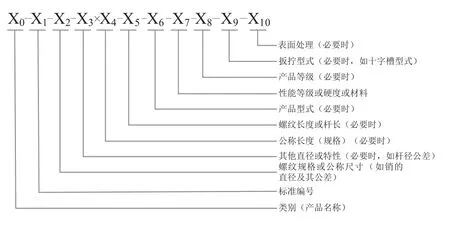
圖1 GB/T 1237–2000《緊固件標記方法》中標記的結構
本文借鑒GB/T 1237–2000信息完備、直觀易懂的優點,將其應用范圍擴大至標準件,同時針對其標記長度過長、冗余結構過多、不能很好表達組件關系等不足,充分吸取國家軍用標準在版本控制、航空行業標準在組件關系表達等的經驗,提出如圖2所示結構。
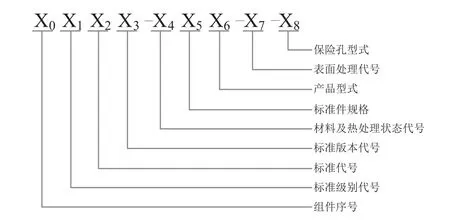
圖2 統一標記的結構
如圖2所示的統一標記分為9個字符段,其中X3與X4之間、X6與X7之間以及X7與X8之間用短橫線“-”連接,如果某項屬性不存在,則該項及其前面的連接橫線均應不填。
統一標記的結構中除GB/T 1237-2000已有的信息外,還增加了組件序號、標準版本代號、保險空形式等信息,同時將一些可量化的參數統一到規格屬性中。
例如HB 1-701-2002《帶30°導錐圓柱銷》中材料為鋼45,表面處理為鍍鎘鈍化,B型的圓柱銷標記示例(HB1-701G6r6×30B)用統一標記表示時:X0為空、X1為“HB”、X2為“1-701”、X3為“D”(HB 1-701從第一個版本到目前最新版本分別經歷了1967版、1974版、1983版和2002版,故2002版本用大寫字母C表示,詳見本文3.3。)、X4為“G”、X5為“6r6×30”、X6為“B”、X7為“CdD”(航空行業標準中鍍鎘鈍化表面處理常用代號“CdD”表示)、X8為空,即該標記示例的統一標記表示為“HB1-701C-G6r6×30B-CdD”。
3.2 術語及符號的表達
在統一標記的結構下,對于標準件標記中表達的材料、表面處理等信息還需要在格式上做進一步規范。一方面,為了使統一標記盡量簡短,針對材料牌號等因為本身字符較長或其他原因不能以明碼的形式直接在標記中體現的,需要規定相關的表達符號或代號;另一方面,由于在各標準體系中所用的術語及其符號不一致,造成各標準體系的標記在同一信息系統里,無法被正確解析。
3.2.1 材料牌號在統一標記的代號
