真空樹脂薄膜灌封模糊PID溫控系統研究
2011-07-26 11:03:50喬雪濤趙玉劍趙惠英
自動化儀表 2011年11期
喬雪濤 趙玉劍 趙惠英
(中原工學院機電學院1,河南 鄭州 450007;河南職業技術學院機電系2,河南 鄭州 450046)
0 引言
薄膜真空樹脂灌注機是用于小功率太陽能電池板環氧樹脂灌封的專用設備,其基本原理是在真空狀態下,由環氧樹脂和固化劑組成的灌注料(一般分別稱之為A料、B料)按一定的比例經混合器充分混合后,以特定的速度和灌注量注入到太陽能電池板上,使其自動形成一層灌注薄膜[1]。薄膜灌注料的流動性直接影響太陽能電池板的封裝質量,而對高黏度的環氧樹脂來說,溫度控制精度將決定液體的流動性。為保證灌注料的流動性,根據不同灌注料的性能要求,真空樹脂灌注系統的溫度精度需保持在±1 K。因此,合理設計溫控系統是確保系統正常工作的關鍵之一。
1 溫度控制策略的確定
在整個薄膜灌注過程中,多個環節影響了灌注料的流動。A、B雙組分灌注料在其混合之前應處于各自的工藝溫度。A、B料在混合過程中將發生固化反應,這屬于放熱反應,若此時溫度越高,將會加快兩者的固化反應,影響灌注效果。因此,根據實際需要,應使灌注料在整個灌封過程中處于最佳的溫度狀態,有助于提高薄膜灌封質量。
在整個灌封系統中,灌注料從不銹鋼料罐經塑料膠管到灌注箱輸送距離較遠,使得被控對象存在較大延遲。由于不銹鋼的熱導率較大,對象具有小慣性環節特征,而樹脂灌注料的熱導率很小,且經常會根據實際需要發生改變,使對象具有大慣性以及時變不確定的特征,因此,被控對象的數學模型可近似為[2]:

式中:K為對象靜態增益;τ為時滯環節延遲時間;T1為不銹鋼壁傳熱小慣性環節時間常數;T2為經常變動的樹脂灌注料傳熱大慣性環節時間常數。
可見,本系統的被控對象是一個具有純滯后、大慣性和參數不確定特征的工業對象,應用傳統PID控制器無法達到所要求的性能指標。
與傳統控制相比,模糊控制無需被控對象的數學模型,就能夠有效便捷地實現人的控制策略和經驗,但必須具有完善的控制規則。因此,將模糊控制與PID調節器兩者有機地結合,可揚長避短,既具有模糊控制的高度靈活性和強適應性,又兼具有PID調節高精度的特點。
2 模糊PID控制算法
灌注機是一種多變量系統,具有明顯的純滯后性和非線性特性,被控量的時變性大、影響因素多、內部關聯強、外部擾動頻繁,因而建立準確實用的數學模型比較困難[4]。PID與模糊控制的復合控制能夠滿足系統的要求,具有良好的快速性和穩態精度,且抗干擾能力強,是一種良好的控制方案。
2.1 模糊PID控制器原理
