焊接設計標準在燃氣輪機研制中的應用
2011-09-18 02:46:46郭桃紅
航空標準化與質量 2011年6期
郭桃紅
(中航工業沈陽發動機設計研究所,遼寧 沈陽 110015)
1 中俄焊接設計標準概述
俄羅斯焊接設計標準的編號及名稱見表1,國內焊接標準見表2。
下面以某型燃氣輪機為例,展開問題的論述。該燃氣輪機因結構尺寸大、焊縫多等特點,表1所列標準在產品原設計中被廣泛采用,因此具備一定代表性。
2 焊接設計標準應用對象
因具備結構設計靈活、焊前準備簡單、成本低廉等優點,焊聯接在工程研制中被廣泛應用。但將表1與表2標準初步對比分析后我們發現,表1所列焊接標準的內容與表2所列標準的內容差異較大。在不影響工程研制進度情況下,如何消化國外標準,更好適應國內焊接需求成為關鍵。
3 俄羅斯焊接設計標準應用情況
3.1 對俄羅斯標準初步研究分析
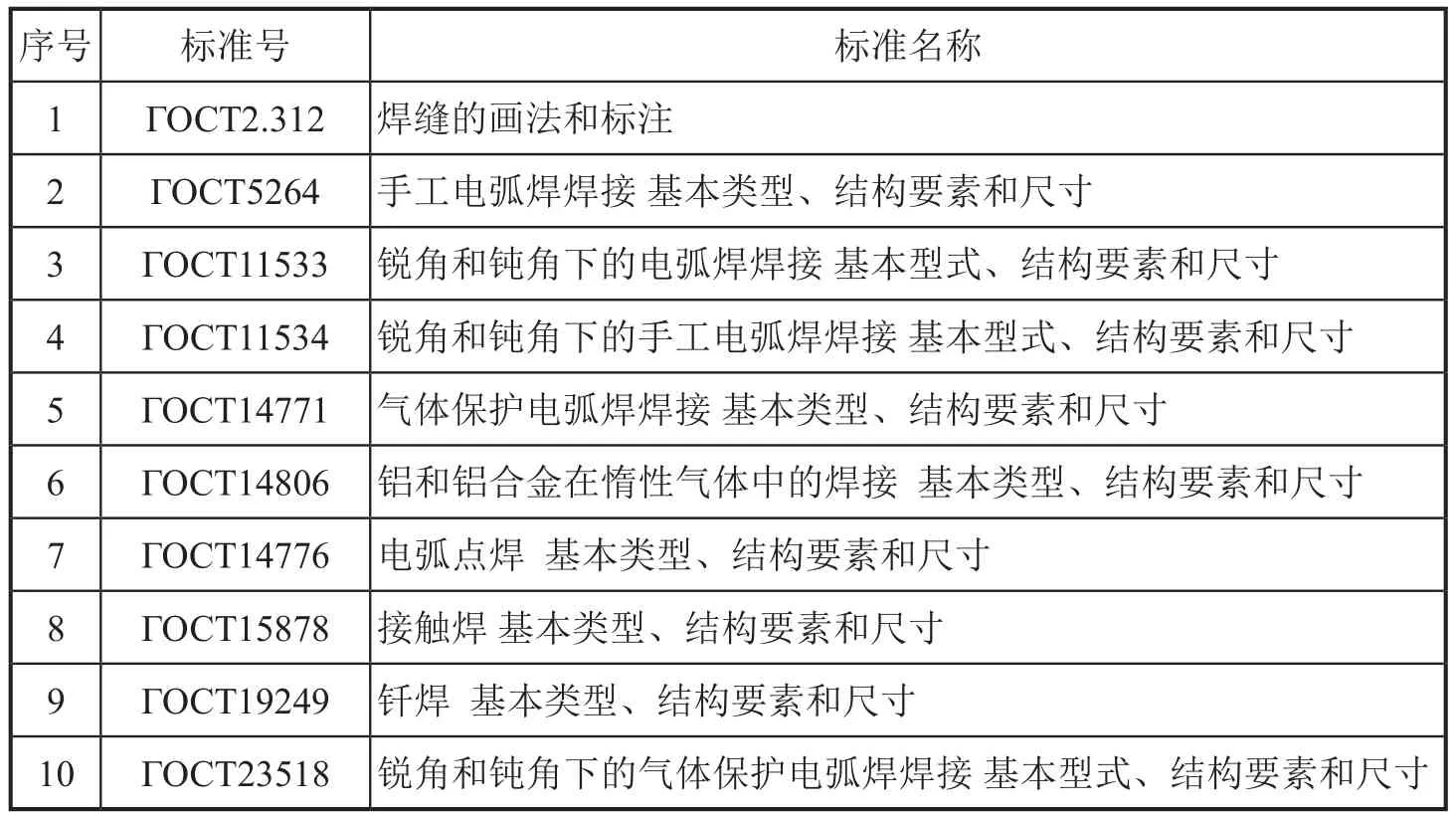
表1 俄羅斯焊接設計標準編號及名稱
