EMC-A型控制棒驅動機構樣機研制及試驗分析
2011-06-30 06:37:32盧朝暉周建明呂永紅向文元
核技術 2011年11期
盧朝暉 周建明 呂永紅 向文元 白 冰
(中科華核電技術研究院有限公司 深圳 518124)
控制棒驅動機構(CRDM, control rod drive mechanism)以步進磁力提升方式驅動控制棒組件在堆芯內作上下運動,實現反應堆啟動、功率調節、正常停堆和事故停堆等功能。EMC-A型CRDM的改進與樣機研制,是在嶺澳核電站一期CRDM技術的基礎上,對驅動桿行程套管、鉤爪組件等作改進設計。解決原設計的一些弊病,如其上部?形密封焊縫泄露問題,其鉤爪組件的彈簧設計缺陷,其與外部運動部件的接觸摩擦引起機械動作延遲。樣機制造中,在不影響冷態性能試驗結果的前提下,對某些零件采用替代材料并簡化制造工藝。
1 設計改進
1.1 一體式驅動桿行程套管
嶺澳核電廠 L1號機組第五次大修中,發現控制棒驅動機構H14、D4、D6和D8的上部?密封焊縫出現泄漏,而第三、四次大修時曾分別發現控制棒驅動機構P10、K14泄漏,則該機組共有6根CRDM 在上部 ?密封焊縫或焊縫附近母材區發現泄漏。國外數據顯示,法國電力集團(Electricite De France)已發生 4起 CRDM 密封焊縫泄漏,其中 2起在上部?密封焊縫;美國Calvert Cliffs 2號機組也曾出現CRDM上部?密封焊縫泄漏[1]。
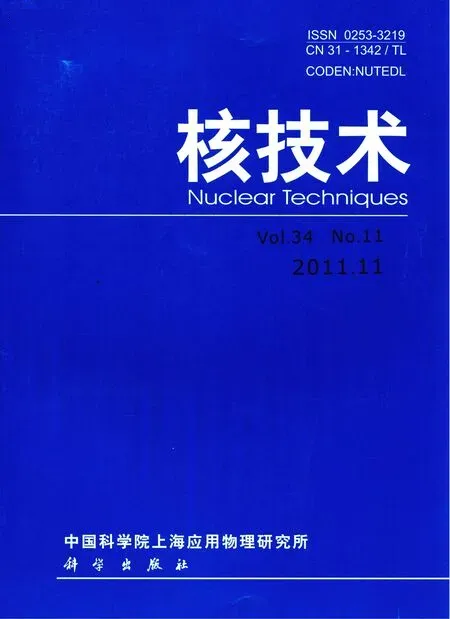
CRDM 上部 ?密封焊縫連接端塞和驅動桿行程套管,其端塞部分有吊環螺釘供吊裝CRDM,還有水壓試驗[2]時驅動桿行程套管內氣體排放的閥門(圖1a)。其實,該排氣閥在反應堆運行時并不使用,在高溫高壓下充水時,驅動桿行程套管內殘留的氣體被極度壓縮,所占體積不會影響驅動桿在驅動桿行程套管內的運動,完全可取消此排氣閥(圖1b)。
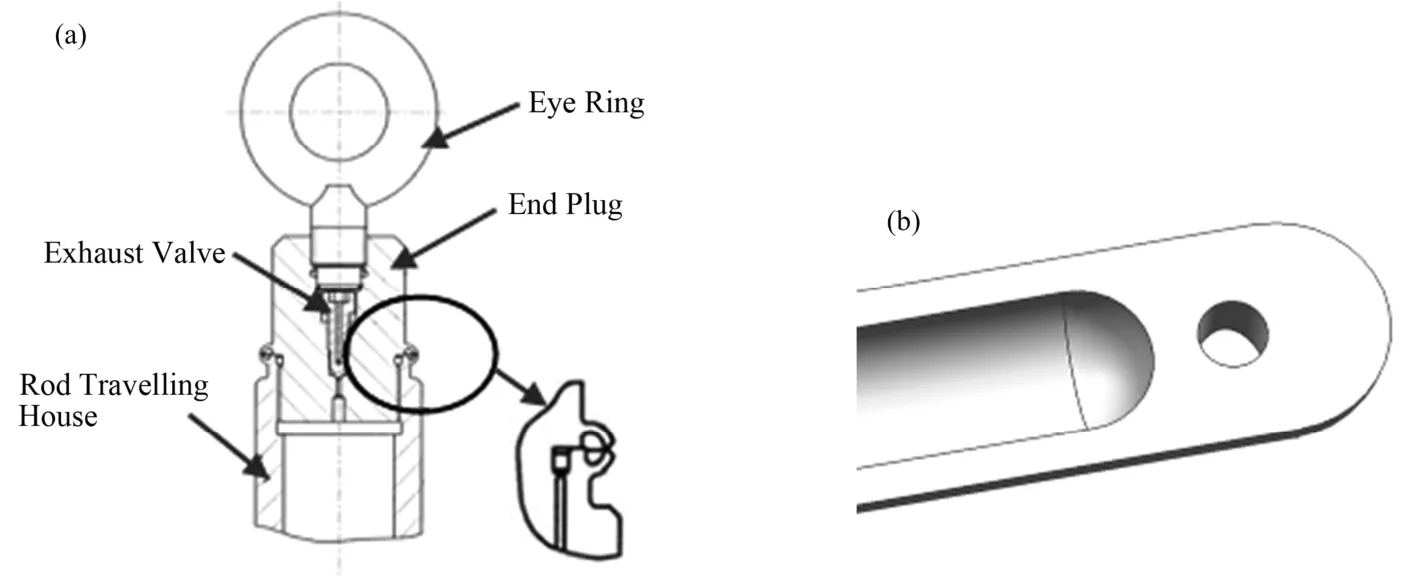
圖1 原上部?密封焊縫結構(a)和改進后的一體式驅動桿行程套管(b)Fig.1 Original upper ?-type seal weld structure (a) and the improved integral rodtravelling house (b).
1.2 鉤爪組件改進設計
鉤爪組件是CRDM的動作部件,結合運行經驗對原設計作分析,我們改進了鉤爪組件的結構設計,以提高鉤爪組件的運行可靠性。
1.2.1 改進鉤爪結構設計
