模擬胎具在連鑄彎曲段配管中的應用
2011-08-02 03:50:58金華林
中國新技術新產品 2011年13期
金華林
(中國第一重型機械股份公司重型裝備事業部表處管線分廠,黑龍江 齊齊哈爾 161042)
近年來,隨著經濟的快速增長,特別是工業和基建建設的加速,促進了鋼鐵工業的發展。我國已成為世界上鋼鐵消費和鋼鐵生產大國,粗鋼產量和消費量占世界總量的比例不斷上升。由于連鑄技術具有顯著的高生產率、高成材率、高質量和低成本的優點,近二三十年已得到迅速發展,導致連鑄設備近年需求量大增。而連鑄產品中彎曲段的配管工作一直以來是制約其產品質量和裝配進度的瓶頸,其管路復雜繁多,配制難度極大。尤其是在外方監制人員提出同一型號、同一批次的連鑄彎曲段其配管噴淋架要能夠實現任意進行互換的要求后,噴淋架的預制和裝配難度更是大大的提高。下面就對模擬胎具在噴淋架預制過程中應用加以分析討論。
1 方案的提出
連鑄設備國外監制人員在檢查彎曲段配管噴淋架時提出,每一個噴淋架都要與其它同一型號噴淋架在裝配時能夠互換。由于噴淋架是由很多個支管及噴嘴組成,故將其預制到完全一樣的理想狀態有很大的難度。以往的噴淋架預制是由預制鉗工在預制平臺上將噴淋架的主進水管用壓板按圖紙的尺寸及位置要求進行固定,然后在主管路的下方配制支管及噴嘴。預制過程中用鋼線、角度尺等傳統輔助工具來校對噴淋架的實際尺寸與圖紙中理論尺寸的符合程度,如有偏差則需要鉗工逐一進行調整。由于噴淋架的支管及噴嘴存在許多空間角度,如圖1所示,故使用傳統方法預制的噴淋架存在著費時、費力、且精度無法保證等諸多問題。為解決上述問題,順應公司快節奏的發展形式及越來越嚴格的國際化檢驗標準,使噴淋架的制造向專業化生產發展,我們提出了使用模擬胎具作為彎曲段噴淋架的預制輔助工具來代替傳統的預制輔助工具的設想。
2 模擬胎具的設計
每一臺連鑄彎曲段的配管都由若干個噴淋架組成,而各個噴淋架之間又有許多不同。因此要針對不同的噴淋架特點和尺寸設計相應的模擬胎具。下面就其中一個噴淋架胎具的設計過程簡要加以說明。首先要認真熟悉圖紙找到噴淋架上支管及噴嘴的角度及分布規律,然后在計算機中使用Solidworks等三維制圖軟件模擬出胎具的外形輪廓和定位每個噴嘴的直孔和斜孔,孔的直徑只需要略大于噴嘴的直徑,使噴嘴能夠順利插入又不至于左右竄動即可,另外還需設計出用于固定噴淋架的支架。模擬胎具主要是由一張厚度約40-50mm的方形鋼板及焊接在其上的支架組成。鋼板的外形尺寸要略大于噴淋架最外側噴嘴的尺寸,以保證讓所有的噴嘴都在鋼板的范圍內。厚度方面則要保證固定噴嘴用的斜孔加工后不會從鋼板后面露出,以確保模擬裝配后噴淋架在高度方向上完全符合圖紙尺寸。鋼板加工完畢后要按照圖紙尺寸在鋼板的適當位置焊接支架,用于固定噴淋架上的把合鋼板,以達到模擬真實裝配過程的目的。支架的焊接位置及方向要以不擋住噴嘴用孔,不影響噴淋架上支管及噴嘴的裝配為前提條件。如圖2所示
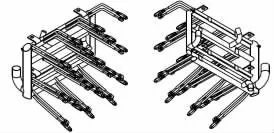
圖1
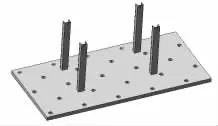
圖2
3 模擬胎具在實際生產中的作用
在使用模擬胎具對噴淋架進行模擬裝配過程中,使噴淋架的預制準確性大幅度提高,而且還大大縮短了生產周期,保證了產品的生產進度。下面就使用了模擬胎具后,噴淋架的預制工序進行簡要說明:(1)將主管按圖進行預制,焊接,焊接后進行校型。(2)預制支管,并焊接在主管上。(3)將噴淋架酸洗,磷化。(4)將噴淋架放置于模擬胎具上,對管路進行校型,調整。(5)壓力試驗。通過以上說明,我們可以清楚地看到,使用了模擬胎具后,噴淋架的預制速度及產品質量得到了極大的提升。以往圖紙中出現的錯誤和干涉情況只有在裝配過程中才能發現,現在采用模擬胎具對噴淋架進行模擬裝配后,這些問題在預制過程中就得以解決,縮短了裝配周期。預制完成的噴淋架無論從橫、豎、斜哪個方向上看去都在一條直線上,無論從外觀還是實際性能上都達到了外方的可互換性要求,得到外方專家的肯定,被定為免檢產品。不僅節省了預制時間而且提高了裝配效率。目前產品銷往俄羅斯、比利時、烏克蘭、美國、英格蘭等國,得到了用戶的一致好評。
4 模擬胎具的不足之處
正如其它方法預制彎曲段噴淋架一樣,模擬胎具也不是一個十全十美的工具,它也存在著一些缺點。如其對噴淋架的針對性比較強,也就是說每一個模擬胎具只能適用于特定結構形式的噴淋架,噴淋架的結構尺寸稍有變化就得重新設計制作模擬胎具。對于單件小批量生產性質的企業來講會造成一定的資源浪費。
5 結語
通過近幾年對連鑄產品彎曲段配管模擬胎具的使用,使得彎曲段配管的效率增加了2~3倍,而且返修率也大大的降低。希望更多企業在今后連鑄彎曲段配管中應用此類模擬胎具,使企業的生產效率進一步的提高。
[1]蔡開科.連鑄技術發展[J].山東冶金,2004,2.
[2]呂亞臣.重型機械工藝手冊[C].哈爾濱:哈爾濱出版社,1998,6.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造技術與機床(2017年9期)2017-11-27 02:14:26
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
河南科技(2014年12期)2014-02-27 14:10:44