剔除式飲料啤酒分瓶器設計及電氣控制
2011-08-26 08:05:06李金熱
制造業自動化 2011年1期
李金熱
LI Jin-re
(南京工業職業技術學院 機械工程系,南京 210046)
0 引言
所謂分瓶器,是在瓶裝啤酒及飲料進入自動包裝機械(例如裝箱機、瓦楞紙箱包裝機、熱收縮塑膜包裝機等)中.將排列好的瓶子進行分組,以便進一步包裝的機構。它是包裝機械中一個首當其沖的環節,它的優劣關系到整機性能的好壞。隨著啤酒行業的快速發展,啤酒生產技術不斷更新,生產規模不斷擴大,目前國產的生產線已達到36000瓶/小時,國外先進的生產線已達到60000瓶/小時。隨著這個行業的速度往高速線方向的發展以及不同的瓶型,包括方瓶等異型瓶在多列進入紙包和塑包機器的需求,導致了對剔除式分瓶器的需求。目前各企業均是引進國外設備,德國海富HEUFT 、克朗斯KRONES 美國美灝MIHO是排名前列的典型的供應商。由于國外產品的價格非常昂貴,限制了中小企業的使用,并且增加了包裝成本。因此需要開發性能優越、價格較低的機型,適應于中小企業使用。
1 分瓶器基本組成及工作原理
剔除式分瓶器的主要目的是把灌注機和貼標機等高速設備的出口出來的單列的產品分成兩道,進入不同的兩個隊列,中間有護欄分隔,以進入下一個要求分列進入的機器,如紙包機或塑包機。紙包機或塑包機一般要求三列/四列或更多列進入機器內部,所以在剔除式的分瓶器后還要有相應的二次分配的裝置。剔除式分瓶器在實現一列分兩列時,已經在產品間產生了巨大的間隔,故二次分配裝置極易實現。
剔除式分瓶器主要包含檢測部分和分瓶裝置,如圖1所示。
檢測部分主要為光電開關和編碼器,光電開關用來檢測位置和計數;編碼器安裝在減速機的軸上,決定電磁閥控制的分瓶頭的推出和回縮時機。
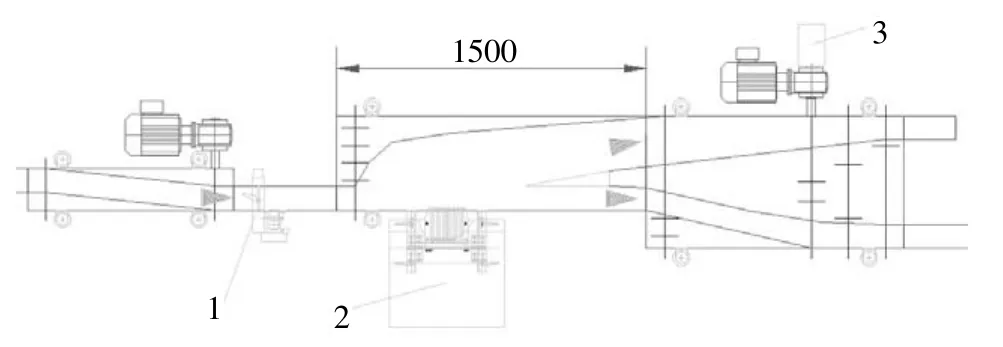
圖1 分瓶器結構示意圖
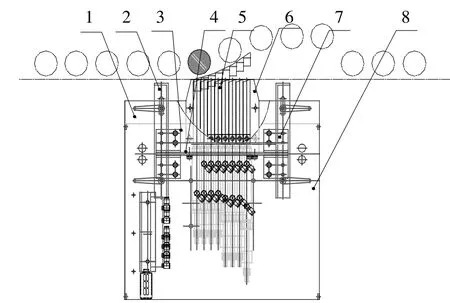
圖2 分瓶裝置示意圖
分瓶裝置主要由機架、導向裝置、氣動系統等組成,其結構如圖2所示。機架主要起支撐作用;導向裝置是由多塊導向板組合在一起,安裝在氣缸的活塞桿上,氣缸隊列通過連續性的伸出和縮回,改變出口護欄的位置,引導產品進入不同的兩個隊列。其關鍵在于氣缸變換位置后的導向板的孤度以及控制氣缸伸出和縮回的時機,保證護欄的柔性切換和瓶子通過的穩定性,不至于發生倒瓶影響生產效率的問題。氣動系統主要由貯氣罐、電磁閥及底座和可調氣缸等組成。氣動原理圖如圖3所示。
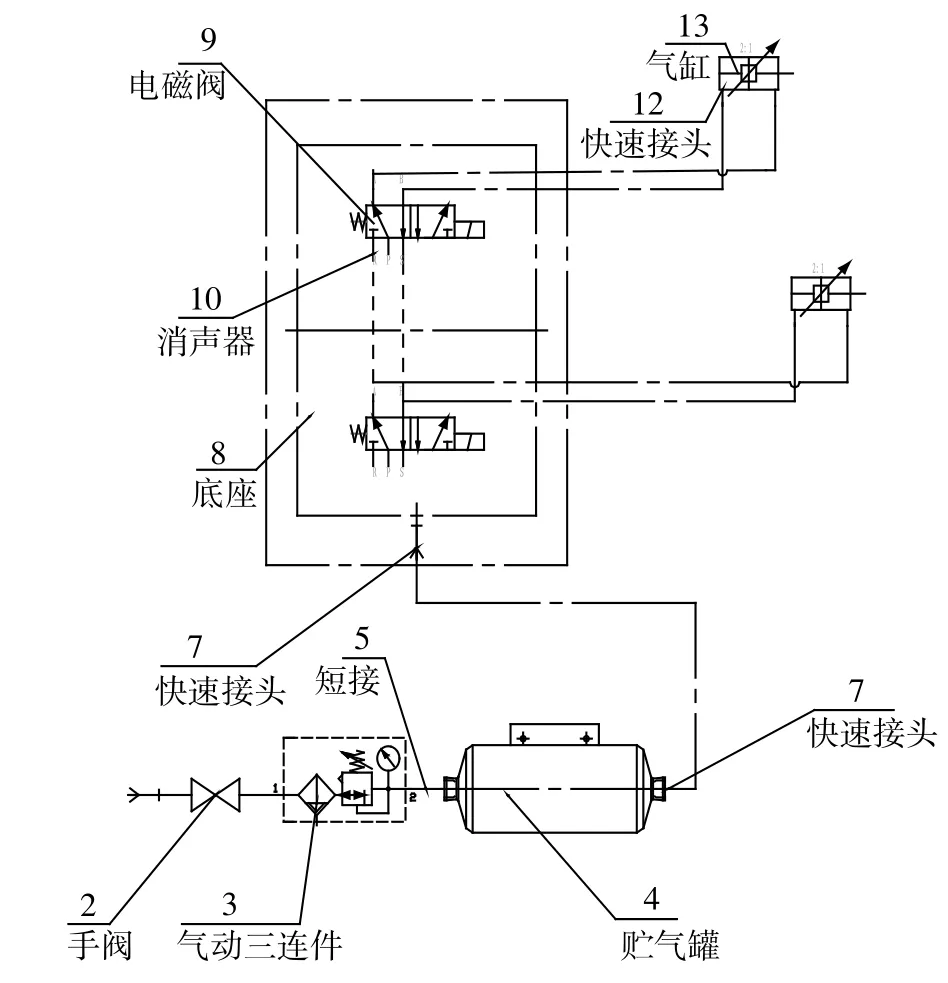
