基于PLC的滑塊自動(dòng)分揀系統(tǒng)
2011-07-07 08:49:00金美華
制造業(yè)自動(dòng)化 2011年22期
關(guān)鍵詞:系統(tǒng)
金美華
(南京工業(yè)職業(yè)技術(shù)學(xué)院,南京 210046)
0 引言
自動(dòng)分揀系統(tǒng)(Automated Sorting System)是當(dāng)今發(fā)達(dá)國家的物流配送中心或流通中心所必須的設(shè)施之一。滑塊式分揀系統(tǒng)是一種較新型的自動(dòng)分揀系統(tǒng),是由鏈筒式輸送機(jī)和滑塊(在滾筒上左右滑動(dòng)分揀商品)等組成。傳送裝置是由特殊鏈輪與滾筒組成;每根管子上各有一只導(dǎo)向塊(shoe)能作橫向滑動(dòng),導(dǎo)向滑塊靠在輸送機(jī)一側(cè)邊上,當(dāng)被分揀貨物到達(dá)指定道口時(shí),控制器使導(dǎo)向滑塊順序地向道口方向滑動(dòng),把貨物推入分揀道口。
隨著PLC技術(shù)的發(fā)展,優(yōu)越性逐步顯現(xiàn)出來:可靠性高,抗干擾能力高;適應(yīng)性強(qiáng),應(yīng)用靈活;編程方便,易于使用;功能強(qiáng)大,擴(kuò)展能力強(qiáng);控制系統(tǒng)設(shè)計(jì)、安裝、調(diào)試方便;體積小,維護(hù)方便。本文采用S7-200PLC實(shí)現(xiàn)滑塊式自動(dòng)分揀控制。
1 系統(tǒng)總體設(shè)計(jì)
分揀系統(tǒng)是物流配送中心的核心部分,滑塊式自動(dòng)分揀系統(tǒng)主要由七個(gè)部分組成,包括供件系統(tǒng)、機(jī)架與軌道、傳動(dòng)系統(tǒng)、分揀道口、分揀系統(tǒng)和收容格口。分揀系統(tǒng)物流配送中心的核心部分,是實(shí)現(xiàn)分揀的執(zhí)行系統(tǒng),它使具有各種不同負(fù)責(zé)信息的物品,在一定邏輯關(guān)系基礎(chǔ)上實(shí)現(xiàn)物件的分配和組合;供件系統(tǒng)是保證等待分揀物品在各種物理參數(shù)的自動(dòng)檢測(cè)過程中,通過信號(hào)識(shí)別和處理,準(zhǔn)確送入分揀機(jī)中;機(jī)架與傳動(dòng)系統(tǒng)軌道是系統(tǒng)的輔助設(shè)備,是將要分揀的物品輸送到相應(yīng)分揀道口中;分揀道口是將物品脫離輸送裝置并進(jìn)入相應(yīng)集貨區(qū)域的通道;收容格口是收集未能得到分揀的物品,因?yàn)榉謷偸谴嬖谥欢ǖ恼`差。分揀系統(tǒng)結(jié)構(gòu)如圖1所示。
2 控制系統(tǒng)的硬件配置
2.1 PLC輸入/輸出的確定
用PLC控制滑塊分揀輸送系統(tǒng),外圍設(shè)備少,占地空間小,是實(shí)現(xiàn)集控的良好設(shè)備。采用西門子公司S7-200系列的CPU226-2DP,具有功能強(qiáng)、控制精度高、運(yùn)行速率快、控制性能好等特點(diǎn),可以較好地實(shí)現(xiàn)集中控制和就地分散控制。
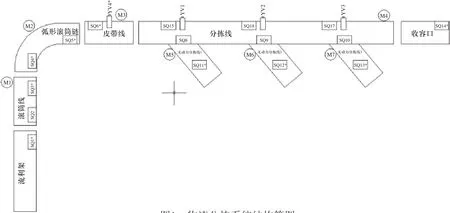
圖1 物流分揀系統(tǒng)結(jié)構(gòu)簡圖
