鑄鐵設(shè)備無損檢測技術(shù)進展
2011-07-23 03:30:58沈功田李麗菲王珊珊
無損檢測 2011年1期
關(guān)鍵詞:檢測
沈功田,李麗菲,王珊珊,香 勇
(1.中國特種設(shè)備檢測研究院,北京 100013;2.北京航空航天大學(xué),北京 100191;3.碩德(北京)科技有限公司,北京 100107)
鑄鐵,作為歷史悠久的工業(yè)材料之一,在人類文明社會的進程期間發(fā)揮過巨大的作用,直至今日仍以其優(yōu)良的鑄造性能和經(jīng)濟性,保持著基礎(chǔ)原材料的地位。近幾十年來,隨著鋼、合金鋼、輕合金材料(鋁、鎂)和其它新型工程材料的發(fā)展,受能源、勞動力價格和環(huán)境等綜合因素的影響,以及制造工藝的競爭,在人們的印象中,鑄鐵一度被歸入古老沒落、逐漸走向衰微并失去應(yīng)用潛力的材料。目前,在工業(yè)應(yīng)用中,鑄鐵材料總量與鋼鐵材料相比所占的比例雖然很小,但是其依然能夠長期應(yīng)用于許多工業(yè)領(lǐng)域和人們的日常生活中,尤其是近幾年隨著蠕墨鑄鐵的發(fā)展,得到了更廣泛的應(yīng)用;究其根本,還是由于鑄鐵有著與鋼鐵材料不同的特性,在工程應(yīng)用中具有其它材料無可替代的一些優(yōu)越性能。
我國是鑄造大國,自2000年,鑄件年產(chǎn)量連續(xù)多年居世界第一,隨著鑄鐵業(yè)的發(fā)展,我國鑄鐵業(yè)在世界上的地位與日俱增,但是與國外相比,技術(shù)水平還存在較大的差距,廢品率、能耗等成本要素居高不下。提高鑄鐵質(zhì)量和工藝,提高我國裝備制造業(yè)競爭力,實現(xiàn)由鑄造大國向鑄造強國轉(zhuǎn)變勢在必行。而在致力于新技術(shù)、新工藝、新設(shè)備研究的同時,鑄鐵件的檢測技術(shù)和設(shè)備的研究也面臨著新的挑戰(zhàn),更精確、更方便、更智能成為檢測技術(shù)和檢測設(shè)備研究的主題[1]。
1 鑄鐵材料概述
1.1 鑄鐵材料的特征與分類
鑄鐵(Cast iron)是由Fe-C-Si構(gòu)成的含碳量大于2.11%的三元合金,屬于粗晶材料,晶體分布各向異性,具有優(yōu)良的鑄造性和切削加工性,還具有很高的耐磨性、減摩性、減震性和抗氧化性,它的熔點低于鋼材、流動性較好、收縮率較低,常用來鑄造薄壁和形狀復(fù)雜的零件,并且價格比鋼低得多。工業(yè)用鑄鐵含碳量一般為2%~4%,碳在鑄鐵中多以石墨形態(tài)存在[2],有時也以滲碳體(Fe-Fe3C)形態(tài)存在。除碳外,鑄鐵中還含有1%~3%的硅,以及錳、磷和硫等元素,合金鑄鐵則含有鎳、鉻、鉬、鋁、銅、硼和釩等元素。
工程結(jié)構(gòu)用鑄鐵主要包括三類:①按鑄鐵的斷口特征分,有灰口鑄鐵、白口鑄鐵和麻口鑄鐵。②按鑄鐵中石墨的存在形式或形態(tài)分,有灰鑄鐵、蠕墨鑄鐵、球墨鑄鐵和可鍛鑄鐵。③按鑄鐵的化學(xué)成分分,有普通鑄鐵及合金鑄鐵[3]。不同類別的鑄鐵有著不同的特質(zhì),目前應(yīng)用較為廣泛的鑄鐵材料的特征為:①灰口鑄鐵的斷面呈灰色,其中的碳主要以片狀石墨形式存在,其具有良好的減震性、切削加工性能、耐磨性、較低的缺口敏感性和在水中良好的耐蝕性和耐急冷急熱性能。其不足在于抗拉強度偏低、耐沖擊性能差、韌性不足以及有顯著的壁厚敏感性。②球墨鑄鐵由于石墨以球狀存在于鑄鐵基體中,改善了對基體的割裂作用,使得其抗拉強度、屈服強度、塑性和沖擊韌性大大提高,并具有耐磨、減震、工藝性能好和成本低等優(yōu)點。③蠕墨鑄鐵的石墨呈蠕蟲狀,短而厚,端部圓滑,分布均勻。蠕墨鑄鐵的機械性能介于普通灰鑄鐵和球墨鑄鐵之間,其具有近似球墨鑄鐵的強度,與灰鑄鐵相比又有類似的防振、導(dǎo)熱能力及鑄造性能,而又比灰鑄鐵有更好的塑性和熱疲勞性能。