圖3 分瓶器氣動原理圖
2 控制系統
2.1 硬件設計
通過對分瓶器工作流程和氣動系統原理分析可知, 分瓶器動作雖不復雜,但動作速度快,各動作之間需要相互配合協調控制,具有多個的接近開關以及磁感應傳感器,控制氣動控制回路以實現分瓶過程的順利進行。
8缸分瓶器控制系統由人機界面HMI、PLC、編碼器等組成。
人機界面HMI根據工藝要求采用西門子TP270,完成瓶型的選擇、開機操作、參數顯示、氣缸的行程調節、系統設定等功能。
PLC采用SIEMENS 313C-2DP作為控制單元,外加1塊16DI/16DO擴展模塊、1塊SM 332 AO2x12Bit輸出模塊1塊和高速計數模塊。313C CPU模塊帶DP接口,可連接到現場的PROF IBUS2DP網絡上,集成于上一級控制系統。
2.2 軟件設計
本程序采用SIEMENS STEP 7作為編程軟件,采用模塊化程序設計方法,用文件塊的形式管理編寫的程序及程序運行所需的數據。整個控制程序可分為瓶型控制、故障處理信息處理和瓶型選擇等三個主要模塊,分別將這三個模塊設計成獨立對應的子程序,供主程序模塊調用。程序框架如圖4所示。
1)組織塊OB1
OB1是主程序循環塊,在執行時要調用FC100、FC490和FC504等實現不同功能的功能塊,另外,主程序還要實現手動/自動系統運行指示等功能。
2)分瓶控制系統塊FC100
分瓶控制系統塊FC100的功能是完成1#分瓶器的分瓶控制、分瓶閥組控制和復位控制。3個功能分別由FC101、FC103和FC105功能塊實現。分瓶控制FC101使用高速計數器SFB47計數編碼器的脈沖數,1#分瓶控制數據存放在DB101中;分瓶閥組控制FC103實現8個電磁閥的手動/自動控制,相關數據從1#分瓶器閥組DB103 中調用;復位控制FC105是氣缸活塞桿伸狀態時,此輪最后一個瓶子走過最后一個氣缸后,復位氣缸使活塞桿處于縮回狀態。
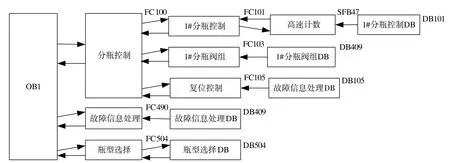
圖4 程序框架圖
3)故障信息處理功能FC490
故障信息處理功能FC490的功能是系統急停故障顯示及系統復位指示。故障信息放入數據塊DB490,供程序調用。
4)瓶型選擇功能FC504,瓶型選擇功能FC504實現瓶型1與瓶型2選擇,瓶型1與瓶型2的參數通過SFC20傳送DB504中,供FC504使用。從而可以通過人機接口上的按鈕選擇瓶型。
5)另外程序中還包含初始化塊OB100、通信故障中斷組織塊OB87、機架故障組織塊OB86和診斷中斷組織塊OB82。