PID控制器的參數自整定是指在對象參數辨識或特征辨識的基礎上,按照一定的尋優規律或整定規則,對PID控制參數進行自動整定,以保證系統具有最佳響應。一般要求自整定操作對工況影響小,整定時間短且自整定環節在工況變化時可自動啟動。
PID控制器通過對e(t)進行比例、積分和微分計算,結果的加權和構成系統的控制信號u(t),發送給對象模型進行控制。
在PID控制器中,KP、KI、KD三個參數的作用是不同的。從系統的穩定性、響應速度、超調量和穩態精度等各方面特性考慮,它們的作用如下:KP能夠加快系統的響應速度,降低上升時間,提高系統的調節精度,但KP過大將導致系統不穩定;KI能夠消除系統的穩態誤差;KD能夠增加系統阻尼,降低波動響應影響,減少調整時間,改善系統的動態特性。PID控制器的輸出響應曲線如圖1所示。
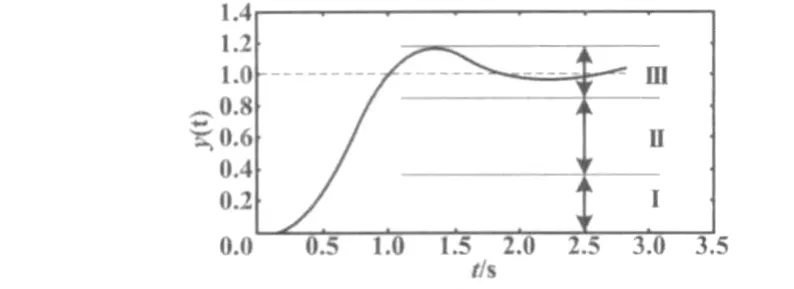
圖1 輸出響應曲線Fig.1 Output response curve
根據參數KP、KI、KD對系統輸出特性的影響情況,可得出在不同的|e|、|ec|時參數自整定的原則。各原則具體介紹如下[5-6]。
①當|e|較大,即系統處于第I段時,為加快響應速度并防止開始時偏差e瞬間變大,取較大的KP和較小的KD;同時,為了防止積分飽和,避免系統響應出現較大的超調,應去掉積分作用,即KI=0。
②當|e|和|ec|為中等大小,即系統響應處于第II段時,為使系統響應的超調減少,KP、KI和KD都不能太大,應取較小的KI值,KP和KD值的大小要適中,以保證系統的響應速度。
③當|e|較小,即系統響應處于第III段時,為使系統具有良好的穩態性能,應增大KP和KI值;同時,為避免系統在設定值附近振蕩,并考慮系統的抗干擾性能,選取的KD值通常為中等大小。
2.2 模糊PID控制器的實現
2.2.1 模糊控制器的設計
基于模糊控制理論的PID參數自整定控制器是以誤差e和誤差變化率ec作為輸入,將操作人員(專家)長期實踐積累的經驗知識用控制規則模型化,然后根據不同時刻的偏差e和偏差變化率ec,運用推理對PID參數進行不斷的調整,實現最佳控制效果。該控制器具有較快的響應速度和較好的動靜態性能。模糊PID參數自整定控制器不僅引入了經典PID調節器原理簡單、調節細膩的特點,而且具有模糊控制器的靈活性和適應性,提高了系統的控制精度[7-8]。
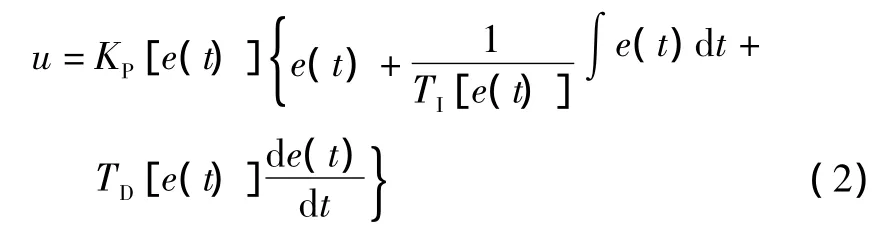
結合本系統的特點,Tm作為控制灌注料溫度的媒介,最終控制目的是使灌注料溫度設定值Tsp、灌注料溫度現在值Tpv、介質溫度現在值Tm這三者相等(即Tsp=Tpv≈Tm),以達到熱平衡;而被控對象近似為二階系統(T2>>T1)。所以Tm具有Tpv的一階和二階微分的特性,ec=Tsp-Tm也就反映了e的變化和變化率。同時,Tm可以實時測量,便于利用專家經驗來幫助制定模糊規則。因此,可以把ec作為模糊控制器的另一個輸入量。經過模糊推理對參數進行修正后,KP、TI、TD將是根據工況變化而自動調整的函數,可以表示為KP=KP[e(t)]、TI=TI[e(t)]、TD=TD[e(t)],則 PID控制器的輸出如下:
根據系統特點,經過仔細分析,設計模糊自整定PID控制器,其結構如圖2所示。
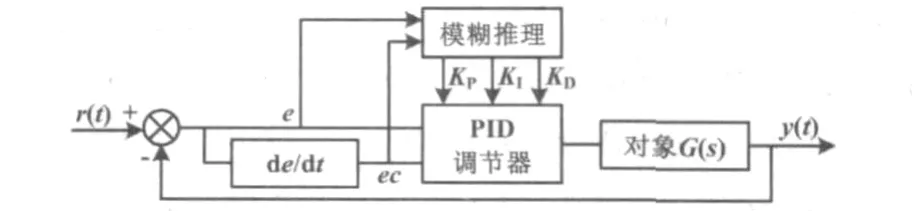
圖2 參數自整定模糊PID控制器結構Fig.2 Structure of the parameter self-tuning fuzzy PID controller
2.2.2 模糊變量選取與子集劃分
系統開始階段應用開關控制使調節閥全開加溫,待A料上升到一定溫度后,采用模糊PID來控制灌注料溫度。因此,PID 調節 Tpv的范圍在[Tsp-te,Tsp+te]內,介質溫度 Tm在[Tsp-tec,Tsp+tec]內。
模糊輸入量選取 E=Tsp- Tpv,EC=Tsp- Tm,模糊輸出量選取KP,則E和EC的基本論域為[-te,te]和[-tec,tec];E和 EC 的模糊論域設為 Xe={-4,-3,-2,-1,0,1,2,3,4}。
E和EC的模糊子集在其論域上共有五個語言變量,分別是 NB、NS、Z、PS、PB,E 和 EC 的隸屬函數。E和EC的隸屬函數如表1所示。
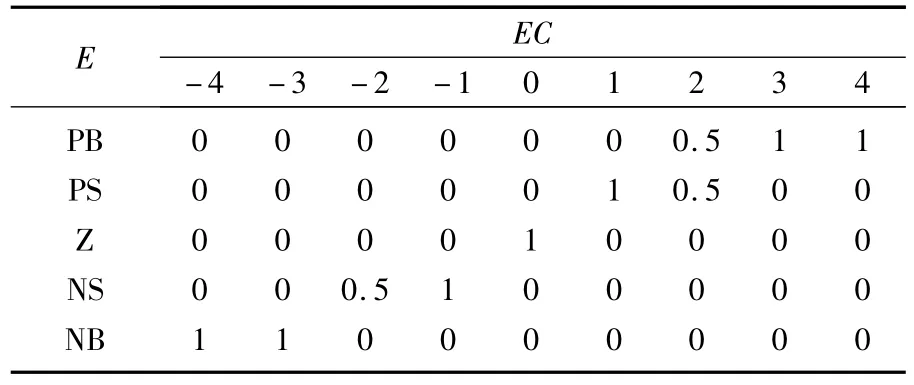
表1 E和EC的隸屬函數表Tab.1 Membership functions of E and EC
其隸屬函數取梯形函數如圖3所示。
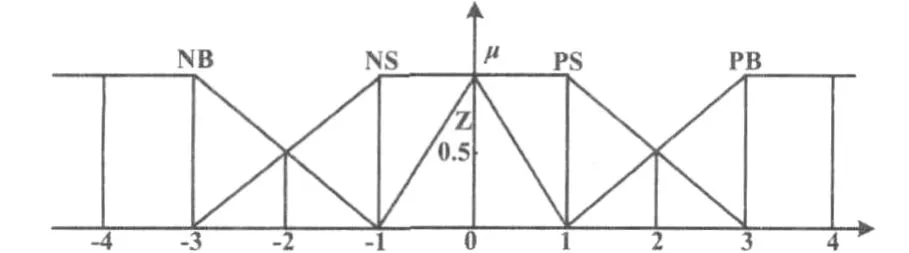
圖3 E和EC模糊子集的隸屬函數Fig.3 Membership functions of E and EC fuzzy subsets
2.2.3 制定模糊控制規則
模糊規則一般是從實際經驗中提取,帶有很大的主觀性,模糊控制器的調整一般依靠對模糊比例參數的調整。為達到預期指標,需要根據系統的特征和實際運行情況(以升溫為例),總結知識庫及專家模糊規則[9-10]。
規則1:運行前期(E=PB),由于A料黏度較大,可取較大的KP值,以提高溫度響應的速度,但必須結合當時介質溫度的高低進行調整。如介質溫度靠近設定值(EC=PS或NS)時的KP要較介質溫度遠離設定值(EC=PB或NB)時的KP小些,以防止大的超調。
規則2:運行中期(E=PS),KP適中,并兼顧穩定性和控制精度,介質溫度對KP的影響同規則1。
規則3:運行后期(E靠近Z),KP進一步減小,以抑制超調。