1.2 鑄鐵材料的應(yīng)用
鑄鐵有微觀多孔性,沒有明顯變形及蠕變,而且還有著很好的耐蝕及耐磨性,在加工工藝上能夠制造結(jié)構(gòu)較復(fù)雜的構(gòu)件,這些特性使它能夠滿足一些特殊的生產(chǎn)工藝。
灰口鑄鐵的鑄造性能、切削性、耐磨性和吸震性都優(yōu)于其它各類鑄鐵,且生產(chǎn)方便、成品率高、成本低,因此,在各類鑄鐵件總產(chǎn)量中占80%以上,如熱水鍋爐、造紙烘缸和城市燃氣管道等承壓設(shè)備,汽車、拖拉機、機床和通用機械的零部件、炒菜用的鐵鍋等各個方面。
球墨鑄鐵具有較高的強度和塑性,尤其是屈強比(σ0.2/σb)優(yōu)于鍛鋼,用途廣泛,如汽車和拖拉機的底盤零件、傳動齒輪、軸瓦、飛輪和鏈輪,閥門的閥體和閥蓋,機油泵的齒輪,柴油機和汽油機的曲軸、缸體和缸套等。
蠕墨鑄鐵是20世紀(jì)70年代發(fā)展起來的一種新型高強度鑄鐵,近年來在歐美國家汽車行業(yè)呈快速發(fā)展勢態(tài),主要是由于汽車發(fā)動機氣缸工作溫度越來越高,而采用蠕墨鑄鐵代替鋁合金是較好的解決辦法。目前,蠕墨鑄鐵主要應(yīng)用于一些經(jīng)受熱循環(huán)載荷和要求組織致密、結(jié)構(gòu)復(fù)雜、強度高的鑄件,如汽缸蓋、汽缸套、鋼錠模,內(nèi)燃機的小型、薄壁鑄件,蝶閥、鑄造用混砂機輾輪以及造紙機軋輥等[4]。
由此可見,鑄鐵已經(jīng)應(yīng)用于關(guān)系國計民生的重要行業(yè),在汽車、通用機械、石化、鋼鐵、造船、造紙和城市公用事業(yè)等方面發(fā)揮重要作用,對鑄鐵的產(chǎn)品質(zhì)量和在用鑄鐵設(shè)備的安全性能提出了更高要求,因此,如何在無損條件下快速精確檢測鑄鐵產(chǎn)品的質(zhì)量和安全性能等已成為目前急需解決的技術(shù)難題。
2 鑄鐵材料無損檢測技術(shù)現(xiàn)狀
鑄鐵材料的固有特征加上鑄造工藝的特殊性使得鑄鐵件中難免存在缺陷,常見的缺陷有氣孔、夾砂、夾渣、冷隔、縮孔、疏松和裂紋等[5]。由于鑄鐵材料晶粒粗大、組織不均勻且晶粒分布的各向異性,與鋼相比,鑄鐵材料的無損檢測技術(shù)和方法有許多不同之處,而且存在更多的困難,在許多方面還存在很大差距。
2.1 傳統(tǒng)的無損檢測方法
對鑄鐵件進行無損檢測最傳統(tǒng)的方法是目視檢測和敲擊檢測,這種方法目前還得到普遍的使用,目視檢測可以發(fā)現(xiàn)表面宏觀缺陷,敲擊檢測可以發(fā)現(xiàn)鑄鐵件內(nèi)部存在較大的裂紋。
2.2 表面缺陷的常規(guī)無損檢測方法
鑄件表面經(jīng)過清沙、修整、打磨光滑和表面清潔后,還可能存在各種缺陷,有時還需進行表面或近表面缺陷的檢測。目前鑄鐵件表面檢測較成熟的方法包括滲透檢測、磁粉檢測和渦流檢測方法[6]。
2.2.1 滲透檢測
滲透檢測用來檢查鑄鐵件表面上的各種開口缺陷,如表面裂紋、表面針孔等肉眼難以發(fā)現(xiàn)的缺陷。通常使用著色檢測法,這種方法可以給出缺陷的形狀、大小和分布情況,其靈敏度隨工件表面粗糙度的增加而降低,經(jīng)磨床磨光表面的滲透檢測靈敏度很高,甚至可顯示出晶間裂紋。
2.2.2 磁粉檢測
