哈氏合金B-3等離子弧焊接及鹽酸法(加壓)晶間腐蝕試驗
2011-07-25 10:28:38鄭世平
壓力容器 2011年12期
關鍵詞:工藝
楊 峰,鄭世平
(南京斯邁柯特種金屬裝備股份有限公司,江蘇南京 211102)
0 引言
現代化工技術發展,促使生產裝置日趨大型化、連續化和高效化,帶動了節能減排、防治污染措施不斷加強,設備耐蝕等級有效提高,新材料、新技術廣泛應用。哈氏合金B-3作為性能優良的鎳鉬合金,因具有較高比例鉬含量而表現超強的耐蝕特性,其不僅在常壓下對于各種濃度和各種溫度的鹽酸具有極好的抵抗能力,而且在不充氣的非氧化性硫酸、各種濃度磷酸、高溫醋酸、甲酸,以及氯化氫氣體和鹵族催化劑中均表現出優良的耐均勻性腐蝕和抗應力腐蝕性能。該合金更多被用于苛刻的化工過程,如羰基合成醋酸(HAC)、鹵化丁基橡膠(HIIR)、聚氨酯原料(BOD,PTMEG)以及乙苯烷基化生產等具有強腐蝕介質環境中。
1 材料特性
作為B系列合金的新品種,哈氏合金B-3(UNS N10675)相對早期應用的B-2合金,在化學成分上進行了調整,提高了熱穩定性和應力腐蝕抗力,同時改善了材料的熱加工性能[1-2]。
1.1 化學成分
哈氏合金B-3材料的化學成分如下[3]:
Ni:≥65.0%;C:≤0.01%;Co:≤3.0%;Cr:1.0% ~ 3.0%;Mo:27.0% ~ 32.0%;Cu:≤0.20%;Fe:1.0% ~ 3.0%;Si:≤0.10%;Mn:≤3.0%;Al:≤0.50%;S:≤0.010%;P:≤0.030%;W:≤3.0%;Ti:≤0.20%;Nb:≤0.20%;Ta:≤0.20%;V:≤0.20%;Zr:≤0.10%;Ni+Mo:94.0% ~98.0%。
1.2 物理性能
哈氏合金B-3材料的力學與物理性能如表1所示。

