高強度鋼內螺紋冷擠壓振動信號的試驗研究
2011-09-07 09:01:52左敦穩張瑞宏王樹宏
中國機械工程 2011年14期
繆 宏 左敦穩 張瑞宏 王樹宏
1.揚州大學,揚州,225000 2.南京航空航天大學,南京,210016 3.中國人民解放軍駐五一一廠軍事代表室,南京,210016
0 引言
高強度鋼部件是飛機、高速列車等的重要承力部件,在安全的行駛過程中擔負著極其重要的使命。隨著高強度鋼在飛機、高速列車等設計中的作用日益突出,設計人員面臨著新的挑戰,需要設計出最為安全的機構。飛機、高速列車的許多零件采用螺栓連接,螺栓在行駛過程中會承受強大的交變剪切載荷,因此螺紋連接的可靠性對機構的使用壽命起著至關重要的作用。
采用內螺紋冷擠壓成形工藝凈成形是當今飛機、高速列車等所用部件抗疲勞加工的一個發展趨勢,其優勢在于能夠在內螺紋表面和次表面中保存冷作硬化狀態,這不僅可以提高材料的強度和硬度,而且可以延長內螺紋的疲勞壽命。傳統的內螺紋冷擠壓加工僅適合于強度低、塑性好的有色金屬及低碳鋼的加工。高強度鋼不僅具有較高強度,而且具有良好的橫向塑性和斷裂韌性,塑性成形抗力大,傳統的冷擠壓技術無法適應這類材料的加工。國內對300M高強度鋼的內螺紋冷擠壓開展了試驗研究[1-4],徐九華等[1]研制出了扭矩與溫度測量系統,孫暄等[5]研究了MSC-51系列的8031單片機在300M鋼大直徑內螺紋冷擠壓成形過程監測中的應用。但目前對擠壓過程中的振動缺乏深入研究,制約了冷擠壓內螺紋的產業化發展。
內螺紋冷擠壓過程一般不會產生顫振,這時機床內外干擾力激勵引起的受迫振動就會影響螺紋的加工質量和擠壓絲錐的壽命[6-9]。由于加工條件的不同,擠壓振動檢測分析與所考慮的因素也各不相同,因此對擠壓振動及其相關技術開展研究是提高螺紋擠壓效率,保證擠壓過程動態平穩性,實現高質量、高效率生產的迫切要求。本文對內螺紋不同擠壓加工條件下的振動進行了檢測和討論,并進行了頻譜分析。
1 試驗材料與方法
在國產6250機床上進行M22×1.5mm內螺紋的冷擠壓加工,擠壓絲錐為Q460鋼專用冷擠壓絲錐。內螺紋擠壓成形采取一次擠壓成形工藝,具體的擠壓工藝參數如下:機床轉速為10~40r/min,試樣底孔直徑為21.25mm,加工螺紋長度為20mm,分別采用10號機油、20號機油、30號機油與聚二甲基硅氧烷(PDMS)潤滑液對擠壓絲錐進行冷卻潤滑。
試驗材料采用首鋼新鋼有限責任公司特鋼部生產的Q460高強度鋼,直徑為35mm,其化學成分見表 1。取 3個拉伸試樣按 GB/T228-2002[10]進行室溫拉伸試驗,得到的室溫下力學性能如下:抗拉強度σb為570MPa,屈服強度σ0.12為410MPa,伸長率 δ5為27%,斷面收縮率 ψ為45%。