表1中序號1標準是序號2~9標準的上層標準,主要規定了各類不同焊接方法形成的焊縫的畫法和標注形式;序號2~9標準為序號1標準的子標準,分別詳細規定了不同焊接的基本類型、結構要素和尺寸。序號2~9標準還對同一焊接接頭類型、不同尺寸分別給定了焊接代號(焊接代號用字母和數字組合表示,字母不同則類型不同),且從整體看每一類型中尺寸分段是很細的,另外對于氣體保護電弧焊接,按是否熔化分為4種并給出了特定的焊接方法代號。
3.2 中俄標準差異分析
綜觀中俄焊接標準,主要差異如下。
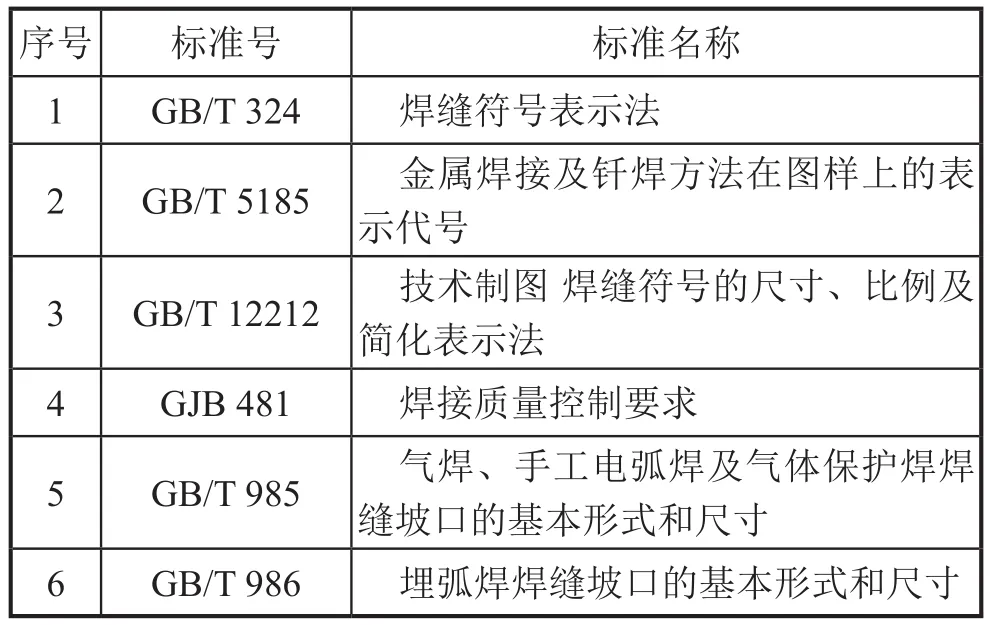
表2 常用國內焊接標準一覽表
3.2.1 坡口尺寸
3.2.1.1 從標準數量看,俄標坡口尺寸控制標準8項,國內2項;
3.2.1.2 從標準內容看,俄標相比國內標準對坡口尺寸要求更為嚴格,俄標不僅尺寸分段細密且尺寸有偏差要求,國內標準尺寸分段相對稀少且尺寸未要求偏差。
3.2.2 接頭形式
