基于人工神經(jīng)網(wǎng)絡(luò)-遺傳算法的取向硅鋼刻痕工藝優(yōu)化
2011-08-20 08:41:10盛元平
艦船科學(xué)技術(shù) 2011年8期
于 健,盛元平,柳 勇
(1.海軍裝備部駐沈陽地區(qū)軍事代表局,遼寧 沈陽 110031;2.武漢第二船舶設(shè)計研究所,湖北 武漢 430064)
0 引言
在軟磁材料領(lǐng)域,取向硅鋼占有巨大的市場份額。這種鋼材由于內(nèi)部獨特的晶體結(jié)構(gòu),沿軋制方向表現(xiàn)出極其優(yōu)越的電磁性能。其主要用于制造如發(fā)電機、繼電器、變壓器等電磁產(chǎn)品的鐵芯,并且越來越受尖端電子產(chǎn)品與軍工產(chǎn)業(yè)的青睞。當(dāng)取向硅鋼處于工作狀態(tài)時,會損失一部分電磁能。這部分損失稱為鐵損,鐵損越低,取向硅鋼的牌號越高。為了降低鐵損,國內(nèi)外學(xué)者做了多方面的嘗試,主要的手段有增大含硅量、減小板厚、細(xì)化磁疇等。目前,工業(yè)生產(chǎn)的取向硅鋼含硅均達(dá)3%以上,進(jìn)一步增加含硅量會嚴(yán)重影響硅鋼的韌性,一般控制在5%以下。減小板厚能有效降低渦流損耗,取向硅鋼最薄厚度僅為0.18 mm,繼續(xù)減小板厚會加大技術(shù)難度與生產(chǎn)成本。刻痕技術(shù)是1種新型的硅鋼后續(xù)處理方法,這種方法能有效細(xì)化磁疇,在理論上能使鐵損下降70%。它最早由日本的Narita提出,經(jīng)過機械刻痕、電化學(xué)刻痕、激光刻痕等階段的發(fā)展,于1984年在新日鐵運用于硅鋼生產(chǎn)[1-2]。
在刻痕過程中,選擇合適的刻痕參數(shù)對于刻痕技術(shù)極其重要。參數(shù)選擇不合理不僅不會降低鐵損,反而會增大鐵損。許多學(xué)者對刻痕參數(shù)與鐵損降低率之間的關(guān)系做了研究。傳統(tǒng)試驗圖表被用來分析刻痕參數(shù)對鐵損的影響規(guī)律,但是這種方法忽略了參數(shù)之間的交互關(guān)系。正交因子法也被用來優(yōu)化參數(shù),但是僅對離散點有效[3]。
人工神經(jīng)網(wǎng)絡(luò)(ANN)是1種新型的信息處理系統(tǒng),它模擬人類大腦的結(jié)構(gòu)來完成諸如聯(lián)想、自組織、泛化等功能。ANN具有處理功能強大、自適應(yīng)能力強等優(yōu)點,對于處理復(fù)雜的非線性問題,尤其是輸入輸出內(nèi)部關(guān)系難以描述,各個參數(shù)與條件需要同時考慮的時候,表現(xiàn)出顯著的優(yōu)越性。事實上,ANN已經(jīng)在工藝參數(shù)優(yōu)化方面顯現(xiàn)了巨大優(yōu)勢[4-5]。