磁粉檢測方法可發(fā)現(xiàn)鑄鐵件表面或近表面缺陷的位置、類型和大小,檢測靈敏度高,可以發(fā)現(xiàn)極細小的裂紋及其它缺陷,而且檢測成本低,速度快,可檢出的缺陷埋藏深度與工件狀況、缺陷情況及檢測工藝條件有關(guān),一般為1~2 mm;工件的形狀和尺寸對檢測有影響,有時因其難以均勻磁化而無法實施檢測。
2.2.3 渦流檢測
在交變磁場中鑄鐵件表面產(chǎn)生的渦流與其電導(dǎo)率和磁導(dǎo)率有關(guān),因此,采用渦流檢測方法可以直接檢測材料的特性,進行材質(zhì)分選;渦流檢測方法還適用于檢查鑄鐵件表面和近表面的缺陷,其所發(fā)現(xiàn)的缺陷(如裂紋)一般都垂直于渦流方向。該方法可以用非接觸方式進行評價,無需復(fù)雜的信號處理,可實現(xiàn)快速評價,但是不能直觀顯示缺陷的大小和形狀,一般只能確定出缺陷在表面的位置和深度,且易受到表面集膚效應(yīng)(主要取決于表面粗糙度)的影響,同時,它對工件表面上小的開口缺陷的檢出靈敏度不如滲透檢測。
2.2 內(nèi)部缺陷的常規(guī)無損檢測方法
鑄鐵件的內(nèi)部缺陷主要為氣孔、夾砂、夾渣、冷隔、縮孔、疏松和裂紋等,目前對鑄鐵件進行內(nèi)部缺陷檢測較成熟的方法主要為射線檢測和超聲檢測方法。
2.2.1 射線檢測
鑄鐵的射線檢測,一般用X射線或γ射線作為射線源[7],射線照相所獲得的缺陷圖像直觀,可顯現(xiàn)出缺陷的形狀、大小、數(shù)量、平面位置及分布范圍[8],但不能給出缺陷的自身高度,需要采取特殊措施和計算才能粗略確定。同時,鑄鐵內(nèi)部共晶膨脹、收縮性等固有特性使得射線檢測往往很難一次獲得滿意的結(jié)果,并且,鑄鐵內(nèi)部結(jié)構(gòu)的不均勻和灰度上的差別,易導(dǎo)致檢測效率和檢測精度的降低。隨著技術(shù)的發(fā)展和對產(chǎn)品質(zhì)量要求的提高,目前普通的射線檢測在速度和成本方面逐漸不能適應(yīng)生產(chǎn)的需要。
計算機層析照相方法(CT)是最近發(fā)展起來的檢測精度很高的射線檢測方法,而且可以給出缺陷的三維成像,但由于設(shè)備比較昂貴,使用成本高,目前尚未普及,但這種新技術(shù)代表了高清晰度射線檢測技術(shù)發(fā)展的方向。此外,使用近似點源的微焦點X射線系統(tǒng)也可以消除較大焦點設(shè)備產(chǎn)生的模糊邊緣,使圖像輪廓更清晰。
2.2.2 超聲檢測
超聲檢測主要分為兩大方面,一是根據(jù)超聲波在鑄鐵中傳播的某些特征參數(shù)(如衰減特征、縱波聲速等)來快速粗略判定鑄鐵的鑄造質(zhì)量;另一方面,則是檢測鑄鐵件中較大的體積型缺陷和裂紋。在質(zhì)量鑒別方面,目前的主要應(yīng)用有:
(1)由于球墨鑄鐵和灰鑄鐵中石墨結(jié)構(gòu)、組織形態(tài)、大小和分布情況不同,兩者對超聲波衰減程度不一,當(dāng)碳飽和度一定時,球墨鑄鐵的球化率越高,超聲縱波聲速越大。因此,通過快速測定超聲波的聲速,可在鑄鐵件生產(chǎn)線上實現(xiàn)球化率的在線自動化檢測,為保證產(chǎn)品質(zhì)量提供重要依據(jù)。同時,基于相同的原理,超聲波聲速也可用于蠕墨鑄鐵件蠕化率的測量[10-11]。用這種方法替代金相法,可大大提高檢測的效率,降低檢測成本。
(2)超聲波縱波聲速與灰鑄鐵的共晶度在一定條件下存在線性關(guān)系,因此,當(dāng)鑄造條件和鑄鐵件的形狀不變時,可利用超聲波聲速測量法替代化學(xué)分析,以快速確定灰鑄鐵件的碳飽和程度。