表1 Q460高強度鋼的化學成分(質量分數) %
高強度鋼內螺紋冷擠壓振動測試系統如圖1所示,采用 TS15200壓電加速度傳感器與TS6100恒流適調器測量加工過程中的縱向振動。TS15200壓電加速度傳感器安裝在扭矩夾持裝置左側頂端。由于在內螺紋冷擠壓過程中很難排除人為因素對加工過程中軸向振動信號的影響,而水平振動信號與縱向振動信號相類似,因此本文只研究加工過程中的縱向振動信號。測試系統中,壓電加速度傳感器監測加工過程中的縱向振動,振動信號經恒流適調器輸出后,直接輸入數據采集卡的數據采集通道。在測量計算時須確定校正因子,將校正因子輸入到隨機信號與振動分析系統軟件,最后通過計算機即可輸出測點的振動加速度。
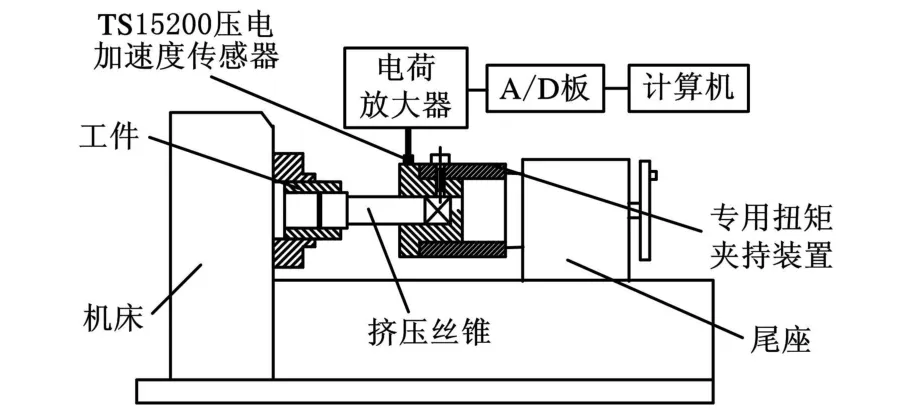
圖1 振動信號測試系統示意圖
為了研究不同工藝參數下振動信號的變化規律,針對擠壓速度與冷卻潤滑液等工藝條件,設計以下2種試驗:
(1)螺紋的冷擠壓加工在特定冷卻潤滑條件(采用PDMS潤滑液進行冷卻潤滑)下進行,擠壓速度(機床轉速)分別為 10r/min、20r/min、25r/min 、32r/min 、40r/min 。
(2)螺紋的冷擠壓加工在一些特定轉速條件(擠壓速度為25r/min)下進行,冷卻潤滑液分別為10號機油、20號機油、30號機油與PDMS潤滑液。
2 試驗結果與分析討論
2.1 擠壓速度對振動信號的影響
圖2為4種不同擠壓速度下內螺紋擠壓過程中的振動信號波形。從信號波形上看,不同擠壓速度下振動幅值變化趨勢相同,均是先增大后減小。當冷擠壓加工速度很低時,主軸振動與工件振動相差不大,隨著擠壓速度的增大,工件振動幅值增加緩慢,而擠壓絲錐的振動迅速增加,超過工件的振動成為主振動,但當振動超過臨界值后,絲錐的振動增加不大,甚至出現下降的趨勢。
圖3為不同擠壓速度下內螺紋擠壓過程中的振動頻譜。機床轉速為10r/min時,主振頻率為673Hz,隨著擠壓速度的增大,主振頻率發生了變化;機床轉速為20r/min時,主振頻率為795Hz。隨著擠壓速度的進一步增大,主振頻率不隨著擠壓速度的增大呈線性變化,這是因為擠壓絲錐的振動頻率與機床本身的振動頻率相關,而加工過程中擠壓力對主軸與工件振動的主振頻率影響很小。
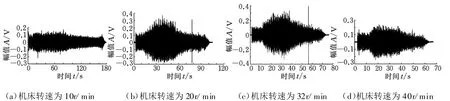
圖2 擠壓速度對振動波形的影響
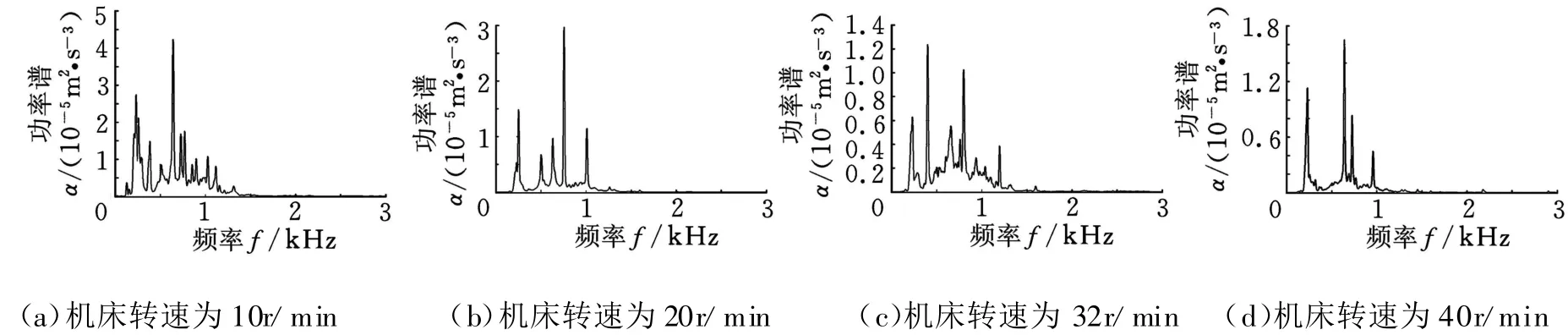