國內外標準均包括對接接頭、T形接頭、角接接頭、搭接接頭,但俄標還專門規定了帶銳角或鈍角的焊接接頭形式(見表1中序號3、4)。
3.2.3 焊縫質量檢查
國內分Ⅰ、Ⅱ、Ⅲ3類焊接接頭等級,一般焊接檢驗按各企業標準規定進行外觀檢查、表面缺陷檢查(著色、熒光、磁粉檢查)、內部缺陷檢查,俄標焊縫分Ⅰ、Ⅱ、Ⅲ、Ⅳ4大類19個等級規定了必須進行的檢查項目(見表3),不僅包括國內規定的各類檢查還包括強度液壓試驗檢查。國內外標準對比,俄標檢驗等級較細。
3.3 對俄羅斯標準的使用
鑒于燃機結構尺寸大、焊接強度要求高的特點,以及表1所列俄標全面、尺寸分段細、焊接檢驗控制研制等特點,在該燃機設計中大膽采用了全套俄標。
4 標準主要解決的問題
4.1 焊接質量
在通常的產品設計中,設計人員按表2標準給定焊接形式、焊接方法代號,特殊要求時給定焊接尺寸及焊料,無特殊要求時則焊接坡口尺寸則由焊接工藝人員按GB/T 985或GB/T 986自行確定。
