SBS 改性瀝青的生產工藝研究
2011-08-20 08:55:42馬銀平
山西建筑 2011年19期
馬銀平
1 概述
我國國民經濟高速發展帶來了公路交通量迅速增長、車輛大型化和繁重的道路運輸。盡管許多公路瀝青路面使用了符合要求的重交通道路瀝青或進口瀝青,但是瀝青路面的車轍、開裂、脆性坑槽等病害還十分嚴重。就瀝青而言,影響瀝青路面使用性能的因素有瀝青混合料的瀝青用量、接觸面瀝青膜厚薄、瀝青層厚度、瀝青流遍特性、瀝青的油源及瀝青標號、感溫性、感時性、瀝青老化性、瀝青粘度、瀝青化學組分以及瀝青與石料的粘附性等。為全面提高瀝青的使用性能改善瀝青混合料,采用改性瀝青是有效的措施之一,本文以LGS-15型改性瀝青設備為例,來對改性瀝青生產工藝進行研究。
2 工藝流程及操作要點
2.1 改性瀝青的生產
我公司采用LGS-15型改性瀝青設備為膠體磨式,其特點是生產工藝為連續生產、分批研磨工藝,研磨質量好、效率高。將經過實驗室反復研究確定的基質瀝青加熱到165℃~175℃,然后將改性劑通過輸送機加入到基質瀝青中,溶脹10 min左右(在溶脹過程中要進行攪拌),時間達到后,系統自動將溶脹好的瀝青通過膠體磨泵入中轉罐,反復研磨2遍~3遍,最后泵入成品存儲罐中。
2.2 原材料及用量
SBS改性瀝青是在基質瀝青中摻加少量的熱塑性橡膠,通過一定的工藝加工而成,改性瀝青的性質與基質瀝青密切相關。因此要生產符合規范要求的改性瀝青,選擇基質瀝青是關鍵。
2.2.1 瀝青
1)基質瀝青與改性劑SBS的相配性。石油瀝青的組成和性質差異,歸根到底是原油的組成和性質差異。研究表明,瀝青是復雜的混合物,在環境溫度時呈現彈性型。因此我們在生產中采用試驗用FM-300高速剪切機,對基質瀝青取樣改性,考察不同改性劑品種,最終選定合適的配方及工藝。
2)選用合適的基質瀝青標號。改性瀝青的等級是按25℃針入度來區分的。一般來說,基質瀝青用通常工藝手段改性后其針入度要下降20~25。如70號重交瀝青改性后針入度一般在45~50左右,只能符合I-D級要求。所以,加工I-D級一般選用70號瀝青,I-C級一般選用90號瀝青,I-B級一般選用110號瀝青。
3)基質瀝青要符合重交瀝青的技術標準要求。目前的路用瀝青有普通道路瀝青和重交通瀝青。通過兩者的性能對比發現,重交瀝青強調了15℃延度及含蠟量的要求。SBS改性瀝青的突出優點就是低溫延伸性能的大幅度提高,因而對基質瀝青的低溫延度也有較高要求。同時,基質瀝青中含蠟量的高低,與改性瀝青的感溫性能、相溶性也有直接關系。
2.2.2 改性劑
SBS改性劑主要改善瀝青的高溫穩定性,同時改善低溫抗裂性能。它常溫下具有橡膠的彈性,高溫下能像熱塑料般熔融流動成為可塑性材料,因而稱熱塑彈性體。SBS改性劑在改性瀝青生產中的應用效果最理想,其主要特點是:
1)改變了瀝青流變學性質,粘彈性和延性提高,路面的抗沖擊能力、抗開裂能力、耐磨耗能力都大大增加,可延長瀝青路面的使用壽命;
2)增大了瀝青的粘附性和粘韌度,提高了瀝青與砂石料的結合力,改善了瀝青混合料的強度和防水能力,增強了瀝青路面的耐久性;
3)降低了瀝青的溫度敏感性,使瀝青的針入度和軟化點下降、彈塑范圍擴大,耐流動變形性能力得到改善,使瀝青路面平坦性能和抗車轍性能得到提高,使行車速度提高,路面維護減少。
根據苯乙烯和丁二烯所含比例的不同和分子結構的差異,SBS改性劑分為線型結構和星型結構兩種。實驗表明,星型SBS改性劑效果最好。但在加工性能方面,線型的要比星型的容易加工。在生產過程中應根據基質瀝青、加工工藝選擇合適的SBS改性劑。我單位經過實驗,根據膠體磨的研磨效果,結合自己的生產工藝,選用燕山石化SBS1301和SBS4303型混合料,改性效果顯著。一般摻量為5%左右。
2.2.3 穩定劑