圖3 擠壓速度對振動頻譜的影響
2.2 冷卻潤滑液對振動信號的影響
在用塑性變形方法加工高強度鋼內螺紋的過程中,所加的外力主要消耗在工件材料塑性變形、彈性變形以及克服擠壓絲錐與工件材料變形表面之間的摩擦力上。采用合適的冷卻潤滑液能夠減小工件與絲錐之間的摩擦,起到減振的作用,使擠壓力顯著減小,從而延長絲錐的工作壽命。
圖4所示為不同冷卻潤滑方式下內螺紋擠壓過程中的振動信號波形。從信號波形上來看,振動幅值變化趨勢基本上保持不變。在使用30號機油冷擠壓內螺紋時,振動幅值會發生急劇變化,此時擠壓絲錐出現斷裂。試驗過程中,可以根據測試系統中的振動信號的異常變化,來判斷冷卻潤滑液的適合性,以便在試驗過程中及時避免擠壓絲錐的失效。
圖5所示為不同冷卻潤滑方式下內螺紋擠壓過程中的振動頻譜。由圖5可知,主振頻率變化趨勢與振動波形的振幅相似,基本上保持不變,為673Hz,同樣在使用30號機油冷擠壓內螺紋時,頻率發生急劇變化,出現了高頻振動。
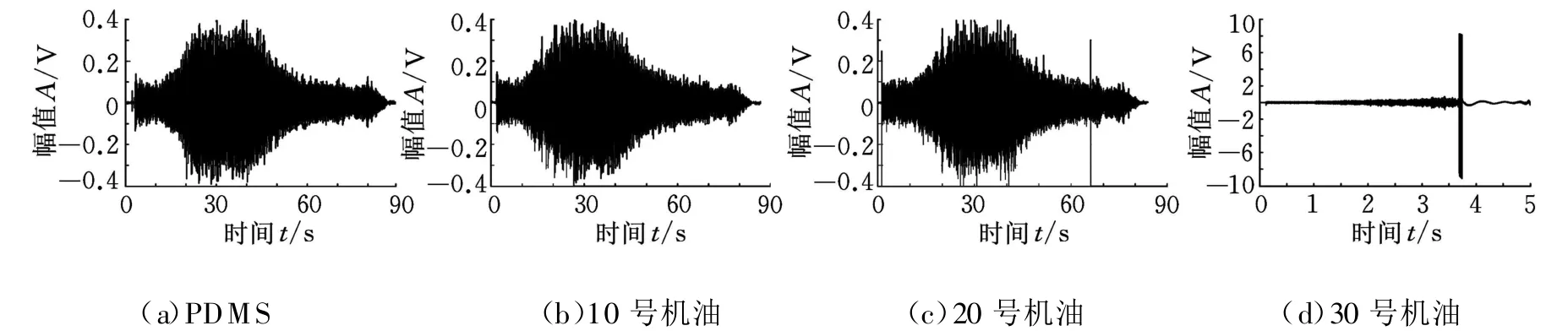
圖4 冷卻潤滑液對振動波形的影響
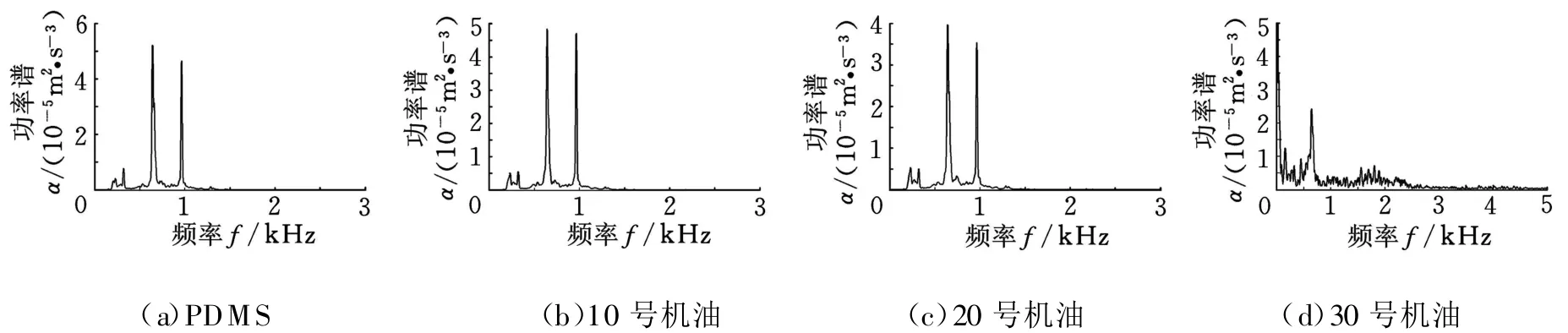
圖5 冷卻潤滑液對振動頻譜的影響
表2所示為不同冷卻潤滑液的黏度。由表2與圖5可見,隨著冷卻潤滑液黏度的增大,易出現振動信號異常,從而導致擠壓絲錐的斷裂,如圖6所示。流體薄油膜潤滑有利于減小摩擦阻力,減少振動生成。厚油膜在壓力作用下,不利于絲錐對工件的充分擠壓,使工件表面容易咬焊、黏著,容易在加工過程中形成振動。因此,只有當冷卻潤滑液的黏度超過一定的范圍后,擠壓振動才隨著冷卻潤滑液的黏度的增大而增強。

圖6 斷裂絲錐(30號機油潤滑)
3 結論
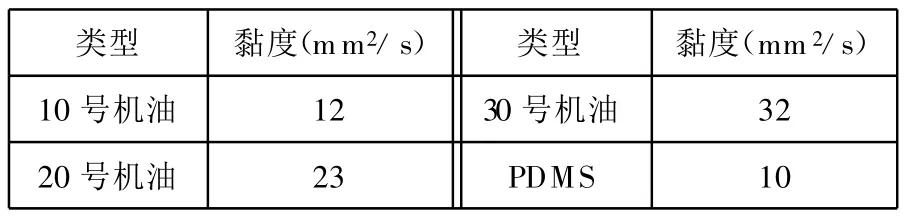
表2 不同冷卻潤滑液40℃的黏度
(1)內螺紋擠壓過程中,不同擠壓速度下振動幅值變化趨勢相同,均是先增大、后減小。隨著擠壓速度的增大,振動幅值先增大、后減小,而主振頻率隨著擠壓速度的增大呈隨機變化。
(2)不同冷卻潤滑液下,內螺紋擠壓過程中的振動幅值與主振頻率基本保持不變。當冷卻潤滑液的黏度超過一定值時,振動幅值與頻率會發生急劇變化,出現高頻振動,容易導致擠壓絲錐的斷裂。
(3)流體薄油膜潤滑有利于減小摩擦阻力,抑制振動。厚油膜在壓力作用下,不利于絲錐對工件的充分擠壓,使工件表面容易咬焊、黏著,容易加劇加工過程中的振動。
[1]徐九華,王珉.高強度鋼內螺紋冷擠壓強化研究[J].材料工程,2000(4):41-44.
