鈦合金棒材超聲波探傷時底波后回波的缺陷定性分析
2011-07-23 03:30:56毛江虹王建淦曹繼敏肖松濤
無損檢測 2011年1期
關鍵詞:檢測
毛江虹,張 誼,王建淦,曹繼敏,肖松濤
(西安賽特金屬材料開發有限公司,西安 710021)
鈦及鈦合金材料因其比強度高、耐腐蝕、生物相容性好等優點被廣泛應用于航空、化工、醫療、電子和艦船等高新技術領域。鈦合金自身的熔煉特點及其缺口敏感性問題,要求在采用鈦合金時必須進行嚴格的控制。超聲波檢驗是一個重要的鈦合金質量控制手段[1-3]。文獻[4-5]中對國內外鈦材的探傷要求做了分析,小規格(<φ20 mm)鈦棒材按AA級檢測,要求很嚴格。生產中一般采用水浸聚焦縱波法超聲波探傷[6-9]。水浸聚焦縱波法具有清潔、靈敏度高、可實現自動化等優點。具體方法是將磨光棒材浸入水中,聚焦探頭發射的聚焦聲束經水耦合進入棒材,使聲束中心線與棒材表面垂直,確保入射聲束折射后仍為縱波,通過棒材相對于探頭的轉動,實現棒材全截面掃查。在探傷檢測過程中,為了提高檢測的靈敏度,可選用高頻率、小晶片尺寸的水浸聚焦探頭[10]。
棒材內部常見的裂紋、氣孔、夾層和折疊等缺陷均存在明顯的界面,與基體合金的聲阻抗差別較大,在一次底波前會出現明顯的回波。因此,在鈦棒材的超聲波探傷實踐中,一般只觀察一次底波前是否存在缺陷回波[1]。作為實心圓柱形工件,由于超聲波的擴散波束在圓柱面上形成三角反射路徑,一次底波后主要出現三角波的偽缺陷波。包括等邊三角波和等腰三角波,且固定出現在1.3d和1.67d(d為圓柱體直徑)的位置[1,11],因此三角反射波不會干擾缺陷波的判別。但探傷中經常出現這種情形:一次底波前無缺陷回波,在一次底波后,等邊三角波之間卻存在游動回波。通過對棒材的解剖分析,發現合金內部存在成分偏析。筆者分析了該缺陷的特性,并討論了底波后回波在探傷實踐中的參考價值。
1 試驗方法
(1)材料 選用西北有色金屬研究院研制并生產的TC4鈦合金φ9.0 mm磨光棒材。
(2)檢測儀 美國GE公司生產K K USM35型檢測儀。
(3)探頭 選用進口水浸點聚焦探頭,頻率20 MHz,晶片尺寸 1/8″。
(4)檢測方法 采用水浸聚焦法檢測,基準波高為80%。對比試塊選用TC4,φ8/0.8 mm,符合GB 5193—2007 AA級檢測要求。
(5)對缺陷樣做解剖金相分析,并采用JSM-6390A型掃描電鏡(SEM)對合金進行顯微組織觀察和能譜分析。
2 試驗結果
2.1 探傷檢測結果
在對φ9.0 mmTC4鈦合金磨光棒材的超聲波檢測過程中,發現在一次底波與等邊三角波之間存在游動回波,其波形顯示見圖1。
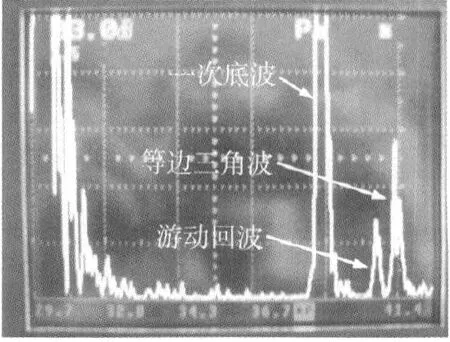
圖1 底波后的缺陷回波