上述規則的實現采用Takagi-Sugeno模糊模型,基于T-S模型的規則具有以下的形式。

針對本系統,以KP為例,采用以下蘊含式:

其中,A、B為E和EC的模糊子集。對于溫度控制對象來說,根據上述專家規則和調試經驗離線確定KP與e的各種關系,則系統在線運行時根據e和ec的大小隨時調整KP數值,導出控制對象的模糊控制表如表2所示。
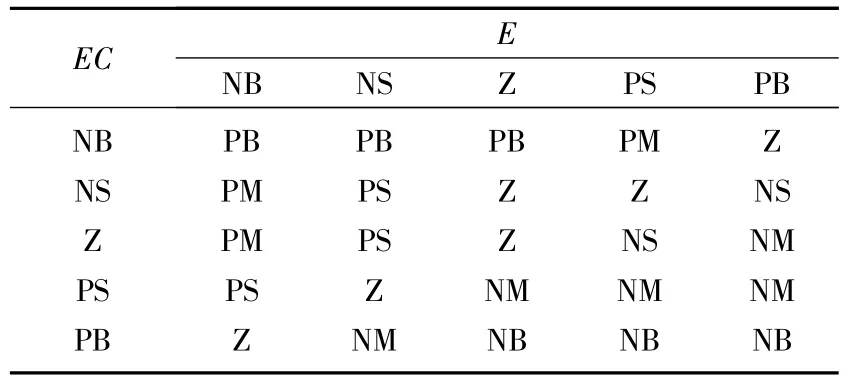
表2 模糊控制推理規則表Tab.2 Fuzzy control rules
表2 中,NB、NM 、NS、Z、PS、PM、PB 分別表示負大、負中、負小、零、正小、正中、正大。把模糊量轉換為精確量的過程稱為清晰化,又稱為解模糊化,或稱為模糊判決。根據控制規則表,采用最大隸屬度方法,將模糊控制量清晰化。最后,將清晰化的量轉化為實際控制量。為了便于實現,將控制量采用百分數的形式進行轉化。
3 模糊PID溫度控制系統仿真
為了能觀察所設計系統的閉環工作情況,利用PopFuzzy進行溫控系統的動態模擬。
利用PopFuzzy中Editor菜單下Model編輯器,將程序的初始化部分加入到仿真對象的INIT塊中,迭代計算部分加入到仿真對象的Body塊中。在仿真過程中,模糊控制器每次根據輸入的E和EC的值算出加熱器電壓U,然后根據對象的數學模型算出模擬對象的溫度并輸出T_test。完成上述過程后,即可進行仿真調試[11-13]。
參數自整定控制響應曲線如圖4所示。
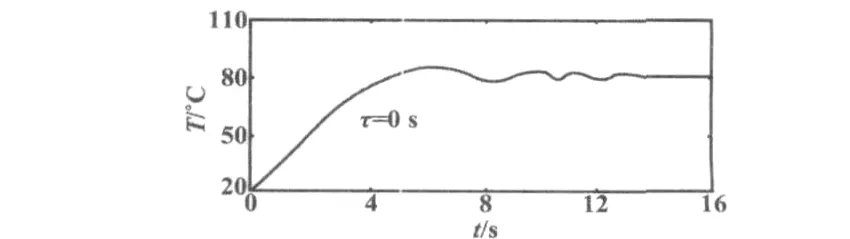
圖4 參數自整定控制響應曲線Fig.4 Response curve under the parameter self-tuning control
在不同控制方式下,分別對上述溫度系統進行了仿真,其輸出響應曲線如圖5所示。
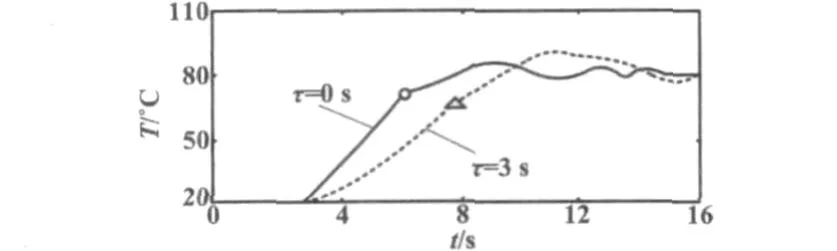
圖5 不同控制方式的輸出響應曲線Fig.5 Output response curves under different control modes
從兩者的輸出響應曲線可以看出,無論在上升時間、超調量、過渡時間,還是在精度等方面的指標,以及對純滯后的克服能力,后者的性能都優于前者,說明此方法可行有效。
4 結束語
根據被控對象的特點,提出采用模糊PID控制策略,運用參數自整定模糊PID控制算法對真空樹脂薄膜灌注溫度控制系統進行了設計,并借助Matlab對所涉及的PID控制器進行了仿真和實現,得到了其階躍響應曲線圖。通過比較參數自整定模糊PID控制與常規PID控制的輸出響應曲線可以看出,前者使系統輸出響應過程平穩、系統的超調量小、跟蹤性能好,取得了較好的動態性能,實現了預期要求的控制指標,并具有一定的魯棒性。