鑄鐵件缺陷的超聲檢測的優(yōu)勢表現(xiàn)為檢測靈敏度高,可以探測較細小的裂紋;具有大的穿透能力,可以探測厚截面鑄件。其局限性在于:對輪廓尺寸復(fù)雜和指向性不好的斷開性缺陷的反射波形解釋困難;對某些內(nèi)部結(jié)構(gòu),例如晶粒大小、組織結(jié)構(gòu)、多孔性、夾雜含量或細小的分散析出物等同樣妨礙波形解釋;另外,檢測時需要參考試塊[13]。
兩種內(nèi)部缺陷檢測方法相比較而言,射線檢測的效果較好,可得到反映內(nèi)部缺陷種類、形狀、大小和分布情況的直觀圖像,但厚度受到限制,而且成本較高。對于大厚度的大型鑄件,超聲檢測則更加有效,可以較精確地測出內(nèi)部缺陷的位置、當(dāng)量大小和分布情況。從安全、效率、成本幾方面綜合考慮對比,顯然,超聲檢測具有更大的優(yōu)勢。基于當(dāng)前超聲手動掃查是憑檢測人員經(jīng)驗判定的現(xiàn)狀,實現(xiàn)超聲波的自動化檢測,通過計算機控制超聲波檢測系統(tǒng)的運動部分,提高檢測精度、可靠性,將人工經(jīng)驗轉(zhuǎn)化為專家系統(tǒng),由計算機自動判別缺陷類型、位置和大小,改善檢測人員的工作量,提高勞動效率,是鑄鐵檢測技術(shù)的發(fā)展方向。
2.3 鑄件無損檢測新技術(shù)的發(fā)展
隨著鑄鐵檢測技術(shù)的發(fā)展,彌補超聲探測方法的不足成了當(dāng)前研究的熱點。目前,國內(nèi)外可行的技術(shù)有方波檢測技術(shù)、激光超聲技術(shù)、低頻相控陣檢測技術(shù)、球化率超聲聲速法和聲振法,以及超聲導(dǎo)波檢測技術(shù)等。
方波檢測技術(shù)是脈沖發(fā)生器通過調(diào)整脈沖寬度和電壓,進行最佳的測試匹配,適用于難以穿透的鑄鐵測試[14]。
激光超聲技術(shù)是采用大功率的激光器和有更強集光能力的干涉儀,提高聲波能量,利用激光超聲在時間與空間上的高分辨率,實現(xiàn)快速和遠距離非接觸超聲波檢測,可應(yīng)用于管道等表面粗糙的鑄件檢測[15-16]。
低頻相控陣檢測技術(shù)是選取低頻窄帶激勵信號,產(chǎn)生單一模式的Lamb波,利用超聲相控陣技術(shù),對回波圖像的分辨率和可識別度進行提高,可以實現(xiàn)對鑄件結(jié)構(gòu)不同類型損傷的快速定位檢測[17]。
球墨鑄鐵可由“球化率”來判斷鑄鐵的韌性質(zhì)量,球化率高,鑄鐵的韌性高,質(zhì)量好。在一定條件下,球化率與超聲波縱波聲速之間存在良好的線性對應(yīng)關(guān)系。超聲波聲速法就是采用透射方式測出超聲發(fā)射脈沖與接收脈沖之間的聲時值,求出在該溫度下被檢部位內(nèi)的超聲橫波聲速,換算為對應(yīng)的縱波聲速,再利用紅外測溫探頭檢測鑄件溫度,使超聲縱波聲速經(jīng)溫度修正后計算出室溫下鑄件的球化率[18]。
聲振檢測法(又稱為聲敲擊法),其基本思想是:結(jié)構(gòu)模態(tài)性質(zhì)是結(jié)構(gòu)物理參數(shù)的函數(shù),一旦構(gòu)件出現(xiàn)損傷,模態(tài)參數(shù)(如固有頻率、應(yīng)變模態(tài)和模態(tài)阻尼等)就會發(fā)生相應(yīng)變化,從而通過結(jié)構(gòu)動力學(xué)特性變化來識別結(jié)構(gòu)損傷。聲振檢測法依賴于全局振動特性的測試,主要集中在低頻范圍內(nèi)。該方法目前主要用于球墨鑄鐵球化率的檢測。