我國的GB/T 985或GB/T 986坡口尺寸與俄標相比,尺寸分段寬、坡口尺寸控制粗曠(見表4、表5)。從中俄焊接設計標準差異對照可以看出,俄標在焊接坡口標準制定上考慮比我們周到、全面。坡口的形式、坡口尺寸是影響焊縫質量,保證焊接強度的重要因素,俄標在坡口控制上具有顯著優越性,根據燃機特點,采用俄標更能保證焊縫強度。
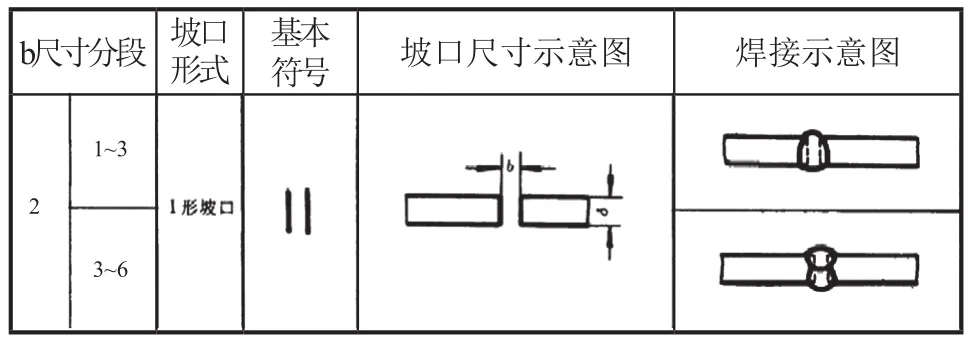
表4 國內對接焊的坡口示意表
4.2 帶角度的焊接
在通常的產品設計中,設計人員按表2標準給定焊接接頭形式有對接接頭、T形焊接接頭,上述兩類接頭角度分別為180°、90°,如圖1所示。而俄標除上述接頭形式外,還增加了帶角度(銳角或鈍角)的焊接接頭形式,詳見表1中序號3、4,示例見表6。

圖1 接頭形式示意圖
帶角度的接頭形式在實際焊連接組件中存在,特別是在某燃機設計過程中經常出現,因此采用俄標帶角度的焊接標準,既滿足了工件連接要求,又細化了焊接坡口尺寸及檢驗要求,保證了焊接質量要求。
5 結束語
