焊接對鋼板Z向性能的影響
2011-09-04 04:43:34曾志斌
鐵道建筑 2011年2期
曾志斌
(中國鐵道科學研究院 鐵道建筑研究所,北京100081)
焊接對鋼板Z向性能的影響
曾志斌
(中國鐵道科學研究院 鐵道建筑研究所,北京100081)
以上海閔浦大橋下弦桿整體節點板與斜撐桿翼緣板之間的T形接頭為工程背景,分別采用埋弧自動焊、實芯焊絲CO2氣體保護焊和手工電弧焊三種方法各焊接2組十字全熔透焊接接頭,按照有關規范進行Z向拉伸試驗。結果表明,鋼板的Z向抗拉強度與軋制方向的抗拉強度基本相當;焊接能使鋼板的Z向抗拉強度提高1% ~3%;分別采用埋弧自動焊、CO2氣體保護焊和手工電弧焊時,鋼板的Z向斷面收縮率均小于母材,且減小的幅度依次增大;在計算層狀撕裂敏感性指數時,可不考慮焊接方法的影響;推薦采用埋弧自動焊或CO2氣體保護焊。
焊接 鋼板 Z向(板厚方向)性能 試驗
自20世紀90年代以來,我國交通領域基礎設施的建設突飛猛進,在各類橋梁建設中鋼橋以自重輕、跨越能力大等優點得到廣泛應用。為了滿足承載功能和美學等方面的需要,在鋼橋設計中難免會采用一些特殊構造細節,除了要考慮結構的強度、剛度、穩定性和疲勞外,還要求鋼板自身具有較好的Z向(板厚方向)性能,保證鋼板不至于在Z向受力時產生層狀撕裂。這樣的案例很多,例如美國肯塔基州 Kenton縣的Ⅰ—275號公路橋,其縱梁翼緣與箱形墩帽的腹板組成框架結構,在制造時由于高拘束度而在腹板中產生了層狀撕裂,并延伸到焊趾附近的腹板表面[1]。
所謂層狀撕裂(Lamellar Tearing),是指厚板結構焊接時由于Z向(板厚方向)受力而致沿厚板軋層產生的一種特殊裂紋。層狀撕裂通常發生在角接焊接頭(如T形接頭、十字形接頭和隅角焊接頭等)的熱影響區和靠近熱影響區的母材上,不會發生于焊縫之中,而且平行于鋼板表面。產生層狀撕裂的外因是在角接接頭中沿著板厚方向作用的拉應力,內因是鋼材中含有微量的非金屬夾雜物,特別是硫化物,如MnS,其次是SiO2、Al2O3等氧化物[2-3]。
對層狀撕裂的研究開始于20世紀60年代,國內外研究的重點集中在層狀撕裂產生的機理和如何預防層狀撕裂等方面[2-4],并相繼制定了抗層狀撕裂的鋼材標準和試驗方法[5-6],這些標準和試驗方法大致接近。層狀撕裂的試驗方法主要有Z向窗口試驗法、Cranfield試驗法和 Z向拉伸試驗法[2-3],其中 Z向窗口試驗法能模擬實際焊接接頭,國際焊接學會(IIW)以此試驗方法為基礎對Z向鋼進行分級;最常用的是Z向拉伸試驗法,這是一種通過測試標準試件的斷面收縮率來評價層狀撕裂敏感性的間接方法。