其優(yōu)點是檢驗速度快、精度高;測量值代表整體鑄件的平均值;能進行逐件的自動檢測且適合于大多數(shù)的復(fù)雜鑄件。對較小的工件,由于敲擊時聲能小、衰減快,無法對頻率進行精確測量,使得這種方法的應(yīng)用受到限制。同時,鑄鐵件內(nèi)部存在多種波的傳播,頻率與材料彈性模量之間的對應(yīng)關(guān)系受到工件形狀、尺寸、所選頻率的模態(tài)和階數(shù)的影響,因此,聲振法對激勵方法和放置方式有嚴(yán)格的要求,選擇、識別合適的頻率和制定實用的評判準(zhǔn)則是該技術(shù)的關(guān)鍵與難點。
超聲導(dǎo)波技術(shù)的工作原理是探頭發(fā)出一束超聲能量脈沖,使此脈沖充斥整個圓周方向和整個鑄件,并向遠處傳播。當(dāng)聲束遇到鑄件內(nèi)、外壁腐蝕或缺陷引起的金屬缺損時,由于鑄件橫截面發(fā)生了改變,在缺陷處會有反射波返回,通過儀器分析由同一探頭陣列檢出的反射信號即可探知鑄件的內(nèi)外部缺陷位置、大小和腐蝕情況[19]。目前,超聲導(dǎo)波技術(shù)主要在長輸管道中應(yīng)用。
另外,聲發(fā)射檢測和聲-超聲檢測是近年快速發(fā)展的檢測技術(shù),前者在材料特征、容器管道、航天設(shè)備等方面已成功應(yīng)用,而后者在復(fù)合材料、木材的損傷檢測頗顯功效,因此,能否將這兩種技術(shù)應(yīng)用于鑄鐵構(gòu)件的檢測,已受到相關(guān)研究人員越來越多的關(guān)注。
我國的無損檢測新技術(shù)在鑄鐵檢測方面的應(yīng)用尚處于起步階段,一些單位開始了這方面的研究工作,相信在不久的將來,我國在鑄鐵檢測方面的技術(shù)會日趨豐富和成熟。
3 鑄鐵無損檢測設(shè)備現(xiàn)狀
對于鑄鐵材料來說,滲透檢測、磁粉檢測和射線檢測的設(shè)備與器材沒有特殊的要求,現(xiàn)有市面上銷售的設(shè)備與器材均可滿足檢測要求。由于對鑄鐵材料采用表面渦流檢測幾乎沒有需求,因此也沒見到對鑄鐵材料進行渦流檢測的研究報道和專門用于鑄鐵材料表面缺陷渦流檢測的儀器。
由于鑄鐵材料晶粒粗大、微觀組織結(jié)構(gòu)不均勻,導(dǎo)致超聲波傳播的衰減大,而且各向異性,因此對于鑄鐵材料的超聲波檢測,需要開發(fā)專門的設(shè)備,目前進行商業(yè)銷售的主要代表產(chǎn)品如下:
(1)GE Krautkramer公司制造的USN60系列超聲波檢測儀(圖1)。該儀器使用尖脈沖,采用方波技術(shù),對應(yīng)低頻應(yīng)用,通過調(diào)整脈沖寬度和電壓,進行匹配,特別適用于鑄鐵和復(fù)合材料等難以穿透的材料的檢測。其脈沖寬度可以以10 ns步進,最大調(diào)至1 000 ns,電壓50~450 V,滿足了廣泛的應(yīng)用需求。

圖1 GE USN60超聲波檢測儀
(2)GE Krautkramer公司制造的 KV-100球化率檢測系統(tǒng)(圖2)。該系統(tǒng)目前是國際上應(yīng)用廣泛的球墨鑄鐵檢測設(shè)備,可實現(xiàn)快速的超聲聲速檢測,以確定部件的球化率。手動將被測件放進夾具,然后進行系統(tǒng)自動測試,該測試槽使用了基于計算機的超聲儀Krautkramer USPC-2100,能適應(yīng)惡劣的工業(yè)生產(chǎn)環(huán)境。
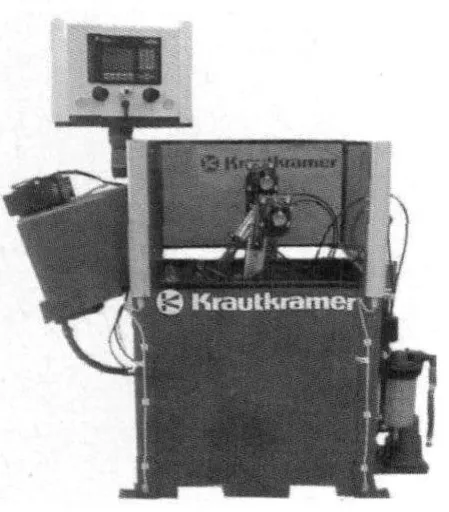
圖2 GE KV 100球化率檢測系統(tǒng)