改性瀝青生產方式有現場加工和成品生產兩種工藝。現場加工一般是改性瀝青設備與拌和樓配合使用,生產出的改性瀝青在儲存罐中稍作保溫存放即輸入拌和樓。這種工藝不需要加入穩定劑,只要保溫攪拌即可。SBS改性瀝青的生產問題就是瀝青與SBS的相溶性問題,如果兩者的相溶性不好,則瀝青會發生離析,使改性瀝青的技術指標受到很大的影響,尤其是成品生產改性瀝青的存儲、運輸,放置時間長,由于瀝青中含有較多的極性化合物,而SBS改性劑是屬于非極性化合物,粘度大,易集中在上部,因此瀝青則容易沉在下部,即產生離析現象。這種不穩定性對生產成品SBS改性瀝青的存儲是不利的,尤其在長途運輸時更不容易解決。加入穩定劑可以降低瀝青相與SBS相之間的界面能,SBS相的分散,強化了兩相間的粘合。同樣,穩定劑的選用也需要根據瀝青型號來選擇,在生產前必須進行實驗,選用合適的穩定劑。
2.3 生產工藝流程
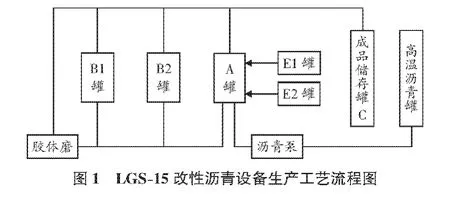
圖1為LGS-15改性瀝青設備生產工藝流程圖,具體的操作步驟如下。
2.3.1 配方設定
首先設定生產配方,瀝青、改性劑、穩定劑的比例,并確定是單步還是連續。
2.3.2 人員安排
操作本設備需要三個熟練的工作人員,其中一人在控制臺負責整套設備的操作,并在發生意外情況時及時斷電停機,另外兩人在機械設備工作運轉時,往E罐加入改性劑等輔料,并巡視設備運轉情況。
2.3.3 開機順序
根據生產工藝要求的各項控制參數,開機前先打開空壓機,然后啟動膠體磨。
1)將加熱到170℃~180℃的基質瀝青泵入到A罐;
2)將所需改性劑(E1)和穩定劑(E2)經過螺旋輸送器送入A罐,攪拌約10 min;
3)開動膠體磨,研磨A罐中的瀝青到B1罐;
4)B1罐的瀝青再由膠體磨進入到B2罐;
5)B2罐研磨一遍進入到成品罐。
為防止改性劑從瀝青中離析,應啟動成品罐內的攪拌器進行攪拌。實際生產中,為了提高生產效率,上述流程是交互執行的,例如有A罐向B罐完成倒罐后,隨即進行對A罐注入第二批基質瀝青。在自動操作中,整個過程由計算機PLC自動完成。
生產出的SBS改性瀝青能夠符合山西省地方標準DB14/T 160-2007公路瀝青路面施工技術規范,更符合JTG F40-2004公路瀝青路面施工技術規范中改性瀝青技術要求。地方標準在軟化點與5℃延度等方面提出了更高的要求。現將兩個標準中改性瀝青作為上面層的不同技術要求如表1所示。
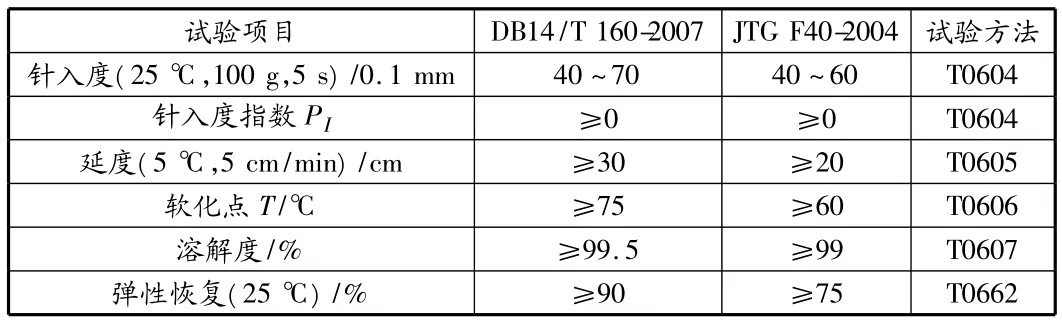
表1 兩個標準中改性瀝青作為上面層的不同技術要求
3 結語
利用LGS-15改性瀝青設備生產的SBS改性瀝青能夠滿足市政道路工程的需要,已廣泛應用到太—古高速、平陽路道路改造工程、興華街等工程,使用效果良好,但SBS改性瀝青屬于熱力學不穩定體系,其穩定性問題仍需要我們繼續研究。
[1]楊林江,李井軒.SBS改性瀝青的生產與應用[M].北京:人民交通出版社,2009.
[2]西安達剛路面機械股份有限公司.LGS-15改性瀝青設備使用說明[Z].2009.
猜你喜歡
建材發展導向(2022年23期)2022-12-22 07:30:00
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
工程與建設(2019年2期)2019-09-02 01:34:18
中國軍轉民(2017年6期)2018-01-31 02:22:28
鑿巖機械氣動工具(2017年3期)2017-11-22 07:21:44
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
河南科技(2014年11期)2014-02-27 14:09:53
城市道橋與防洪(2014年4期)2014-02-27 07:25:49