[2]繆宏,左敦穩,汪洪峰,等.沖擊載荷對飛機起落架螺紋連接的影響[J].沖擊與振動,2010,29(2):208-212.
[3]許曉靜,張雪峰,劉桂玲,等.等通道轉角擠壓下變形體長度對應力的影響及開裂判據分析[J].機械工程學報,2008,44(1):223-226.
[4]Deshpande V S,Needleman A,van der Giessen E.Discrete Dislocation Modelling of Fatigue Crack Propagation[J].Acta.Mater.,2002,50(4):831-846.
[5]孫暄,姜澄宇,王珉.單片機在300M 鋼大直徑內螺紋冷擠壓成形過程監測中的應用[J].航空制造技術,1996(1):25-27.
[6]左大為,陳秀敏,申光憲,等.軋機壓下螺紋副承載特性測試研究[J].中國機械工程,2006,17(3):307-311.
[7]Miao Hong,Zuo Dunwen,Wang Hongjun,et al.Surface Characteristics of 10Ni3MnCuAl Steel by Shot Peening[J].Transactions of Nanjing University of Aeronautics&Astronautics,2010,26(3):178-183.
[8]Franco L A L,Lourenco N J,Graca M L A,et al.Fatigue Fracture of a Nose Landing Gear in a MilitaryTransport Aircraft[J].Engineering Failure Analysis,2006,13(3):474-479.
[9]陳永楠,魏建鋒,趙永慶,等.Ti14合金半固態變形組織及力學性能[J].稀有金屬材料與工程,2009,38(10):1822-1825.
[10]Flewitt P E J.The Impact of Secondary and Residual Stresses on Structural Integrity[J].International Journal of Pressure Vessels and Piping,2008,85(3):117-120.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國生殖健康(2019年3期)2019-02-01 06:12:26
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00