(3)美國DAKOTA公司制造的VX鑄鐵球率儀(圖3)。該儀器是一種手持式超聲檢測儀,通過聲束穿過鑄鐵的速度變化來分析試件球化率,并根據(jù)預(yù)先設(shè)定的鑄鐵球化率百分比來檢測缺陷。
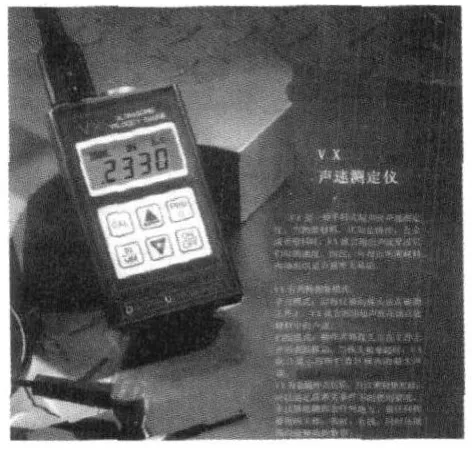
圖3 美國DAKOTA公司的VX鑄鐵球率儀
(4)美國的INNERSPEC公司研制的基于電磁超聲(EMAT)的檢測系統(tǒng)(圖4)。該系統(tǒng)可以對在線鑄管等高溫、有涂層或氧化皮的無法直接接觸的工件進行測厚和缺陷檢測,已有實際應(yīng)用。
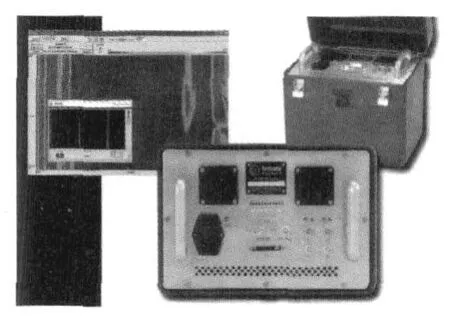
圖4 美國INNERSPEC公司的電磁超聲系統(tǒng)
目前,國內(nèi)在鑄鐵專用超聲檢測儀器系統(tǒng)的開發(fā)剛剛起步,與上述國外儀器系統(tǒng)相比還存在很大的差距。
4 檢測標(biāo)準(zhǔn)
4.1 國內(nèi)標(biāo)準(zhǔn)
我國鑄造檢測領(lǐng)域相關(guān)的國家標(biāo)準(zhǔn)和行業(yè)標(biāo)準(zhǔn)主要由TC56和TC54負責(zé),目前頒布的標(biāo)準(zhǔn)主要是鑄鋼產(chǎn)品的標(biāo)準(zhǔn),一些通用的磁粉和滲透檢測標(biāo)準(zhǔn)適用于鑄鐵設(shè)備的表面檢測,國內(nèi)還沒有適用于鑄鐵設(shè)備的射線檢測和渦流檢測的標(biāo)準(zhǔn)。在超聲檢測方面,專門制定了如下六個球墨鑄鐵的檢測標(biāo)準(zhǔn):
(1)JB/T 9219—1999 球墨鑄鐵超聲聲速測定方法
(2)JB/T 5439—1991 壓縮機球墨鑄鐵零件的超聲波探傷
(3)JB/T 10554.1—2006 無損檢測 軸類球墨鑄鐵超聲檢測 第1部分:總則
(4)JB/T 10554.2—2006 無損檢測 軸類球墨鑄鐵超聲檢測 第2部分:球墨鑄鐵曲軸的檢測
(5)DL/T 718—2000 火力發(fā)電廠鑄造三通、彎頭超聲波探傷方法
(6)TB 1606—1985 球墨鑄鐵曲軸超聲波探傷
4.2 國外標(biāo)準(zhǔn)
在ISO標(biāo)準(zhǔn)體系中,尚未頒布專門的鑄鐵件的無損檢測標(biāo)準(zhǔn),只在各種鑄鐵分類標(biāo)準(zhǔn)中提到了鑄鐵材料理化性能的驗收指標(biāo)。
在歐盟標(biāo)準(zhǔn)體系中,與此相關(guān)的標(biāo)準(zhǔn)由CEN/TC 190鑄造委員會負責(zé)制訂。現(xiàn)行標(biāo)準(zhǔn)有如下6個,包括目視檢測、滲透檢測、磁粉檢測、射線檢測和超聲檢測方法:
(1)EN 1369:1996 Founding-Magnetic Particle Inspection
(2)EN 1370:1997 EN1370-1997 Founding-Surface Roughness Inspection by Visual Tactile Comparators
(3)EN 1371-1:1997 Founding-Liquid Penetrant Inspection-Part 1:Sand,Gravity Die and Low Pressure Die Castings
(4)EN 1371-2:1998 Founding-Liquid Penetrant Inspection-Part 2:Investment Castings