從圖1中可以觀察到:一次底波前沒有明顯的回波;等邊三角波很明顯。游動回波的幅度約20%~40%,波形清晰獨立,波底較窄;在棒材的轉動過程中,該波在一次底波與等邊三角波之間不斷游動,可以判定這是一種由缺陷所導致的回波;并且在棒材一定長度的縱長方向上,回波一直存在,表明這種缺陷具有縱向延續性。
2.2 解剖結果
2.2.1 缺陷的高低倍金相
圖2為 TC4鈦合金棒材的低倍金相照片。可以看到,在棒材橫截面的中間部位存在一條清晰細長的亮帶,亮帶中心較寬,兩端較窄小。該缺陷屬體積類缺陷,厚度約 0.05~0.5 mm,長度約 2~5 mm。圖3為缺陷區域的高倍金相,可以觀察到亮帶中心部分為粗大的單相組織,基體為細小彌散的兩相組織,且缺陷與基體之間沒有明顯的界面。
2.2.2 能譜分析
圖4為TC4合金棒材橫截面的背散射圖片。可以看到,圖中有深色和淺色兩個區域。分別對不同區域采點(001,002和003)進行能譜分析,其分析結果見表1。從表中可發現,003點只有Ti元素存在,表明003區域是純鈦區域,即在探傷中所發現的缺陷區。001,002點主要由Ti,Al,V元素組成,但Al和V的含量嚴重偏離TC4的名義成分,是富Al貧V的區域。從表中還發現,靠近缺陷的002區域Al元素含量較多,而離缺陷較遠的001外圍區域Al元素含量較少,具有不斷接近TC4基體成分的趨勢,表明缺陷與基體之間沒有明顯的分界面,存在一個較寬的過渡區域。

圖2 TC4鈦合金缺陷的低倍金相

圖3 TC4合金缺陷的高倍金相
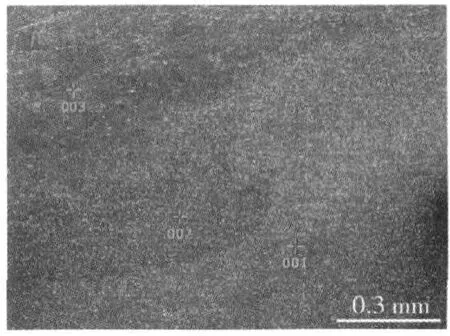
圖4 TC4合金缺陷的能譜分析
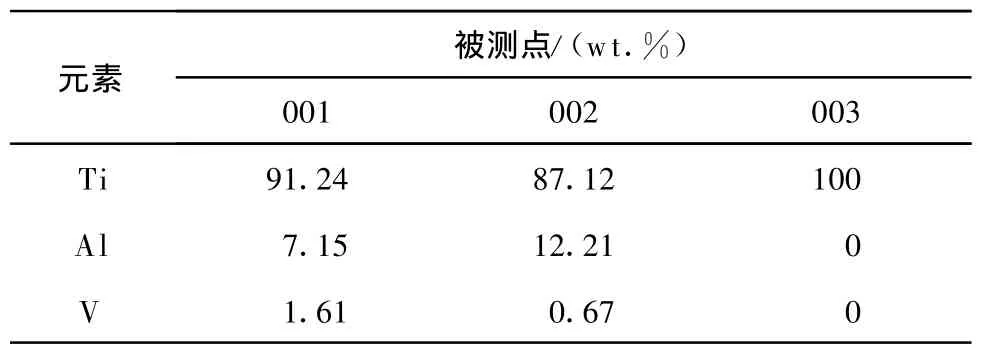
表1 缺陷區域的能譜分析結果 重量百分比
3 討論分析
3.1 缺陷的特性
3.1.1 缺陷的聲阻抗
聲阻抗是表征介質聲學性質的重要物理量。超聲波在兩種介質組成的界面上的反射和透射情況與兩種介質的聲阻抗密切相關。根據超聲傳播理論,當缺陷間隙h?λ(λ為波長)時,聲波在缺陷處的反射取決于缺陷介質的聲阻抗,即:
式中r——聲波反射率;
t——聲波透射率;
Z1——基體聲阻抗;
Z2——缺陷介質聲阻抗。
當界面兩側介質的聲阻抗近似相等時,即Z1≈Z2,有r≈0;t≈1。也就是說,當超聲波垂直入射到由兩種聲阻抗相差很小的介質組成的界面時,波束幾乎全透射,無反射[1]。
聲阻抗可理解為介質對質點振動的阻礙作用,其大小等于介質的密度與波速的乘積。通過能譜分析確定,缺陷介質為純鈦,與基體TC4鈦合金的密度、縱波傳播速度接近,聲阻抗相差很小,超聲波入射到純鈦介質時,發生全透射,無反射。因此超聲波探傷時在一次底波前未出現反射信號。
3.1.2 聲波的衰減