[1]喬雪濤,趙惠英.太陽能電池板真空樹脂薄膜灌封工藝技術研究[J].中原工學院學報,2010,21(3):26 -29.
[2]李敏遠,都延麗,姜海鵬.智能自整定PID在藥劑溫度控制系統中的應用[J].控制理論與應用,2003,20(5):805 -808,810.
[3]江靜,張雪松,陳龍.模糊控制算法在溫度控制系統中的研究[J].華北科技學院學報,2010,7(2):59 -63.
[4]馮梅琳,余建國,王軍.真空樹脂灌注機智能溫度測控系統的設計與實現[J].儀表技術與傳感器,2007(6):38 -40,60.
[5]徐曉東,徐曉輝,任安業.基于參數自整定模糊PID控制的大型液壓源溫控系統設計[J].上海航天,2010(5):60-64.
[6]陳超,龔國芳,徐曉東,等.參數自整定模糊PID控制器在大型液壓源溫控系統中的應用[J].機床與液壓,2008,36(4):105-107.
[7]馬占有,田俊忠,馬澤玲.溫度控制系統模糊自適應PID控制器仿真研究[J].計算機仿真,2010,27(10):160 -163.
[8]武衛華.基于模糊自整定PID的溫控系統研究[J].電子質量,2003(5):32-33.
[9]范新明.基于模糊PID參數自整定的溫度系統控制方法[J].鹽城工學院學報,2008,21(3):18 -21.
[10]呂俊霞.基于模糊PID的溫度控制系統設計與分析[J].精密制造與自動化,2010(2):23-26.
[11]王群勃,藺小林,王寧.基于Matlab參數自整定PID控制器的設計與仿真[J].自動化技術與應用,2009,28(1):31 -33,23.
[12]薛定宇.控制系統仿真與計算機輔助設計[M].北京:機械工業出版社,2009:157-203.
[13]張俊紅,王亞慧,陳一民.控制系統仿真及MATLAB應用[M].北京:機械工業出版社,2010:161-190.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
小獼猴智力畫刊(2022年3期)2022-03-29 01:09:42
數學小靈通(1-2年級)(2021年4期)2021-06-09 06:26:14
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
幸福(2018年33期)2018-12-05 05:22:42
Coco薇(2017年11期)2018-01-03 20:59:57
家庭影院技術(2017年9期)2017-09-26 03:41:45