遺傳算法(GA)是近幾年發(fā)展起來的1種嶄新的優(yōu)化算法,它借用了生物遺傳學(xué)的觀點,通過自然選擇、遺傳、變異等作用機制,實現(xiàn)各個個體的適應(yīng)性的提高。這種方法基于概率論原理,所以相對于常規(guī)方法更容易實現(xiàn)全局優(yōu)化,同時GA對于離散函數(shù)與噪聲函數(shù)同樣適用。事實證明,GA是1種很好的函數(shù)最優(yōu)解求解工具[6-7]。
本文通過建立1個取向硅鋼激光刻痕工藝優(yōu)化模型,對武鋼30Q130取向硅鋼在脈沖模式下的刻痕參數(shù)進(jìn)行優(yōu)化。30Q130是武鋼取向硅鋼中具有代表性的產(chǎn)品,在工業(yè)中運用也十分廣泛。單脈沖能量、刻痕速度、刻痕間距等參數(shù)與鐵損降低率有密切關(guān)系,它們對于鐵損的影響將會利用ANN預(yù)測模型加以分析與研究。已有研究表明,沿著垂直于軋制方向刻痕更有利于鐵損降低,因此刻痕方向在本文中不做分析。最后,采用GA搜索使鐵損降低的最佳參數(shù)組合。
1 刻痕工藝的ANN-GA優(yōu)化方法
激光刻痕工藝優(yōu)化模型如圖1所示,其目標(biāo)是確定刻痕速度、脈沖能量、掃描間距等重要刻痕參數(shù)的最佳匹配關(guān)系,使得刻痕后得到較大鐵損降低率。這個過程的第一步是設(shè)計并實施激光刻痕實驗,實驗所得數(shù)據(jù)將作為訓(xùn)練樣本,用來建立鐵損降低率的ANN預(yù)測模型。在GA算法中,ANN預(yù)測模型用來計算種群染色體的適應(yīng)度,如果適應(yīng)度不滿足要求,將進(jìn)行初始種群的染色體進(jìn)行繼承、交叉、變異等基因計算,產(chǎn)生的新種群將替代原來的種群再次進(jìn)行染色體適應(yīng)度的計算,直至適應(yīng)度滿足要求為止。適應(yīng)度是基因運算的取決條件,也是GA算法解決染色體穩(wěn)定性的表征指標(biāo)。

圖1 刻痕工藝參數(shù)優(yōu)化方法Fig.1 Methodology of parameter optimization for the scribing process
2 刻痕實驗
經(jīng)研究,刻痕方向、刻痕速度、脈沖能量、掃描間距對刻痕后鐵損降低率有重大影響[8]。已有文獻(xiàn)表明,沿著垂直于軋制方向進(jìn)行刻痕較其他方向更容易獲得較高的鐵損降低率[9],所以刻痕方向在本文中不作為討論的對象,所有的實驗均沿著垂直于軋制方向的方向進(jìn)行刻痕。因此,確定刻痕速度、脈沖能量、掃描間距為本文的研究對象;用能直觀反映刻痕效果的鐵損降低率作為研究的目標(biāo)函數(shù)。
Krause等的研究表明,在刻痕速度為169 mm/s,刻痕間距小于6 mm時,刻痕后鐵損下降比較明顯[10],同時,50W的激光器所能產(chǎn)生的最大脈沖能量一般低于5 kJ。因此,刻痕速度、脈沖能量、掃描間距等研究參數(shù)的實驗范圍分別選擇為:60~260 mm/s,0.8~3.6 mJ和1.5~5.5 mm。