在歐洲和日本制定的層狀撕裂敏感性評定方法和標準[7-8]中,層狀撕裂敏感性指數主要受焊角尺寸、接頭形狀、彎曲約束度、受拉約束度和預熱的影響,其中不包含焊接方法的影響。在國家標準“厚度方向性能鋼板(GB 5313—85)”中規定試件夾持端的焊接可采用任何適宜方法(如摩擦焊、手工電弧焊等)。為了了解不同焊接方法對鋼板Z向性能的影響,以上海閔浦大橋下弦桿整體節點板與斜撐桿翼緣板之間的連接接頭為工程背景,以十字全熔透焊接接頭來模擬該連接形式,分別采用埋弧自動焊、實芯焊絲 CO2氣體保護焊和手工電弧焊三種焊接方式進行焊接,經無損檢測合格后,按照規范在芯板上沿板厚方向切取試件進行Z向拉伸試驗,對比拉伸強度和斷面收縮率,以了解不同焊接方法對鋼板Z向性能的影響。
1 上海閔浦大橋下弦節點簡介
上海閔浦大橋下弦節點如圖1所示,其中斜撐桿翼緣板與下弦桿整體節點板之間采用全熔透焊接連接,斜撐桿腹板與整體節點板不連接,在下弦桿內與斜撐桿翼緣板對應位置設有橫隔板[9]。整體節點板采用Q370qE級鋼,其他構件采用Q345qD級鋼。采用歐洲和日本有關規范對該接頭的層狀撕裂敏感性指數進行評定,結果表明整體節點板所用鋼板的Z向性能必須達到Z25級,即整體節點板Z向的斷面收縮率φz不得小于 25% ,含硫量不得大于 0.007%[8,10](歐洲、美國和日本規范為0.008%)。
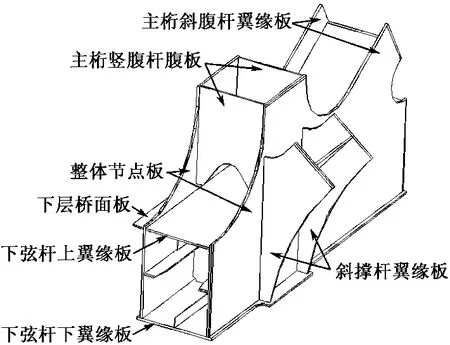
圖1 上海閔浦大橋下弦節點示意
2 試驗用材
綜合考慮設計圖紙中下弦整體節點板的接頭形式和焊接工藝評定試驗中的T形接頭形式,試驗中采用44 mm厚Q370qE—Z25級橋梁用結構鋼板模擬整體節點板,采用44 mm厚 Q370qE(Z25)級和40 mm厚Q345qD級橋梁用結構鋼板模擬斜撐桿翼緣板,其化學成分和力學性能均符合橋梁用結構鋼(GB/T714—2008)的要求(如表1所示)。埋弧自動焊采用 φ5.0 mm的H08MnA焊絲+SJ101焊劑,CO2氣體保護焊采用φ1.2 mm的 ER50-6焊絲,手工電弧焊采用 φ4.0 mm的E5015電焊條,焊材的化學成分及其熔敷金屬的實測力學性能符合相關規范的要求。

表1 試驗用鋼板的化學成分和力學性能