表1 哈氏合金B-3(N10675)材料的物理性能
2 焊接特性
(1)哈氏合金B-3熔點高,導熱性差,熱膨脹系數小。同時材料含鎳量高并且合金成分多,焊接過程中液態金屬流動性較差,容易產生裂紋、未熔合、氣孔等各種缺陷。此外,金屬鎳與硫、磷及NiO等雜質易形成低熔點共晶,在晶粒凝固收縮應力和焊接應力作用下造成拉裂,產生熱裂紋。所以,焊接前必須去除材料表面的氧化皮、水分、有機物以及含硫或含鉛物質,避免焊接接頭產生脆性[4]。
(2)哈氏合金B-3平均鉬含量為29.5%,鉬在1300℃的鎳中的極限溶解度約為35%,在600℃時溶解度僅約20%,鉬只有最大限度溶入鎳基體中并以固溶態存在,才能充分提高合金的耐蝕能力。然而在焊接過程中,液態金屬凝固冷卻時,隨著溫度降低,鉬的溶解度也逐漸下降,碳在基體中的室溫溶解度也很低(如低于0.01%),如果工藝控制不當,導致焊接線能量過大或層間溫度過高,過飽和的鉬則有可能在不同溫度區間內,從固溶基體中以碳化物 (MonC)或金屬間相(β相、γ相等)的形式沿晶界析出,致使晶界貧鉬引起晶間腐蝕敏感。因此,焊接過程必須充分重視并采取必要措施,嚴格控制線能量和層間溫度。
(3)哈氏合金B-3固液相溫度間距小,流動性偏低,熔深相對較淺,為保證焊接接頭質量,采用常規方法焊接時坡口角度宜適當加大,根部鈍邊則略減小[5]。
(4)哈氏合金B-3焊接過程中,液態金屬在高溫狀態下能夠與足夠的氧反應生成 NiO,而冷卻過程又易與溶入金屬中的碳、氫反應,促使鎳被還原生成一氧化碳和水蒸氣,結晶時,氣體未能及時逸出而形成氣孔。因此,焊接過程必須對焊槍、尾隨拖罩和背保護罩進行通氣,使焊接接頭溫度高于200℃以上時始終處于惰性氣體保護之下。
3 等離子弧焊(PAW)簡介[6-7]
等離子弧是離子弧氣被電離產生高溫離子化氣體,經過水冷噴嘴機械壓縮,從噴嘴中心小孔穿出形成的一種高能量電弧。
等離子弧能量密度一般可達100~1000 kW/cm2,高于自由電弧能量密度(<100 kW/cm2);同樣,等離子弧溫度達18000~24000 K,也高出自由電弧(500~800 K)很多。
等離子弧焊接具有以下優點:熔透能力強,板厚≤8 mm無需開坡口,大大減少了焊前準備時間;電弧能量集中,焊接熱影響區窄,焊接變形量較小,焊后表面無需再處理;焊接速度快,等離子弧焊接速度是手工氬弧焊的5~8倍,工作效率高,勞動強度低;生產重復性好,電極縮在噴嘴內,不易污染或燒損,使用壽命長;弧柱剛性大,利用“小孔效應”,可實現穩定的單面焊雙面成型;焊接缺陷少,可焊材料多,焊縫質量好;自動化程度高,操作可控性與調節性強;綜合成本相對較低。
4 焊接設備及工藝
4.1 焊接設備
文中所述試驗設備采用法國SAF公司PAW+TIG自動焊接裝置,其結構主要包括焊接電源、等離子槍、保護拖罩、制冷系統和氣路系統等部件。配置下降外特性的直流電源,電極為正極;數字化逆變電源,控制精度高,性能穩定;噴嘴規格和型式可根據不同材料及板厚進行選擇;該裝置還具備弧長自動跟蹤和視頻監控等多種功能。
4.2 焊接工藝要點
(1)確定試板尺寸為400 mm×150 mm×8 mm兩塊(另加引弧板),無需加工坡口,利用等離子弧具有的“小孔效應”自熔打底,單面焊雙面成型,再進行填絲蓋面。
(2)哈氏合金B-3原材料表面通常存在NiO等高熔點氧化膜(熔點2100℃),除此之外,焊接過程中鎳易與硫、磷等雜質元素共晶生成脆性化合物。為避免產生夾渣或裂紋等缺陷,施焊前必須對坡口兩側各50 mm區域進行機械清理,去除表面氧化膜,然后再用丙酮擦洗焊口及焊絲以消除污染。
(3)焊口組對精度對等離子弧焊質量十分關鍵,要求間隙均勻,不得過大、過小或存在錯邊。固定焊點需保持與母材基本平齊,焊點過高則可能導致出現未焊透或背面熔合不良。為防止焊口內側氧化,點固焊時,背面也需進行通氣保護。
(4)焊接離子氣采用95%Ar+5%H2混合氣體。加入5%的氫氣是為了防止合金元素過度燒損造成焊縫成型不良,同時也是為了增強電弧能量密度。焊接尾隨拖罩和背保護罩則通入純度≥99.99%,露點≤-50℃的氬氣,焊接時提前送氣,滯后關氣,以獲得良好的保護效果。
(5)等離子弧焊屬于機械化焊接,盤絲自動送給。要求焊絲盤整,不得打結、明顯折彎或受到污染。焊絲牌號為 ERNiMo-10,質量應符合ASME SFA -5.14 標準,其化學成分見表 2[8]。

表2 ERNiMo-10焊絲化學成分 %
4.3 焊接工藝參數
等離子弧焊采用直徑為3.2 mm的鈰鎢型電極,噴嘴直徑4.0 mm,具體焊接工藝參數如表3所示。

表3 哈氏合金B-3等離子焊弧工藝參數
5 試驗及結果
5.1 無損檢測
對試板進行外觀目測檢查,表面無裂紋、氣孔、咬邊等缺陷,焊接接頭及熱影響區表面呈銀色,焊縫余高≤1.5 mm,面寬12 mm,背寬約3 mm,焊波細致均勻,外觀質量符合要求。
按照JB/T 4730.2和JB/T 4730.5對焊接接頭進行100% 射線和滲透檢測,評定結果均為Ⅰ級。
5.2 力學性能試驗
按照JB/T 4756附錄B,制備力學性能試樣并做試驗,試驗數據見表 4[9]。