為了減少實驗次數(shù),節(jié)約時間與實驗成本,我們采用正交設(shè)計法。實驗選用L25(56)正交表,包括3個因子、5個水平,通過因子搭配后產(chǎn)生25組輸入?yún)?shù)組合。因子水平表如表1所示,參數(shù)組合如圖2所示。刻痕實驗在1臺Nd:Yag激光打標(biāo)機上進(jìn)行。這臺激光打標(biāo)機的激光功率為50 W,最大掃描范圍為φ140 mm,刻痕速度范圍為0~7000 mm/s。實驗時,調(diào)節(jié)激光器至調(diào)Q模式,并設(shè)置激光脈沖頻率為1 kHz。
實驗中選擇的材料是武漢鋼鐵公司生產(chǎn)的牌號為30Q130的取向硅鋼片。這種硅鋼片在中國市場上運用廣泛,具有代表性。為了方便刻痕與鐵損測量,先把硅鋼材料裁剪成70 mm×70 mm×0.3 mm的試樣,然后經(jīng)過退火處理消除剪切造成的內(nèi)應(yīng)力。刻痕前,用酒精清洗試樣表面的油脂與灰塵。
刻痕前的試樣鐵損值與刻痕后試樣的鐵損值均采用聯(lián)眾科技有限公司生產(chǎn)的ATM-100鐵損測量儀測量,測試頻率與磁感應(yīng)強度分別為50 Hz和1.7 T。鐵損減低率計算公式為:

其中,η為鐵損降低率;P0為刻痕前試樣的鐵損;P1為刻痕后試樣的鐵損。每組參數(shù)至少實驗5次,取平均值作為最終結(jié)果。
為了減小誤差,每組參數(shù)組合均實驗5次,剔除最大與最小值后取平均值為最終實驗結(jié)果。25組參數(shù)組合的實驗結(jié)果見表2,這些實驗數(shù)據(jù)將用來建立鐵損降低率的ANN預(yù)測模型。
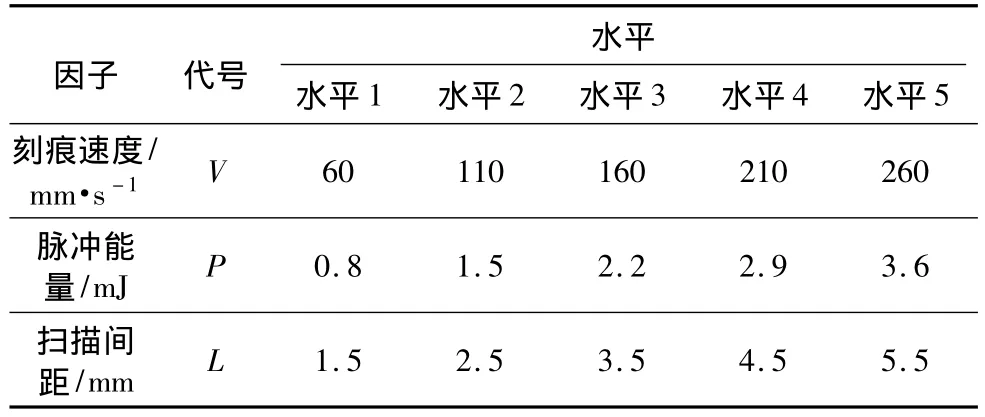
表1 因子水平表Tab.1 Factors and level
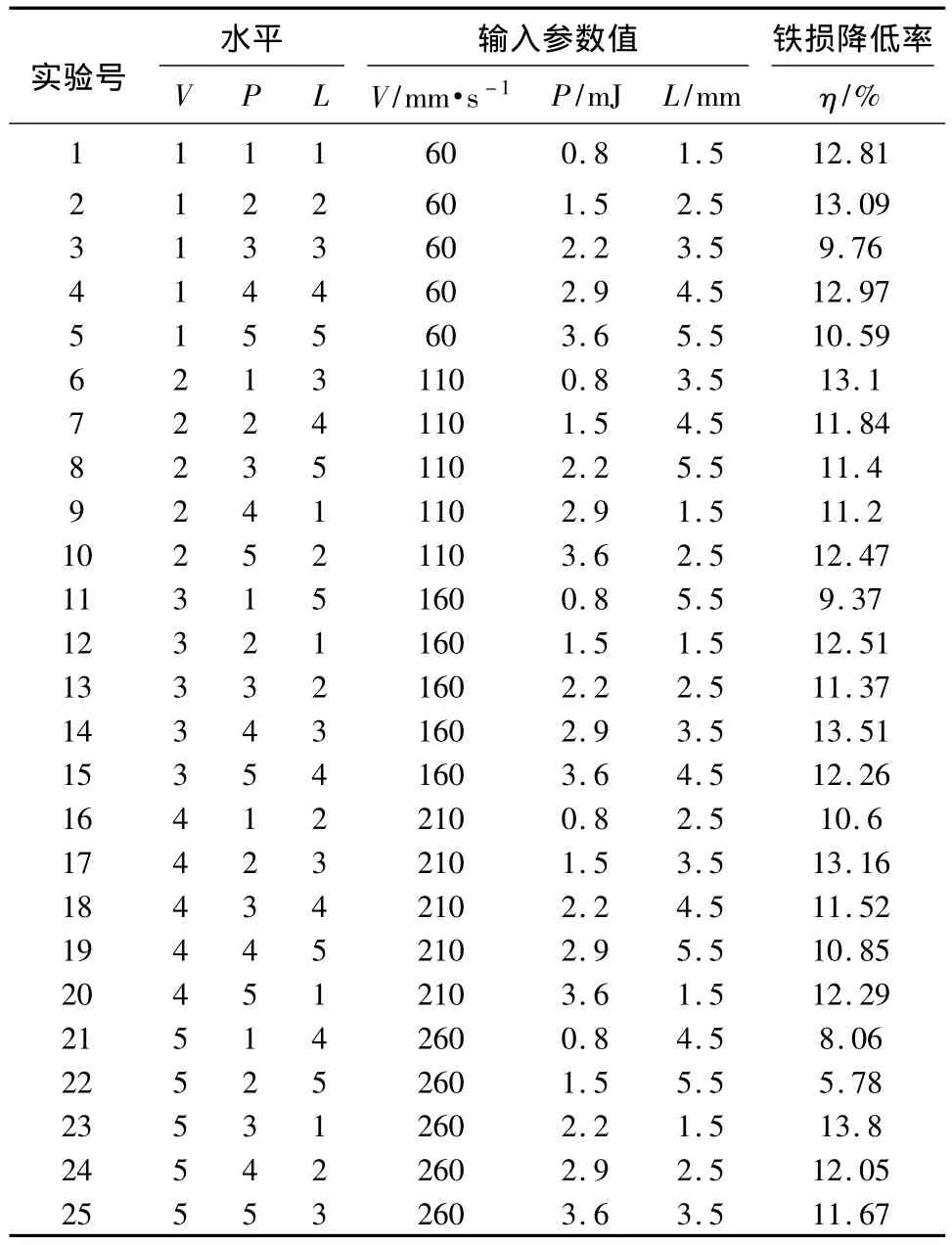
表2 正交設(shè)計與實驗結(jié)果Tab.2 Design matrix and experiment resulta
3 預(yù)測模型的建立
本文采用級聯(lián)BP網(wǎng)絡(luò),它包含輸入層,輸出層和之間的隱層。在級聯(lián)網(wǎng)絡(luò)結(jié)構(gòu)中,后面的網(wǎng)絡(luò)層具有它前面所有的層的連接關(guān)系。也就是說,第一層具有來自輸入向量的權(quán)值,后面各網(wǎng)絡(luò)層都有來自輸入向量和它前面所有網(wǎng)絡(luò)層的連接權(quán),所有網(wǎng)絡(luò)層都具有閾值,最后一層是網(wǎng)絡(luò)的輸出層。已證明,在不限制隱層節(jié)點數(shù)的情況下,采用1個隱層的BP神經(jīng)網(wǎng)絡(luò)結(jié)構(gòu),就可以實現(xiàn)任意非線性映射,所以采用2層網(wǎng)絡(luò)結(jié)構(gòu)。ANN網(wǎng)絡(luò)模型如圖2所示,輸入層有3個神經(jīng)元,分別為代表3個刻痕參數(shù)V,P,L;輸出層有1個神經(jīng)元,代表鐵損降低率η;隱層設(shè)置6個神經(jīng)元,其數(shù)量根據(jù)經(jīng)驗公式獲得。為了讓網(wǎng)絡(luò)輸出值不受限制,輸出層采用線性傳遞函數(shù)。隱層采用雙曲正切傳遞函數(shù),其表達(dá)式為:

圖2 神經(jīng)網(wǎng)絡(luò)模型結(jié)構(gòu)框架Fig.2 Architecture of trainable cascade-forward back-propagation network
網(wǎng)絡(luò)模型的訓(xùn)練采用LM(Levenberg-Marquardt)反饋算法,通過不斷調(diào)整神經(jīng)元的權(quán)值和閾值以實現(xiàn)網(wǎng)絡(luò)對25組實驗樣本數(shù)據(jù)適應(yīng)度的優(yōu)化。為了提高網(wǎng)絡(luò)的泛化能力,加快網(wǎng)絡(luò)訓(xùn)練的收斂速度,在進(jìn)行訓(xùn)練前先對數(shù)據(jù)進(jìn)行歸一化處理,使輸入模型的樣本轉(zhuǎn)化為平均值為0、標(biāo)準(zhǔn)偏差為1的樣本。學(xué)習(xí)速率、訓(xùn)練次數(shù)、均方差(MES)分別設(shè)為0.1,1000和0.1。均方差表達(dá)式如下:

其中,tn和an分別為網(wǎng)絡(luò)目標(biāo)輸出值和實驗值。當(dāng)MES的目標(biāo)值或者訓(xùn)練次數(shù)達(dá)到時,訓(xùn)練結(jié)束。
為了驗證訓(xùn)練好的神經(jīng)網(wǎng)絡(luò),我們設(shè)計了實驗以獲得訓(xùn)練樣本以外的9組數(shù)據(jù)做為檢驗樣本。檢驗樣本數(shù)據(jù)的刻痕參數(shù)輸入值,及其相對應(yīng)的鐵損降低率的實驗結(jié)果與ANN模型預(yù)測值均在表3中。通過比較發(fā)現(xiàn),ANN模型絕對預(yù)測誤差低于2%,在誤差允許范圍內(nèi)。
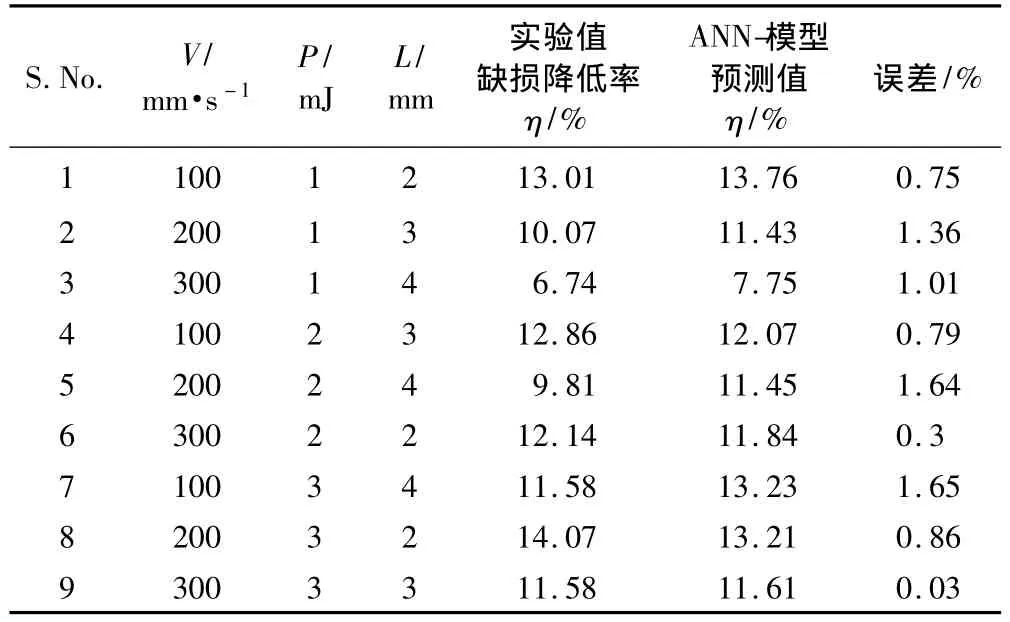
表3 驗證實驗數(shù)據(jù)Tab.3 Experimental and ANN-predicted reduction rate values for the validation
4 基于遺傳算法的刻痕工藝優(yōu)化
GA是1種模擬生物進(jìn)化的隨機搜索算法,它主要包括3個重要的步驟:第一,對設(shè)計變量進(jìn)行編碼,使之變成求解空間的“基因”序列;第二,評估“染色體”的適應(yīng)度;第三,對“染色體”進(jìn)行基因運算,形成新的種群。
在本工作中,“基因”為刻痕參數(shù)V,P和L,每個“基因”由20位的二進(jìn)制代碼表示,這3個“基因”組合后形成1個長度為60位的“染色體”。優(yōu)化過程由一個隨機產(chǎn)生的包含30個染色體的初始種群開始,將染色體的值輸入到ANN網(wǎng)絡(luò)中,得到鐵損降低率的預(yù)測值η,適應(yīng)度通過表達(dá)式“fit=-η”進(jìn)行評估,選擇最佳種群并對其值加于儲存。