齒根倒圓區是應力集中區,易產生疲勞裂紋,將原設計齒根倒圓(圖 2a)改為倒橢圓(圖 2b),可減少應力集中,改善裂紋產生傾向;同時,增加齒厚(圖2c),以提高CRDM的耐磨性能。
圖3的有限元分析結果表明,在相同工況下,倒橢圓后齒根過渡區的應力(圖 3a)較倒圓結構的應力(圖3b)降低約17%。
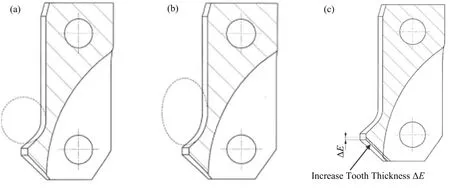
圖2 鉤爪結構設計改進前后示意圖(a) 原鉤爪結構,(b) 倒橢圓后的鉤爪結構,(c) 加大齒厚的鉤爪結構Fig.2 Schematics of latch structure before/after design improvement.(a) Original latch structure, (b) Latch structure with ellipse dedendum, (c) Latch structure with thicker tooth
圖3 鉤爪結構設計改進前后的應力分布(a) 倒圓結構的鉤爪應力分布,(b) 倒橢圓結構的鉤爪應力分布Fig.3 Latch stress before/after design improvement.(a) Latch stress with blending structure, (b) Latch stress with ellipse dedendum structure
1.2.2 改進鉤爪組件彈簧設計
原設計中,彈簧與運動件內孔表面的公差范圍重疊,運行過程中,彈簧外圈與運動件內孔表面可能會產生附加摩擦力,而影響銜鐵動作,使機械動作時間延長,甚至出現銜鐵動作匹配不協調而滑步或落棒。我們調整了彈簧和運動件的配合尺寸及公差,以避免上述現象。
1.2.3 改進鎖緊螺釘的結構設計
運行中發現,鉤爪支承套的鎖緊螺釘發生斷裂現象,故將螺釘尺寸由 M6改為 M8;螺釘材料也由奧氏體不銹鋼材料Z5CND17-12改為鎳基合金材料NC15FeTNbA,兩者的熱膨脹系數相近 (前者為15.5×10–6K–1,后者為 14.5×10–6K–1)。由此提高鎖緊螺釘的抗剪切能力。
2 樣機制造和試驗
2.1 樣機的材料替代與加工工藝簡化
其僅用于CRDM冷態性能試驗,只需要對機構的運行性能(如機電延遲時間等)進行驗證。因此,在不影響冷態性能試驗結果的前提下,材料采購時以國標材料替代RCC-M要求的材料(如省去探傷要求等),對樣機的制造進行了一系列的簡化。為便于采購,將驅動桿行程套管、密封殼等零件的材料由設計時的00Cr18Ni10N改為0Cr18Ni9,將驅動桿、可拆接頭等零件的材料由12Cr13改為20Cr13,同時驅動桿坯料采購由管材改為棒材。