對于材料牌號(含熱處理狀態)在統一標記里的代號,參照航空行業標準中的寫法。為了減少材料牌號在代號選取時的難度,同時便于統一標記在各單位的落實和實施,建議材料牌號的代號以標準代號為限制范圍,即材料牌號的代號只在某個標準代號的范圍內有效。例如某個標準代號中有8種不同的材料牌號,按照材料牌號的屬性,對應選取8個代號即可,該代號可以在其他標準代號中表示不同于該標準的材料牌號。
3.2.2 表面處理方式在統一標記的代號
對于表面處理方式在統一標記里的代號,參照國家標準和航空行業標準中的寫法,同時參照GB/T 13911–1992《金屬鍍覆和化學處理表示方法》中的有關規定。
表面處理方式在統一標記中的代號不同于材料牌號的代號,因其種類較少,可在整個信息系統中作統一規定。對于常見的鍍層鈍化的代號一般用“鍍層金屬元素符號+大寫字母D”,例如“鍍鋅鈍化”的代號“ZnD”;對于特殊的表面處理方式需統一做出規定,例如“不作處理”的代號規定為“BR”。
3.2.3 統一標記中其他常用符號
針對統一標記中的常用符號主要在格式、寫法等方面做出以下規定:標記中除乘號外,其余符號統一用半角字符表示;規格屬性中各個參數按照原標準中標記的順序用乘號“×”連接,不能用其他字符代替;
圓點、頓號、橫線等標記中常用的符號都應做出統一規定。
3.3 統一標記中體現版本
標準件標記中體現版本主要借鑒HB 6126–1987《航空主機產品型號命名》中關于產品改進后產品型號版本的控制方法,即在標準代號的后面“用大寫漢語拼音字母A、B、C、D……表示(其中I、O、X不用)”。
標準版本代號中除第一個版本的標準默認不必標注外,其余依年代用大寫漢語拼音字母A、B、C、D……表示(其中I、O、X不用),標準換版或更新只需在現有的基礎上遞增即可。針對部分標準的標準代號不變,但標準名稱略有不同,例如GB/T 6170–1986和GB/T 6170–2000的標準名稱分別為《1型六角螺母-A和B級》和《1型六角螺母》等情況應以標準代號為準。
3.4 統一標記示例
以航空行業標準HB 1–521–2002《墊圈》為例,說明本文所提出的標準件統一標記的格式和內容如何確定和規范化。