其中以分瓶控制子程序為例,分瓶控制塊FC100的程序如下:
Network 1
CALL "DIVIDER 01 CTRL FC" FC1011#分瓶控制FC
NOP 0 Network 2
CALL "DIVIDER 01 VAVLE GP FC" FC1031#分瓶器閥組FC
NOP 0 Network 3
CALL "DIVIDER RESET CTAL" FC105復位控制FC
NOP 0
2.3 系統的組態設計
系統的組態設計采用SIEMENS公司WinCC Flexible,它可以為所有基于Windows CE 的SIMATIC HMI設備組態。運行系統在過程模式下執行項目,實現與自動化系統之間的通信、圖像在屏幕上的可視化,各種過程的操作、過程值的記錄和報警事件。觸摸屏組態主要完成運行狀態監視、系統運行模式選擇、參數設定及故障報警等功能。經過組態設計后,主要有主畫面、分瓶器手動操作、運行狀態監視和系統參數設定等4個畫面。主畫面控制瓶型的選擇;分瓶器手動操作控制閥組的手動調整;系統參數設定完成觸摸屏的校正和清屏工作。設備運行過程中的運行狀態監視界面如圖5所示。
圖5 運行狀態監視界面
3 結束語
8缸剔除式分瓶器已經應用在24000BPH啤酒飲料灌裝線上,經過一段時間的試運行,分瓶器運行可靠、穩定性好,倒瓶率低,每小時倒瓶率<1/10000。因為替代了昂貴的進口設備,用戶節省了采購費用,同時也也滿足了對方形等非傳統圓柱形的異性瓶的包裝需求。
[1]王國海. 可編程控制器應用技術[M]. 北京: 中國勞動社會保障出版社, 2008.
[2]常曉玲. 電氣控制系統與可編程控制器[M]. 北京: 機械工業出版社, 2004.
[3]SIEMENS(西門子)公司. SIMATIC Step 7 梯形圖編程手冊[Z]. 1998.
[4]SIEMENS(西門子)公司. SIMATIC Step 7-300 PLC硬件模板手冊[Z]. 1998.
[5]廖曉科, 廖羅爾. 基于PLC改進啤酒灌裝線控制系統故障診斷的研究. 食品與機械, 2009, (3): 82-83, 119.
[6]王莊勇. 紅外線自動檢測驗瓶機的設計.包裝與與食品機械, 2004, (2): 18-20.
[7]劉海豐, 周秀梅.啤酒及飲料包裝機械的幾種分瓶系統的比較[J]. 食品與包裝機械, 2003(5): 39-41.
[8]辛一行. 現代機械設備設計手冊. 北京: 機械工業出版社,1996.
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