3 試件制備
3.1 鋼板母材
按照 GB 5313—85所述的方法,在 Q370qE鋼板上取樣和加工試件。因為鋼板厚度為44 mm,故試件采用整個板厚加工而成(GB 5313—85中的 a型試樣),試件直徑為12 mm(如圖2所示)。試件數量為6個,選取其中3個做試驗,另3個備用。
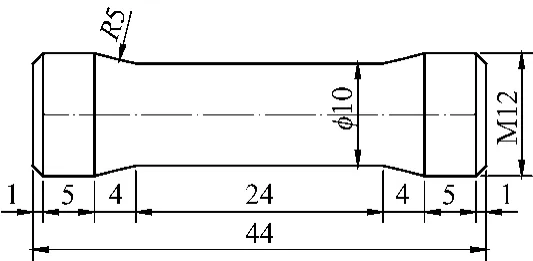
圖2 鋼板母材Z向拉伸試件(單位:mm)
3.2 十字全熔透焊接接頭
十字全熔透焊接接頭試件共分6組,其中第1,2組用埋弧自動焊,第3,4組用實芯焊絲CO2氣體保護焊,第5,6組用手工電弧焊。試件的尺寸和坡口形式與制造廠家的焊接工藝評定報告相同[11](如圖3所示),試件長度≥200 mm。
第1,2組試件在有坡口側焊接多道之后,在背面采用碳弧氣刨清根,然后焊接2道,之后再在有坡口側焊接,直至完成。第3~6組試件在大坡口側焊接多道之后,在小坡口側采用碳弧氣刨清根,然后焊接,為了防止過大的角變形,需要將試件反復翻身,即盡量對稱施焊。實際焊接工藝參數如表2所示,其中第1~4組為制造廠家焊接工藝評定所采用的參數[11]。
試件焊接完成24 h之后,采用超聲波探傷,結果沒有發現缺陷或層狀撕裂裂紋。
為了檢查鋼板靠近表面部分的厚度方向性能,采用GB 5313—85中的c型試樣,試件取樣位置和尺寸如圖4所示。試件數量為6個,選取其中3個做試驗,另3個備用。同時,每組試件取了1個焊縫金屬的拉伸試件。
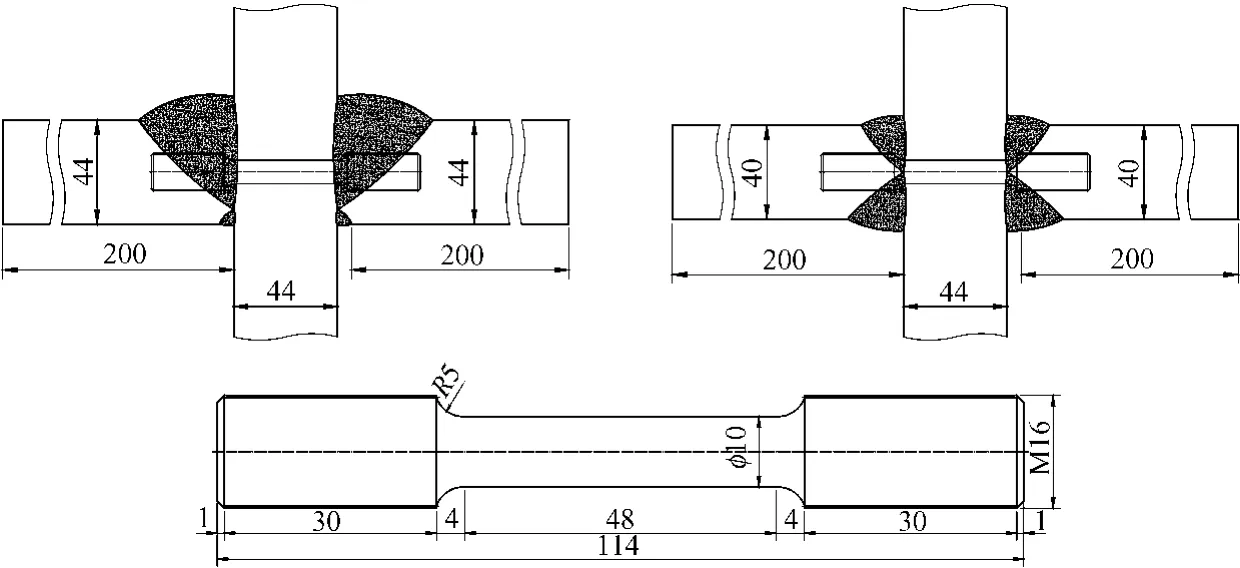
圖4 拉伸試件取樣位置和尺寸(單位:mm)
4 試驗結果及其分析
拉伸試驗在WE-300型試驗機上進行。Z向拉伸試件破壞的斷口位置全部位于試件中部,斷口呈現典型的杯口狀。試件拉伸破壞后,用游標卡尺測量斷口處的直徑,并與試驗前試件的直徑相比較,按照下式求得斷面收縮率φz。
式中,F0為試件原始橫截面積(mm2),F0=πd20/4;F為試件斷裂后的最小橫截面積(mm2),F=π(d1+d2)2/16,d1和d2為兩個互相垂直的直徑的測量值,如果斷面呈橢圓形,則d1和d2表示橢圓的兩根軸。
鋼板母材和十字全熔透焊接接頭Z向拉伸試件的抗拉強度和斷面收縮率試驗結果分別如圖5和圖6所示,圖5中σb為芯板軋制方向實測拉伸強度值。
從圖5和圖6可以看出:
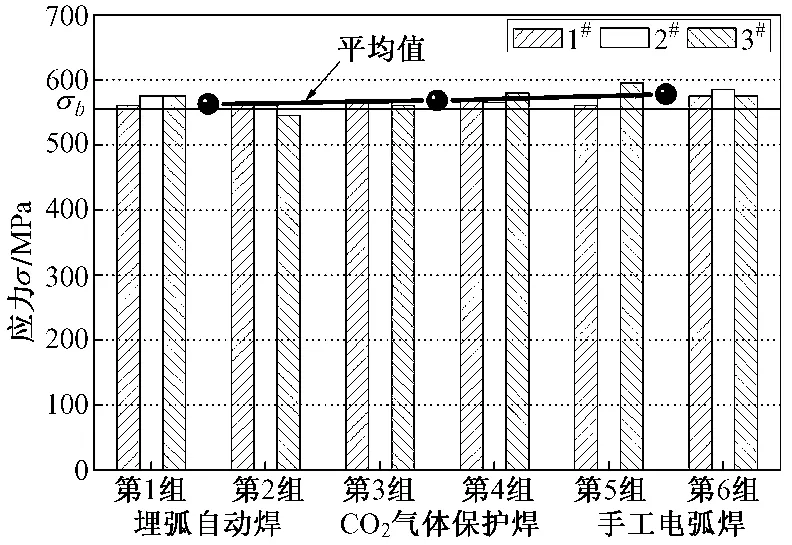