第一步:按照統一標記的結構確認所需屬性及其代號:
針對HB 1–521–2002《墊圈》的標記示例,利用統一標記的結構X0X1X2X3-X4X5X6-X7-X8得出其中X0、X6、X8為空, X1為HB,X2為1-521,X5為12×22×0.3,X7與X8之間短橫線“-”不填。
第二步:確定X3“版本代號”(見表1)。
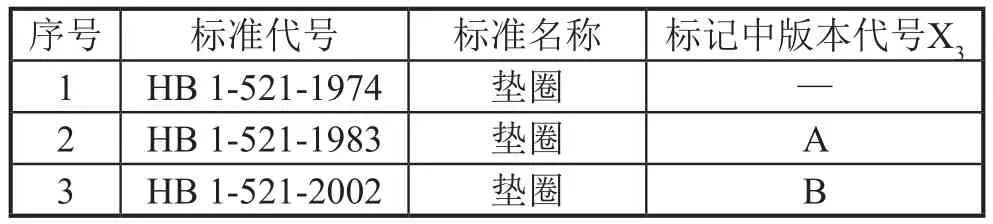
表1 版本代號
第三步:確定X4“材料及熱處理狀態代號”(見表2)。

表2 材料及熱處理狀態在統一標記中的代號
第四步:確定X7“表面處理代號”(見表3)。
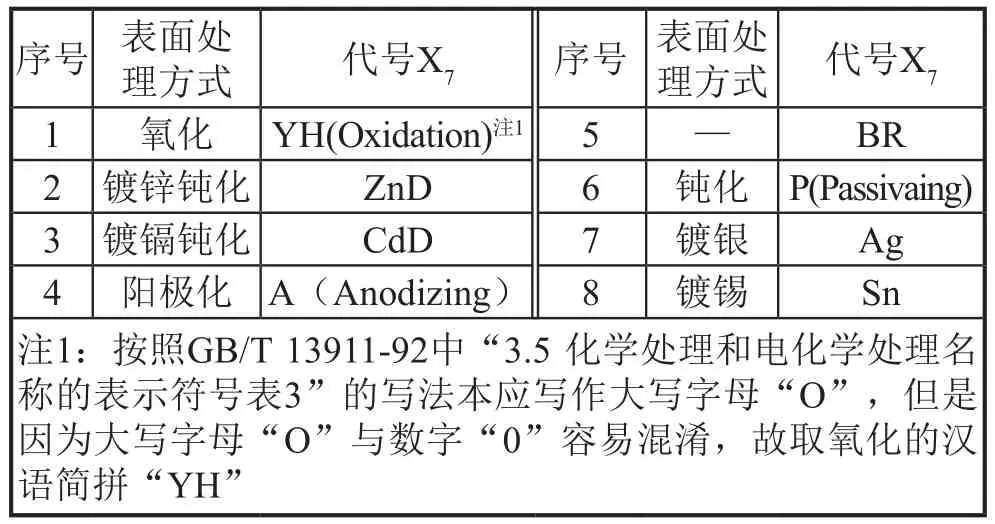
表3 表面處理方式在統一標記中的代號
第五步:航空行業標準HB 1–521–2002《墊圈》的統一標記示例(見表4)。
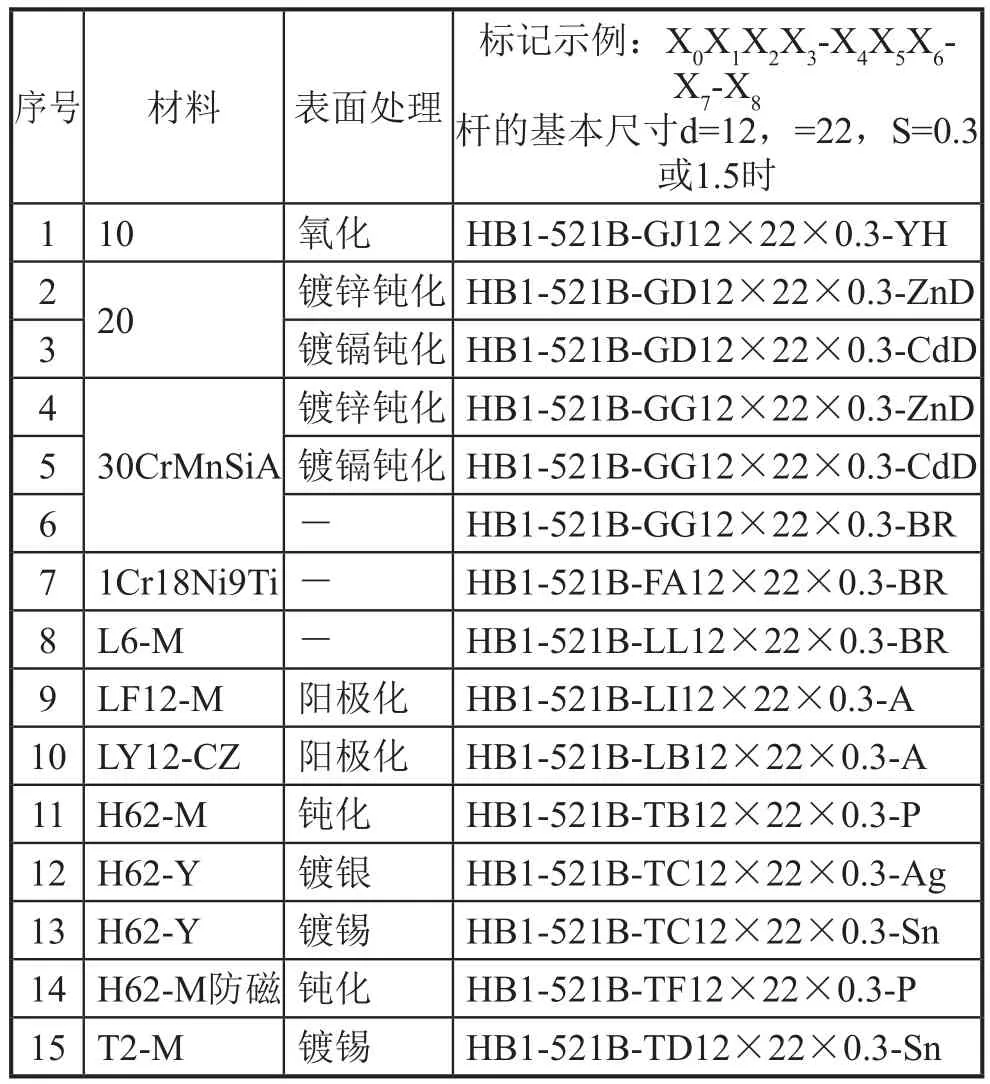
表4 統一標記示例(HB 1–521–2002《墊圈》)
4 結論
針對現有的標準件標記在企業信息系統中使用時版本控制難度大、不能唯一標識零件品種、內容不完整、結構不統一等情況,本文針對相關問題提出了一種解決方案,其他應用場合如有類似問題也可參照解決。隨著標準件技術的發展和進步,對于標記信息和內容中出現的新問題、新情況,需要有動態的、及時的解決策略和方法。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
幼兒園(2021年6期)2021-07-28 07:42:14
小學生學習指導(低年級)(2019年11期)2019-11-25 07:31:48
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
小學生導刊(2017年13期)2017-06-15 20:29:38
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
哈爾濱師范大學自然科學學報(2015年1期)2015-04-19 06:55:26