表1中的標準直接在焊接工藝中貫徹執行,焊縫等級檢驗按相關企業標準進行,未發現任何問題。部組件焊接強度經在試車過程中進一步驗證,完全滿足了使用需求。
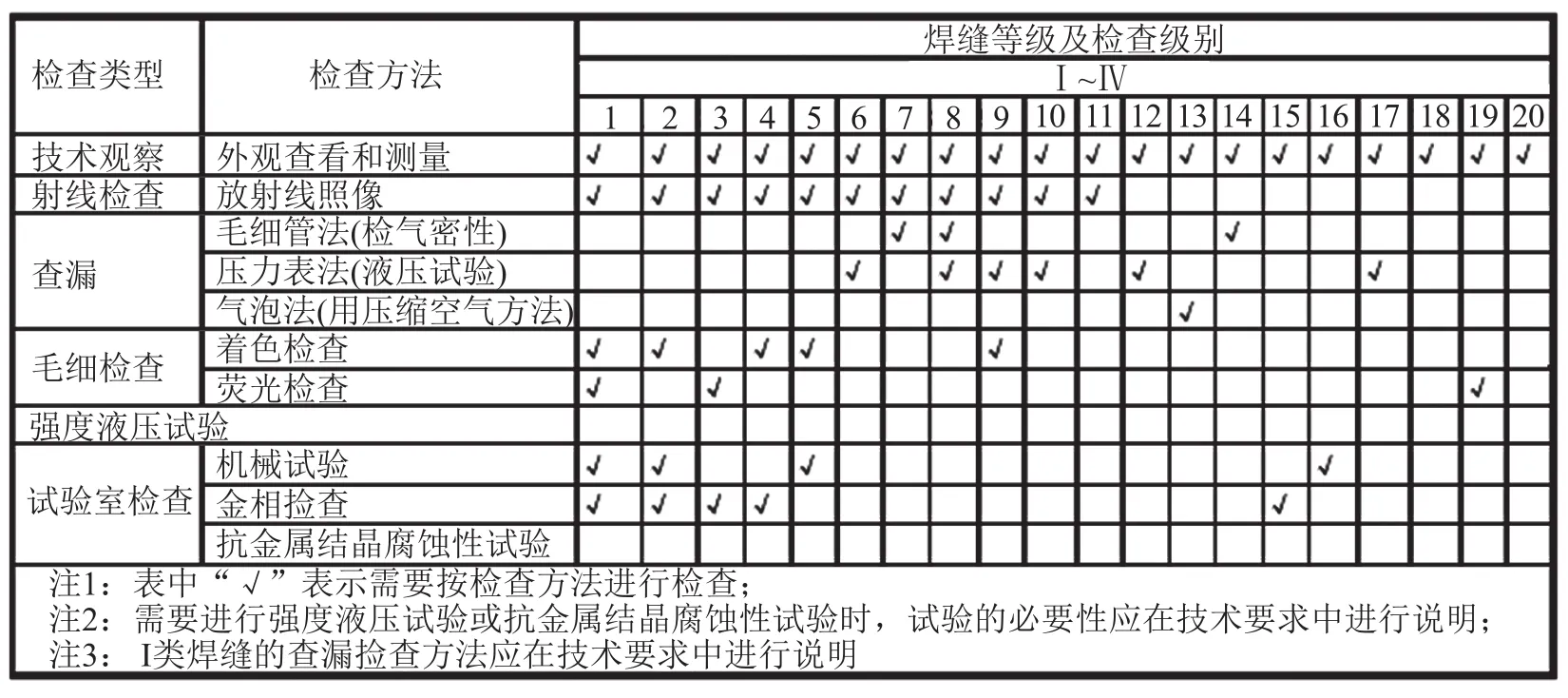
表3 焊縫等級、檢驗項目及檢查等級
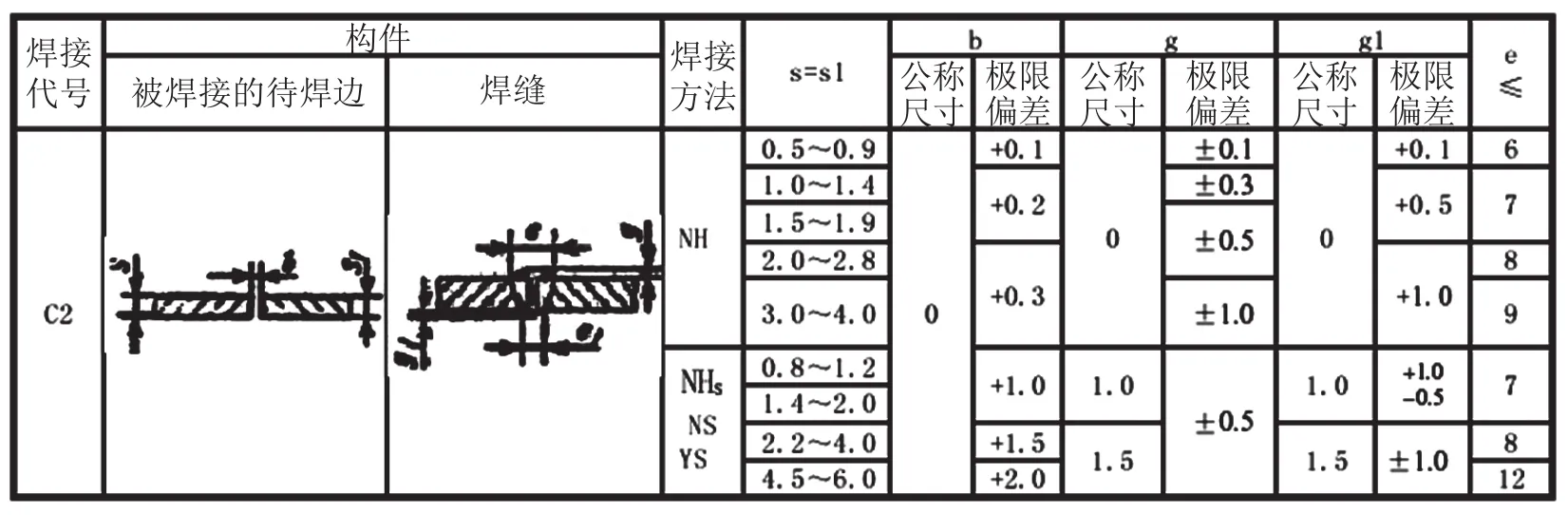
表5 俄標對接焊的坡口示意表
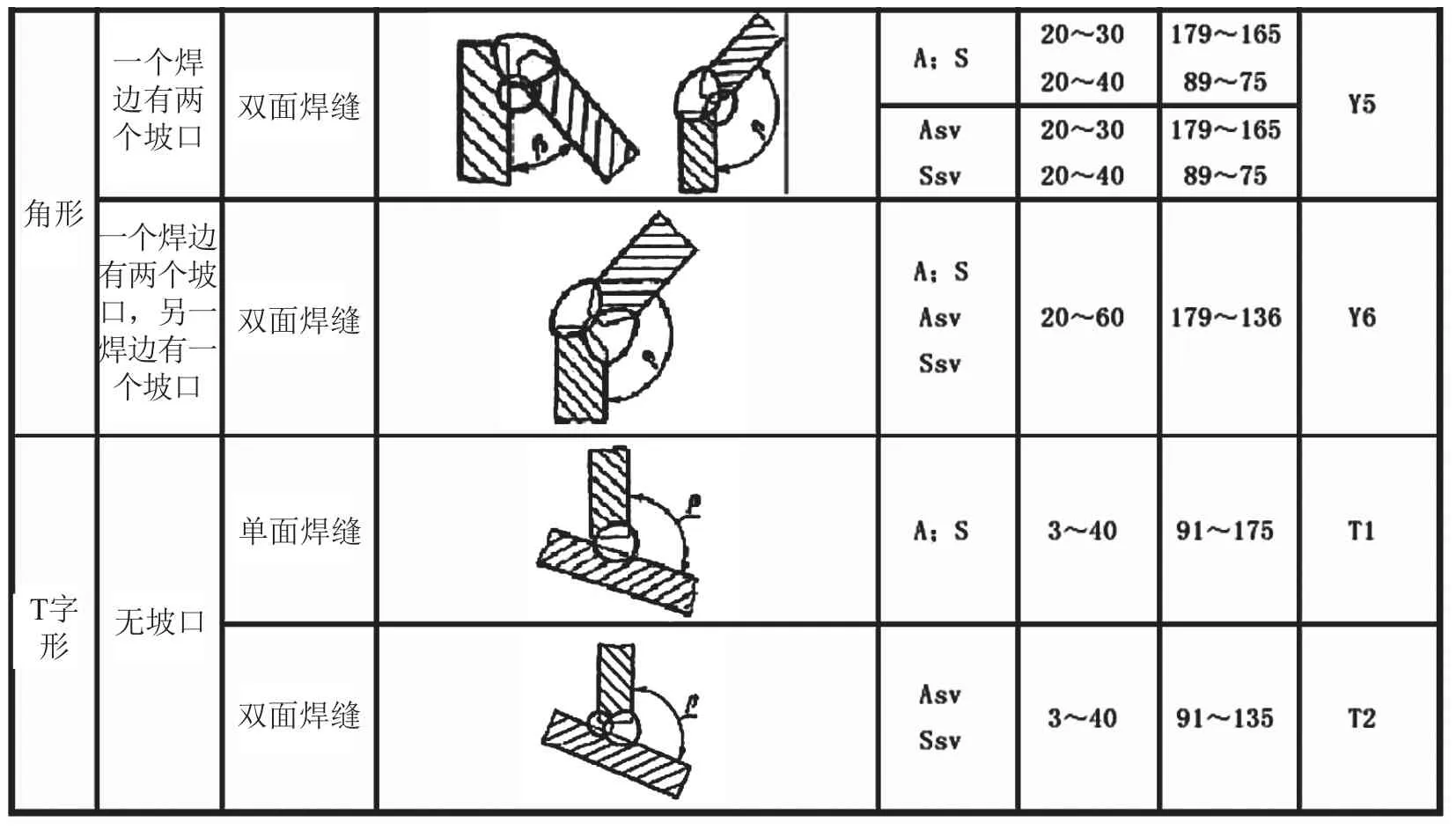
表6 帶角度的接頭形式示意表
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造技術與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(2018年4期)2018-05-09 07:07:52
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43