圖5 十字接頭Z向拉伸抗拉強度
1)除一個數據外,十字全熔透焊縫芯板的Z向抗拉強度均略高于Q370qE鋼板母材軋制方向抗拉強度的實測值,可以認為鋼板的Z向抗拉強度與軋制方向的抗拉強度相當。
2)采用埋弧自動焊、CO2氣體保護焊和手工電弧焊三種焊接方法,十字全熔透焊縫芯板Z向的抗拉強度逐次增大,但增大幅度僅為1% ~3%,即焊接對鋼板Z向抗拉強度幾乎沒有太大影響。
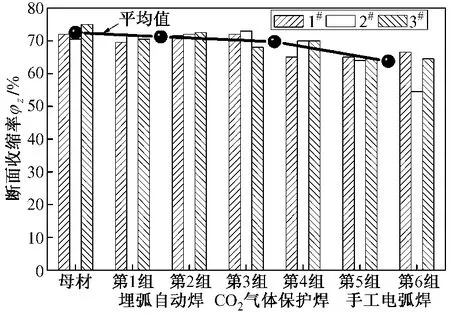
圖6 母材和十字接頭的斷面收縮率
3)采用埋弧自動焊、CO2氣體保護焊和手工電弧焊三種焊接方法,十字全熔透焊縫芯板Z向的斷面收縮率逐次減小,與母材相比,減小的幅度依次為1.72%,3.79%和12.07%。
4)盡管試驗采用的Q370qE鋼出廠標記為Z25號鋼,但是實際測試母材 Z向的斷面收縮率達到了72.5%,遠大于Z25號鋼規定斷面收縮率≥25%的標準。
綜合分析焊接方法對鋼板Z向抗拉強度和Z向斷面收縮率的影響,建議在進行鋼板 Z向拉伸試驗時,試件夾持端的焊接宜采用埋弧自動焊或CO2氣體保護焊。
將本次試驗實測的斷面收縮率與國外同類試驗實測值的比較如圖7,當硫含量相同時,本次試驗的實測值比日本的試驗值稍偏高,這與鋼板本身材質較好有關。
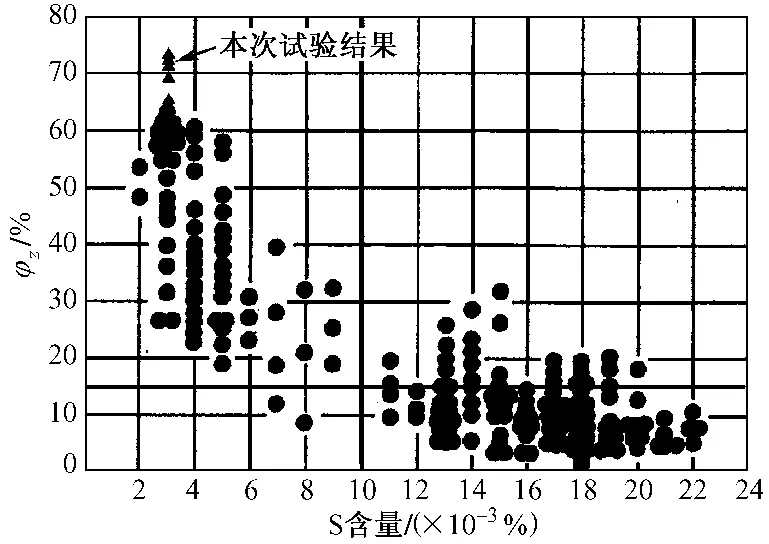
圖7 本次試驗斷面收縮率實測值與日本試驗值的比較
5 結束語
層狀撕裂可在焊接過程中形成,也可在焊接結束后啟裂和擴展,甚至還可能延遲到使用期間才發生,即具有延遲破壞性質。層狀撕裂引發的裂紋位于接頭內部,不但無損檢測難以發現,而且更難以修復。因此,層狀撕裂具有非常大的危害性。為了預防層狀撕裂,優先改善焊接接頭的設計,盡量避免重要構件在板厚方向產生拉應力,或者改善焊接工藝;實在克服不了時選用抗層狀撕裂鋼材,即Z向鋼。在進行鋼板的Z向性能試驗時,若不能直接在鋼板厚度方向上加工取樣,或者需要檢查鋼板靠近表面部分的Z向性能時,往往需要焊接夾持端。另外,在實際鋼橋的某些T形接頭、十字形接頭或隅角焊接頭處,需要其中一塊鋼板承受Z向力。通過本次試驗研究,大致可得到以下結論:
1)鋼板的Z向抗拉強度與軋制方向的抗拉強度相當;
2)采用不同的焊接方法時鋼板的Z向抗拉強度稍有變化,幾乎可忽略不計;