對于金屬材料等固體介質而言,介質衰減系數α等于散射衰減系數 αs和吸收衰減系數 αa之和[1,12-13],即:
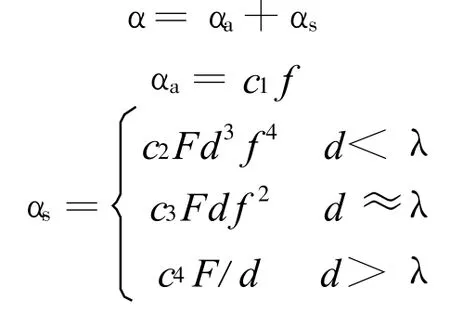
式中f——聲波頻率;
d——介質的晶粒直徑
λ— —波長
F——各向異性系數c1,c2,c3,c4——常數。
介質的散射衰減與f,d和F有關,當d<λ時,散射衰減系數αs與f4,d3成正比。在實際探傷中,若采用較高的頻率進行探傷,晶粒粗大的組織會降低聲速,增大聲波的衰減。文獻[14]報道材料內部的孿晶及桿狀、針狀析出物,超聲波振動引起析出物與基體介質在界面結合處產生交互作用,致使超聲波振動的能量轉化為熱能,也將造成能量損失,是產生內耗,導致超聲波衰減的主要因素。
TC4屬兩相鈦合金,相轉變溫度約 980~1 000℃,純鈦的相轉變溫度約880℃。TC4合金加工過程中,工藝溫度相對純鈦較高,使成分偏析部分的純鈦晶粒長大,并且與附近區域發生固溶,形成以Ti,Al,V三種元素組成的過渡組織。超聲波探傷采用高頻水浸聚焦探頭,聲束通過棒材中缺陷區域時,晶粒粗大的純鈦組織將降低聲速,增大聲波的衰減。同時TC4鈦合金中純鈦成分偏析缺陷屬透射類缺陷,使得在探傷時聲波將透射該缺陷區域,在波束接觸棒材底部反射后,最終造成該反射信號的出現將落后于一次底波。
3.1.3 缺陷形成原因分析
真空自耗電弧(VAR)熔煉是生產鈦及鈦合金鑄錠的基本方法。預先壓制海綿鈦與合金料的自耗電極,在真空狀態下,利用電極和坩堝兩極間電弧放電產生的高溫做熱源,將電極熔化。在熔化過程中,鑄錠自上而下地在結晶器內連續凝固增高,冷卻條件、熔池形狀和深度等均不是一成不變的,且合金元素在凝固結晶時分配系數各異,不可避免地使合金元素或化合物在樹枝狀晶間富集而形成偏析。偏析程度與原料質量、粒度、合金元素在電極中的分布和分配系數、凝固速率、熔煉時的掉塊、熔池深淺、液相的自然和受迫運動、擴散、晶粒尺寸及晶體形成的方式等諸多因素[15]。鈦合金的偏析包括宏觀偏析、α微觀偏析和β微觀偏析等,合金元素貧化偏析也是常見的一種。
合金元素貧化偏析又稱亮偏析,主要表現形式為基體中合金元素的貧化。分析認為,偏析的原因主要與原料粒度過大、熔煉過程不正常掉塊以及焊接和熔煉時起弧料使用不當有關。偏析部分在后續的鍛造、軋制過程中被拉長、分斷,棒材的縱方向上呈長條或斷續狀。由于缺陷為純鈦組織,硬度較低,相對基體延伸率較好,不會因加工產生裂紋。在應力應變作用下,逐漸趨向于棒材的中間部位,且呈一亮帶。同時,偏析部分在加工過程中會與基體組織發生固溶擴散,在含Al的鈦合金中通常形成以Ti-Al為主要成分的過渡區,向外逐漸到鈦合金的基體組織。中心部位則仍存留著粗大晶粒的純鈦單相組織。
分析表明該缺陷的特點為:合金元素貧化偏析;存在過渡層,無明顯界面;一般分布于中心部位,呈亮帶;中心部位是粗大晶粒的純鈦單相組織。