利用刻痕工藝優(yōu)化模型,我們得到的優(yōu)化參數(shù)組合V,P 和L分別為166 mm/s,2.52 mJ和3.01 mm。在這組參數(shù)下進(jìn)行刻痕實驗,得到了較大的鐵損降低率,為14.89%。可見,優(yōu)化模型非常穩(wěn)定可靠,能用來為刻痕參數(shù)優(yōu)化提供依據(jù)。
5 結(jié)語
本文采用神經(jīng)網(wǎng)絡(luò)和遺傳算法對30Q130型號的取向硅鋼進(jìn)行刻痕工藝優(yōu)化。其中,選擇刻痕速度、脈沖能量、掃描間距作為研究對象建立ANN模型,并用正交實驗獲得的數(shù)據(jù)對模型進(jìn)行訓(xùn)練,最后用GA算法來搜尋刻痕參數(shù)的最佳組合。在本文所選刻痕參數(shù)及其研究范圍內(nèi),可得到以下結(jié)論:
1)刻痕速度、脈沖能量、掃描間距的組合情況對刻痕工藝效果有很明顯影響。
2)通過本優(yōu)化模型能方便快捷地獲得刻痕參數(shù)的優(yōu)化組合,有效地提高刻痕后鐵損降低率。
[1]董晶,盧鳳喜.變壓器用取向硅鋼片的現(xiàn)狀及發(fā)展趨勢[J].鋼鐵研究,2005,17(4):59 -61.DONG Jing,LU Feng-xi.The actuality and trend of grainoriented silicon steels for transformer making[J].Steel and Iron Study,2005,17(4):59 -61.
[2]WEIDEFELLER B,RIEHEMANN W.Effects of surface treatments on the hysteresis losses of GO iron silicon steel[J].Journal of Magnetism and Magnetic Materials,2005,292:210-214.
[3]PONNALURI S V,CHERUKURIR, MOLIAN PA.Coreloss reduction in grain-oriented silicon steelsby excimer laser scribing part I experimental work[J].Journal of Materials Processing Technology,2001,112(2 -3):199-204.
[4]RAZFAR M R,ZANJANI ZADEH M R.Integrating taguchi principle with genetic algorithm to minimize burr size in drilling of AISI 316L stainless steel using an artificial neural network mode[J].Proceedings of the Institution of Mechanical Engineers,2009,223(6):653 -665.