(5)EN 12681:2003 Founding-Radiographic Examination
(6)EN 12680-3:2003 Founding-Ultrasonic Examination-Part 3:Spheroidal Graphite Cast I-ron Castings
美國標(biāo)準(zhǔn)體系中鑄造檢測方面的標(biāo)準(zhǔn)由ASTME07無損檢測委員會負責(zé)制訂。現(xiàn)行標(biāo)準(zhǔn)有如下7個,包括磁粉檢測、射線檢測、CT檢測和聲發(fā)射檢測方法:
(1)ASTM E125-63(2008)Standard Reference Photographs for Magnetic Particle Indications on Ferrous Castings
(2)ASTM E802-95(2005)Standard Reference Radiographs for Gray Iron Castings Up to 4 1/2 in.(114 mm)in Thickness
(3)ASTM E1814-96(2007)Standard Practice for Computed Tomographic(CT)Examination of Castings
(4)ASTM E1030-05 Standard Test Method for Radiographic Examination of Metallic Castings
(5)ASTM E2598-07 Standard Practice for Acoustic Emission Examination of Cast Iron Yankee and Steam Heated Paper Dryers
(6)ASTM E1734-09 Standard Practice for Radioscopic Examination of Castings
(7)ASTM E689-10 Standard Reference Radiographs for Ductile Iron Castings
5 結(jié)語
(1)鑄鐵部件目前在鍋爐、壓力容器、壓力管道、汽車、拖拉機、機床和通用機械中仍得到大量使用。為了提高它們的安全性能和檢測效率,對無損檢測技術(shù)提出了新的需求。
(2)在無損檢測標(biāo)準(zhǔn)方面,歐盟的檢測標(biāo)準(zhǔn)比較齊全,美國的檢測標(biāo)準(zhǔn)在射線檢測和聲發(fā)射檢測方面處于領(lǐng)先地位,我國尚缺乏通用和專用的目視檢測、磁粉檢測、滲透檢測、射線檢測和聲發(fā)射檢測標(biāo)準(zhǔn),需要盡快組織制訂。
(3)在鑄鐵超聲檢測儀器設(shè)備方面,歐盟和美國已有成熟的商品儀器系統(tǒng)銷售,但這些儀器主要適用于球墨鑄鐵球化率的快速測量和鑄造缺陷的檢測;對內(nèi)部可能產(chǎn)生的裂紋性質(zhì)的缺陷,尚無較成熟的檢測方法和標(biāo)準(zhǔn);我國在鑄鐵超聲檢測儀器的研制方面尚處于起步階段,需要加快進度。
(4)國內(nèi)外目前尚缺乏成熟的在用鑄鐵設(shè)備裂紋的快速檢測方法和技術(shù),聲振檢測技術(shù)、聲-超聲檢測技術(shù)和超聲導(dǎo)波技術(shù)有解決這一技術(shù)難題的潛力,但需要深入進行研究。
[1]姚國秀,李曉華,常國威.蠕墨鑄鐵發(fā)展現(xiàn)狀與前景[C].中國機械工程學(xué)會第十一屆全國鑄造年會論文集,2006.