3.2 底波后回波的缺陷定性分析[16-17]
缺陷的回波特點:一次底波前無明顯的回波;一次底波與等邊三角波之間出現游動回波;波幅約20~40%。底波前無明顯的回波表明缺陷不能引起聲波的反射。底波后出現說明缺陷被超聲波透射,并造成衰減,聲波減速,被延遲,觸底后反射的信號位于底波后。同時由于缺陷與基體的聲阻抗相差很小,使缺陷回波的波幅較低。
游動回波表明缺陷為體積性缺陷,不是點狀缺陷,有一定的長度和厚度。隨著探頭的轉動,在垂直于缺陷方向探測,缺陷回波高;在平行于缺陷方向探測,缺陷回波低,甚至無缺陷回波。結合缺陷的低倍金相(圖2),當聲束垂直于亮帶的中心部位時,回波波幅較高;當聲束小角度偏離亮帶的中心部位的垂直方向于時,回波發生游動;當聲束偏離較大,逐漸平行于亮帶時,回波波幅降低并消失。
回波位于一次底波與等邊三角波之間,小規格棒材的超聲波探傷中,一次底波后,三角波是比較清晰的。這里所研究的透射類缺陷造成聲波被衰減、延遲,但作為合金基體元素的成分偏析相對于合金使聲波延遲的程度很小。只能使缺陷回波延遲在一次底波后,并且靠近一次底波,不可能被延遲到距離一次底波較遠的地方。可以肯定地說:透射類缺陷引起的回波本身與等邊三角波沒有關系,但其出現的位置一般位于一次底波與等邊三角波之間。
3.3 探傷實踐中底波后回波的參考價值
小規格鈦及鈦合金棒材的超聲波探傷具有自身的特點,通常采用水浸縱波法,探頭為聚焦探頭,頻率高,檢測靈敏度高;棒材直徑小,缺陷的比例相對較高,危害性也大,探傷中通常發現缺陷即判廢;成分偏析的缺陷在前期工序中未經檢出,小規格成品中依然存在,且相對于裂紋、氣孔、分層等缺陷,回波幅度較低,在探傷實踐中很難判定,是一個難點。
小規格鈦及鈦合金棒材的超聲波探傷,成分偏析是常見的一種冶金缺陷。按照超聲波檢測的理論可以大致分為兩類:一種是與基體組織聲阻抗相差較大的反射類缺陷;一種是與基體組織聲阻抗相差很小的透射類缺陷。前者如β鈦合金中的Nb富集偏析,可以在一次底波前清晰地觀察到缺陷回波。后者如文中所述的 TC4合金、TC1合金[18]棒材中的純鈦偏析以及含Al鈦合金中的TiAl金屬間化合物偏析。此類缺陷在一次底波前不反射,而在一次底波后出現游動的回波,且波幅一般<50%。檢驗工作者如果只觀察一次底波前的情形,則會認為缺陷;或者注意到一次底波后的回波,也會認為缺陷很微小,不能對其定性地分析。實際上,反射波幅低主要是由于缺陷與基體的聲阻抗相差很小。通過對發現存在回波的棒材作解剖分析,缺陷往往是體積類缺陷,具有一定的長度與厚度,相對于小規格棒材的性能、使用狀態都存在重大的質量隱患。
4 結語