現(xiàn)場(chǎng)輸入信號(hào)有流利貨架出開關(guān)、滾筒線入/出開關(guān)、滾筒線開關(guān)、滾筒線出開關(guān)、弧形滾筒鏈入開關(guān)、皮帶線入、滾筒線條碼掃描器開關(guān)、分揀線分揀口1/2/3對(duì)射傳感器、無動(dòng)力分揀線1/2/3光電開關(guān)等20個(gè);輸出信號(hào)有滾筒線、弧形滾筒鏈、皮帶線電機(jī)控制、分揀線電機(jī)控制、條碼掃描器控制、分揀線阻擋器Ⅰ/Ⅱ/Ⅲ動(dòng)作、輸送線啟動(dòng)、停止指示燈、分揀線速度控制信號(hào)1/2、皮帶線條碼掃描器處阻擋器動(dòng)作、警燈、分揀線分揀口1//2/3動(dòng)力滾筒電機(jī)控制等16個(gè)。
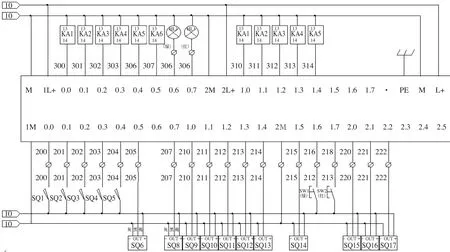
圖2 電氣原理圖一
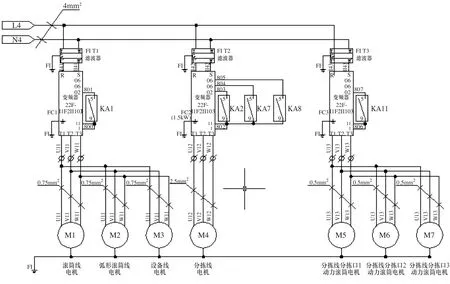
圖3 電氣原理圖二
2.2 PLC原理圖
PLC自動(dòng)分揀系統(tǒng)實(shí)現(xiàn)功能有:輸送線啟動(dòng),指示燈亮,從供件系統(tǒng)來物品,通過條碼掃描器得到信息,到達(dá)分揀光電開關(guān)檢測(cè),進(jìn)入分揀口接受信號(hào),分揀阻擋器動(dòng)作。原理圖如圖2、圖3所示。
2.3 系統(tǒng)程序流程圖設(shè)計(jì)
從自動(dòng)分揀系統(tǒng)的作業(yè)流程來看,分揀物需要先通過供件系統(tǒng)的輸送和匹配,然后進(jìn)入到輸送系統(tǒng)和分揀系統(tǒng);在輸送系統(tǒng)的輸送下,到達(dá)對(duì)應(yīng)格口后,由分揀系統(tǒng)將其分揀出來,送入對(duì)應(yīng)分揀格口中,完成分揀作業(yè)。流程圖如圖4所示。
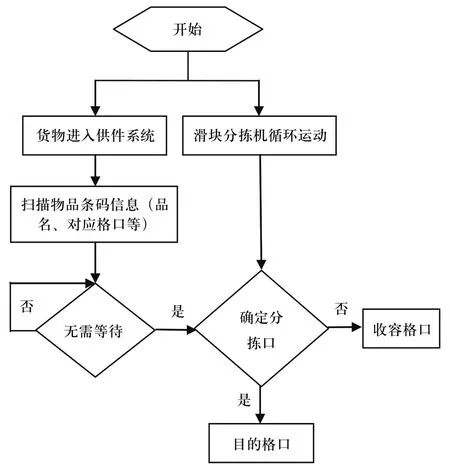
圖4 自動(dòng)分揀系統(tǒng)流程圖
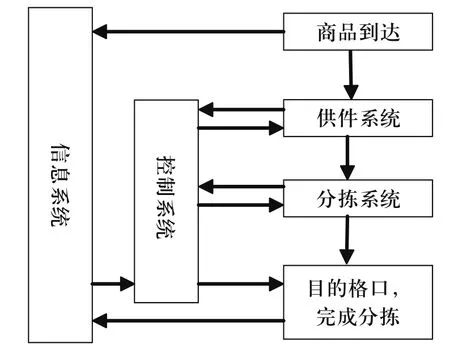
圖5 自動(dòng)分揀系統(tǒng)控制信息流
2.4 系統(tǒng)作業(yè)控制信息流
根據(jù)現(xiàn)有系統(tǒng)的組成,可建立自動(dòng)分揀系統(tǒng)的控制信息流圖,如圖5所示。物品到達(dá)自動(dòng)分揀系統(tǒng)后,商品信息輸入信息系統(tǒng);如需排隊(duì)等待,控制系統(tǒng)自動(dòng)等待,否則將物品送入供建系統(tǒng)、分揀系統(tǒng)、目的格口,同時(shí)反饋給信息系統(tǒng)。
3 結(jié)論
總之,在基于基于PLC的滑塊自動(dòng)分揀系統(tǒng)中,分析控制系統(tǒng)結(jié)構(gòu),確定控制系統(tǒng)的硬件選擇,定義PLC的I/O端子,說明電氣原理圖,流程圖等,經(jīng)運(yùn)行使用效果良好,用PLC控制,具有經(jīng)濟(jì)、可靠、方便的優(yōu)點(diǎn)。
[1] 楊海強(qiáng). 基于PLC的煙草運(yùn)輸系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)[J]. 裝備制造技術(shù), 2010(8).
[2] 朱建紅, 等. 基于S7_300物流控制系統(tǒng)設(shè)計(jì)[J]. 制造業(yè)自動(dòng)化, 2009(2).
[3] 成剛等. 基于S7_200PLC控制的郵件自動(dòng)分揀系統(tǒng)[J].機(jī)電一體化, 2008(3).
[4] 張鵬等. 基于PLC控制的臥式卷煙自動(dòng)分揀機(jī)設(shè)計(jì)[J].機(jī)電一體化, 2009(5).
[5] 毛玉君. PLC與上位機(jī)的通信[D]. 清華大學(xué)機(jī)械系,1994(2).
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