[5]LIN H L,CHOU T,CHOU C P.Modelling and optimization of the resistance spot welding process via a taguchi-neural approach in the automobile industry[J].Proceedings of the Institution of Mechanical Engineers,2008,222(8):1385-1394.
[6]LI Q,ZHAO J C,ZGAO B,ZHU X S.Parameter optimization of a hydraulic engine mount based on a genetic neural network[J].Proceedings of the Institution of Mechanical Engineers,2009,223(9):1109 -1118.
[7]HAMEDI M,SHARIATPANAHI M,MANSOURZADEH A.Optimizingspotweldingparameterin asheetmetal assembly by neural networks and genetic algorithm[J].Proceedings of the Institution of Mechanical Engineers,2007,221(7):1175 -1185.
[8]AHN S J,KIM D W,KIM H S,et al.Ivestigation of core loss characteristics of 3% sife using the laser scribing method[J].Physica Status Solidib-basic Research,2004,241(7):1641-1644.
[9]RYU K S,PARK Y J,KIM C G,et al.Core loss reduction by laser scribing in grain-oriented 3%Si-Fe under different magnetizing direction[J].Physica Status Solidi(A)Applied Research,2004,201(8):1815 -1818.
[10]KRAUSE R F,RAUCH G C,KASNER W H,et al.Effect of laser scribing on the magnetic properties and domain structure of high-permeability 3% Si-Fe[J].Journal of Applied Physics,1984,55(6):2121 -2123.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19