[2]Brannigan,Francis.L.Cast iron and steel[J].Fire Engineering,2006(8):126.
[3]劉向東,肖柯則.鑄鐵分類中幾個問題的探討[J].現(xiàn)代鑄鐵,2000(3):57-58.
[4]邱漢泉,陳正德.中國蠕墨鑄鐵 40年[J].中國鑄造裝備與技術(shù),2006(1):2-9.
[5]王成鐸,孫雅心,李蒙,等.常用的球化處理方法[J].現(xiàn)代鑄鐵,2004,24(3):62-64.
[6]Gornukov E S,Kharlarno V V,Kogan L K,et al.Analysing the applicability of eddy current non-destructive technique for testing the wear of‘steel-steel'and‘cast iron-cast iron'tribological situations[J].Proceeding of Institution of Mechanical Engineers,2008(8):675-681.
[7]Akita koichi,Sakata Hajime,Kashiwaya Kenji.Fatiguecrack growth behaviour and X-Ray fractograpy on high manganese austentic cast steel.Journal of the Society of Materials Science[J].Journal of the Society of Material Science Japan,2008(7):722-728.
[8]Favata F,Neiner C,Testa P,et al.Testing magnetically confined wind shock models forβCephei using XMM-Newton and Chandra phase-resolved X-ray observations[J].Astronomy and Astrophysics,2009(2):210-213.
[9]焦輝.球墨鑄鐵和灰鑄鐵的超聲衰減鑒別[J].現(xiàn)代鑄鐵,2007(5):70-74.
[10]徐光清,劉之順.鑄件球化率測定儀的研制和應(yīng)用[J].無損檢測,2003,25(12):621-623.
[11]楊維沛.超聲波檢測技術(shù)在測定蠕墨鑄鐵蠕化率中的應(yīng)用[J].裝備制造技術(shù),2007(7):103-104.
[12]Xue H Q,Bayraktar E,Bathias C.Damage mechanism of a nodular cast iron under the very high cycle futigue regime[J].Journal of Materials Processing Technology,2008(6):216-223.
[13]Kachanov V K,Sokolov I V,Rodin A B,et al.Ultrasonic testing of complex structured cast iron article using a multifunction software-hardware messuring system[J].Russian Journal of Nondestructive Testing,2008(11):733-746.
[14]Yanez Y,Hernandez M J,Salazar J.Lamb wave generation with an air-coupled piezoelectric array using different square chirp modulation schemes[C].Proceedings-IEEE Ultrasonics Symposium,2007:1844-1847.
[15]Akamatsa Shigenori.Nondestructive evaluation of concrete structures by laser ultrasonic methed[J].A-merican Society of Mechanical Engineers,2004:79-83.
[16]Xu Jun,Kong Lin,Guo Xiaofei.The application resear dies of laser yltrasonic techinque using in testing compound material[J].Proceedings of SPIE-The International Society for Optical Engineering,2005:369-372.
[17]Anderson M T,Crawford S L,Cumblidge SE,et al.Low frequency phased array methods for crack detection in cast austenitic piping components[C].6th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurized Components,2007,10.
[18]Auckland D W,Varlow B R,Maloney D.Ultrasonic detection of insulation degradation[R].IEEE Proncedings A:Physical Science.Measurement and Instrumentation.Management and Education Reviews,2009,11.
[19]Woch S C,Zhou Q.Behavior of laser-induced ultrasonic waves radiated from a wet surf ace[J].PartI:Theoy,PartII:Experimenta l work,2001(6):3469-3477.
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