為提高CRDM鉤爪和連桿的耐磨性,及降低接觸反應堆冷卻劑材料的含鈷量,鉤爪和連桿均采用在奧氏體不銹鋼基體上堆焊耐磨鈷基合金的結構型式。鈷基合金堆焊工藝復雜,為降低樣機制造成本和制造周期,對鉤爪和連桿均采用整體鈷基合金的結構型式,簡化制造工藝。為提高CRDM的使用壽命,其零件滑動配合表面均鍍有致密的硬鉻層,但樣機僅用于設計和運行性能參數驗證,對使用壽命不作要求,因而在樣機的制造過程中也取消了零件的鍍硬鉻工藝要求。
2.2 冷態性能試驗
為驗證該樣機設計的合理性,開展了如下冷態性能試驗:負荷傳遞間隙測量,機電延遲時間測試,三組銜鐵(提升銜鐵、移動銜鐵和保持銜鐵)的吸合電流測試,三組銜鐵的打開電流測試,額定電流運行試驗,記錄運行時提升和下插的電流、聲音與時間的關系曲線等。
冷態性能試驗臺架(圖 4a)為四層 5 m×5 m×25 m的鋼架結構。地面層安裝電機、泵、閥門和管線等,提供試驗本體安裝的地面支撐,試驗回路的進出口在該層與試驗本體相連;第二層提供試驗本體的上支撐,CRDM與試驗本體在二層對接;第三層安裝 CRDM,其中驅動桿行程套管為有機玻璃管,以便觀察;第四層安裝吊裝機構,并為驅動桿提供行程空間。
冷態試驗系統的控制系統由電源柜、邏輯柜、處理柜和測量柜組成(圖4b),另外連接一臺示波器,觀察和記錄各組試驗過程的電流波形和振動信號,并同時對電流時序進行評定。

圖4 CRDM冷態試驗系統 (a)試驗臺架和試驗流程 (b)控制裝置設備和控制系統Fig.4 Function test system of CRDM.(a) Function test system frame and chart of test (b) Control system and block diagram
2.3 試驗結果
控制棒驅動機構的冷態性能試驗主要如下:
(1) 負荷傳遞間隙試驗:分別測量提升線圈通電和不通電狀態下的負荷傳遞間隙。
(2) 機電延遲時間試驗:驅動機構機電延遲時間是工作線圈斷電后鉤爪打開使驅動桿組件開始自由下落所需時間,測量的11種狀態下的機電延遲時間涵蓋了CRDM運行中可能發生的所有情況。
(3) 銜鐵吸合電流試驗:逐漸加大各組銜鐵對應線圈的電流,直到銜鐵動作吸合,示波器上記錄的電流即為該組銜鐵的吸合電流。
(4) 銜鐵打開電流試驗:逐漸減小各組銜鐵對應線圈的電流,直到銜鐵動作打開,示波器上記錄的電流即為該組銜鐵的打開電流。
通過試驗記錄分析,試驗(1–4)的結果見表1,四組試驗結果均滿足設計要求。
表 1 試驗(1)–(4)結果Table 1 Test results of test items (1)–(4).