3)分別采用埋弧自動焊、CO2氣體保護焊和手工電弧焊三種焊接方法時,鋼板的Z向斷面收縮率均低于母材,且減小的幅度依次增大,但是最大幅度均不是很大,因此在計算層狀撕裂敏感性指數時,可不考慮焊接方法的影響;
4)在進行鋼板Z向拉伸試驗時,試件夾持端的焊接推薦采用埋弧自動焊或CO2氣體保護焊。
[1]John W 費希爾.鋼橋的疲勞和斷裂[M].項海帆,史永吉譯.北京:中國鐵道出版社,1989.
[2]陳伯蠡.焊接工程缺欠分析與對策[M].北京:機械工業出版社,1998.
[3]INOUE T.Lamellar tearing[J].Welding International,2004,18(12):936-943.
[4]史永吉,王輝,方興,白玲.鋼材層狀撕裂及抗層狀撕裂焊接接頭的設計[J].中國鐵道科學,2005,26(6):69-74.
[5]ISO 7778:1983 Steel plate with specified through-thickness characteristics[S].International Organization for Standardization,1983.
[6]國家標準局.GB 5313—85 厚度方向性能鋼板[S].北京:中國標準出版社,1985.
[7]BS EN 10164:2004 Steel products with improved deformation properties perpendicular to the surface of the product[S].Brussels:European Committee for Standardization,2004.
[8]日本土木學會鋼構造委員會鋼材規格小委員會.耐ラメラテア鋼の土木構造物適用特性[J].土木學會誌,1985年8月號.
[9]曾志斌.上海閔浦大橋主跨鋼桁梁設計關鍵技術研究[R].北京:中國鐵道科學研究院鐵道建筑研究所,2009.
[10]國家質量技術監督局.GB/T 714—2008 橋梁用結構鋼[S].北京:中國標準出版社,2009.
[11]江蘇中泰鋼結構有限責任公司.上海 A15公路閔浦大橋鋼梁焊接工藝評定試驗總結報告[R].江蘇:江蘇中泰鋼結構有限責任公司,2007.
U445.47+2;TG115.6+2
A
1003-1995(2011)02-0011-04
2010-09-20;
2010-10-18
曾志斌(1969— ),男,湖北天門人,副研究員,碩士。
(責任審編 孟慶伶)