超聲波檢測方法及相關國家、國際標準一般不要求關注一次底波后的回波情形,而且即使發現回波也不會超出標準要求。因此,在實際探傷過程中,操作者只觀察一次底波前的回波情形。筆者基于長期的小規格鈦及鈦合金棒材的超聲波探傷實踐,歸納分析一次底波后的回波可能是由棒材中透射類成分偏析缺陷引起的。建議從事小規格鈦及鈦合金棒材超聲波探傷的檢測工作者注意一次底波與等邊三角波之間的波形情況,避免漏檢可能存在的透射類成分偏析缺陷。
[1]全國鍋爐壓力容器無損檢測人員考核委員會組織編寫.超聲波檢測[M].北京:中國鍋爐壓力容器安全雜志社,1995.
[2]馬小懷,張延生,劉京州.鈦合金超聲波檢測中雜波產生原因分析[J].稀有金屬材料與工程,2005,34(增3):677-679.
[3]錢鑫源.鈦合金的超聲波檢驗[J].材料工程,1992(6):29-32.
[4]GB/T5193—2007 鈦及鈦合金加工產品超聲波探傷方法[S].
[5]史亦偉.國內外鈦合金棒材超聲波檢驗標準分析[J].材料工程,2002(6):46-50.
[6]趙鳳蘭,胡紹庭.中小徑鈦棒超聲波探傷[J].無損檢測,1990,12(4):100-102.
[7]馬小懷,郭永清,呂剛,等.截面厚度<13 mm的鈦合金棒材超聲波檢測[J].無損檢測,2005,29(4):43-46.
[8]馬小懷,趙喜明,陳百鎖,等.鈦合金小直徑棒材超聲波探傷[J].金屬學報,2002,38(增):688-690.
[9]尹玲.棒材的超聲波檢測方案[J].重慶職業技術學院學報,2006,15(6):136-137.
[10]毛江虹.TM50鈦合金中成份偏析的超聲波檢測[J].無損檢測,2008,30(9):663-664.
[11]聶向暉,譚依,王秀梅.UT檢測中非缺陷回波的識別[J].河南冶金,2001(4):23-24.
[12]李喜孟,林莉.超聲波透射技術無損評價粗晶材料平均晶粒尺寸[J].大連理工大學學報,1998,38(2):198-201.
[13]陳建忠,史耀武.低碳鋼晶粒尺寸的超聲無損評價技術[J].無損檢測,2002,24(9):391-394.
[14]徐玉松,陳菊飛,李學浩,等.鈦青銅材料超聲波衰減分析[J].材料開發與應用,2009,24(2):17-20.
[15]張英明,周廉,孫軍,等.鈦合金真空自耗電弧熔煉技術發展[J].稀有金屬快報,2008,27(5):9-14.
[16]王云昌,江波.超聲波檢測中對缺陷的定性分析[J].國外金屬熱處理,2004,25(6):40-41.
[17]胡坤芳.判斷超聲波探傷缺陷的幾種方法[J].貴州工業大學學報,2008,37(5):78-80.
[18]何春燕,朱康平,文寧.TC1鈦合金棒材超聲波檢測過程中未超標異常波的分析[J].鈦工業進展,2009,26(5):38-41.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