另一項試驗是額定電流運行時提升和下插的電流、聲音與時間的關系曲線:驅動機構在額定電流下,以72步/分的速度,在5–225步行程內往返運行。在試驗過程中,記錄每次往返運行時,提升和下插的電流、聲音與時間的關系曲線。額定電流運行時提升和下插的電流、聲音與時間的關系的正常曲線如圖 5(a–c)所示。而在后期運行時,出現滑步現象(圖 5d)。
CRDM 提升順序為:保持鉤爪保持驅動桿-移動鉤爪保持驅動桿-保持鉤爪打開-提升銜鐵通電帶動驅動桿提升一步-保持鉤爪保持驅動桿-移動鉤爪打開-提升銜鐵斷電移動鉤爪下降一步-移動鉤爪保持驅動桿,如此循環,帶動驅動桿的提升。其下降順序為:保持鉤爪保持驅動桿-提升銜鐵通電帶動移動鉤爪空提一步-移動鉤爪保持驅動桿-保持鉤爪打開-提升銜鐵斷電移動鉤爪帶動驅動桿下降一步-保持鉤爪保持驅動桿-移動鉤爪打開-提升銜鐵通電帶動移動鉤爪空提一步,如此循環。由圖 5(a),移動鉤爪閉合動作提前于保持鉤爪的打開動作,在整個運行周期內總有一個鉤爪保持驅動桿;圖5(d)中,移動鉤爪的閉合動作遲于保持鉤爪的打開動作,造成運動周期內鉤爪存在一定時間的雙打開,造成控制棒的滑步。
圖5 CRDM試驗運行的聲音-電流波形時序圖(a)提升波形,(b)下插波形,(c)落棒波形,(d)滑步波形Fig.5 Sound and current wave forms (in time sequence) of rod-lifting (a),rod-inserting (b) and rod-dropping (c), and the wave form showing a step-loss, in the CRDM test
圖6 鉤爪銷滑出及其對移動銜鐵內表面磨出的刻痕(a)和銷脹孔后開裂(b)Fig.6 Slid of latch pin and inner surface scratch of movable gripper armature by latch pin (a)and the crack after expansion of latch pin (b).
2.4 結果分析及糾正措施
根據滑步波形分析,由于某種原因致使移動鉤爪動作延遲,以至在保持鉤爪打開時,移動鉤爪未能抱緊驅動桿,造成滑步。上述現象可能系外力引起移動銜鐵動作滯后。引起移動銜鐵動作滯后的原因為:移動銜鐵運動面存在雜質、鉤爪或連桿的銷卡滯,造成轉動不暢。拆檢鉤爪組件,發現連接移動鉤爪的一個銷端部擴口不夠,未將銷鎖死,驅動機構運行中,銷子滑出,與移動銜鐵接觸,干涉了移動銜鐵的動作(圖6a),使移動銜鐵不能正常吸合。
由于鉤爪銷脹孔設計尺寸問題,控制棒驅動機構運行時的不斷磨損擠壓最終使鉤爪銷滑出而導致滑棒。設計要求的 KC20WN鈷基合金材料的硬度為 HRC35–40,實際在樣機制造過程中,由于材料采購不合格,實測硬度為HRC45,考慮到制造周期的限制角度,對不合格材料進行了讓步接收。由于硬度提高,造成材料的塑性降低,脹孔達到設計尺寸時容易產生開裂(圖6b),因此,在實際裝配時,無法將鉤爪銷擴口到設計要求尺寸。
重新裝配時,鉤爪銷采用了硬度滿足設計要求的 KC20WN鈷基合金材料,并按設計要求重新進行擴口,達到預定脹孔尺寸。對磨損面進行打磨后重新裝配,CRDM運行良好,未再次出現滑步現象。
3 結語
采用一體式驅動桿行程套管結構,解決了原設計中因上部?密封焊縫引起的泄露問題;
改進鉤爪結構設計,從理論上改善了裂紋產生傾向,提高了鉤爪齒的耐磨性;
改進鉤爪組件彈簧設計,從設計上避免了因彈簧外圈與運動件內孔表面的接觸而影響銜鐵動作,帶來機械動作時間延長,甚至出現滑步或落棒現象;
改進了鎖緊螺釘的結構設計,避免鎖緊螺釘的斷裂;
經拆檢,試驗中出現的滑步現象是由于鉤爪銷裝配不當引起的,原因是因為銷子使用的材料不符合設計要求。通過改進鉤爪銷材料的硬度,避免了因裝配不當而造成的滑步現象。
1 鄭曉敏. 嶺澳核電廠L1號機組控制棒驅動機構泄露問題[J]. 核安全, 2007, 2: 25–29 ZHENG Xiaomin. The leakage problem of CRDM in Ling'ao Station Unit 1 [J]. Nuclear Safety, 2007, 2: 25–29
2 李紅鷹, 許川. 秦山核電二期工程控制棒驅動機構國產化研制[J]. 核動力工程, 2003, 2: 143–145 LI Hongying. Indigenous development of CRDM for Qinshan Phase II NPP project [J]. Nuclear Power Engineering, 2003, 2: 143–145
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13