表4 焊接接頭力學性能試驗數據(室溫)
5.3 晶間腐蝕試驗
哈氏合金B-3的耐蝕性能不僅取決于它的化學成分,還受到包括焊接在內的熱加工控制過程影響。如果焊接工藝控制不當,輸入線能量過大或層間溫度過高,既可能造成焊接接頭包括熱影響區晶粒增大,也可能引起晶界區域貧鉬而導致晶間腐蝕敏感。通常哈氏合金B-3焊接或熱處理后要求進行晶間腐蝕試驗,正是為了檢驗工件熱加工后的耐蝕性能是否合格。
由于哈氏合金B-3對鹽酸腐蝕抗力優良,采用“20% 鹽酸法(常壓)”并按照ISO 9400或GB/T 15260檢驗其晶間腐蝕敏感性能力較弱,因此選擇比“鹽酸法(常壓)”更嚴格的“20% 鹽酸法(加壓)”工程規范,對哈氏合金B-3等離子弧焊接接頭進行晶間腐蝕敏感性試驗。
(1)采用冷切割方式截取焊接接頭,制備40 mm×30 mm腐蝕試樣2件,磨樣并編號;
(2)將制備合格的試樣放入承壓試驗裝置內,加入質量分數20%的鹽酸,浸沒試樣后封蓋;
(3)設定試驗參數:試驗溫度149℃,試驗時間100 h;
(4)試驗裝置加熱到設定試驗溫度后開始計時,試樣處于承壓浸蝕狀態,達到試驗時間后取出試樣;
(5)對腐蝕后試樣的縱向截面進行研磨拋光并用“王水”涂蝕;
(6)按照JB/T 4756附錄D要求,采用金相觀察測定晶間腐蝕深度的方法,分別對試樣的焊接接頭熔合線和熱影響區進行觀察和測量評定;
(7)將試樣放大500倍進行金相觀察,未見晶粒邊界有連續的析出沉淀。測定部位晶間腐蝕深度<0.175 mm,為合格指標。
哈氏合金 B-3等離子弧焊腐蝕試樣經“20% 鹽酸法(加壓)”試驗后顯示的晶間腐蝕形態見圖1,2;焊接接頭熔合線和熱影響區的晶間腐蝕深度測定值見表5。
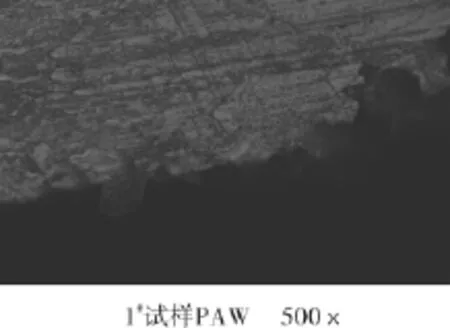
圖1 熔合線顯微組織

圖2 熱影響區顯微組織

表5 焊接接頭熔合線和熱影響區的晶間腐蝕深度測定
6 結論
通過對哈氏合金B-3等離子弧焊接及20%鹽酸法(加壓)晶間腐蝕試驗過程和試驗結果分析,可以得出以下結論:
(1)采用等離子弧焊方法進行哈氏合金B-3焊接,可獲得良好的外觀成形質量、綜合力學性能和表面焊縫耐晶間腐蝕性能;
(2)由于中溫區熱穩定性不足,哈氏合金B-3焊接接頭易產生因貧鉬而導致的晶間腐蝕敏感性,嚴格控制線能量和層間溫度是焊接工藝制定與貫徹的關鍵;
(3)采用“20%鹽酸法(加壓)”檢驗哈氏合金B-3在還原性介質中的晶間腐蝕敏感性更嚴格,必要時,經設計單位和制造廠商定,可作為該材料焊接工藝的重要評定方法。
[1]陳建俊.哈氏B-3鎳鉬合金的特性和容器制造工藝特點[J].壓力容器,2004,21(11):32 -35.
[2]王平,李宇.哈氏B-3合金大型壓力容器的研制[J].壓力容器,2007,24(11):29 -33.
[3]ASME鍋爐與壓力容器規范,第Ⅱ卷B篇,非鐵基材料[S].2010.
[4]李平.哈氏合金B3(N10675)板材焊接工藝評定[J].中國化工裝備,2010,(1):23 -26.
[5]于世行,郝丁華.鎳基耐蝕合金焊接工藝[J].石油化工應用,2008,27(3):87 -89.
[6]楊懷文.等離子焊(PAW)簡介[J].現代焊接,2004,29(5):49-50.
[7]吳磊,葛新生,張海波,等.應用等離子弧技術焊接特種材料的試驗研究[J].壓力容器,2009,26(8):15-18.
[8]ASME鍋爐與壓力容器規范,第Ⅱ卷C篇,焊條、焊絲及填充金屬[S].2010.
[9]JB/T 4756—2006,鎳及鎳合金制壓力容器[S].
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52