用低能X射線透照厚壁容器
2011-06-23 03:01:50姚陽明
裝備制造技術 2011年10期
姚陽明
(桂林市特種設備監督檢驗所,廣西桂林541004)
2010年11月份,筆者接到一個檢測任務:對一臺工藝氣/液氨換熱器的焊縫進行射線檢測。該容器的內徑為1000 mm,壁厚70 mm,材質為16Mn鍛。高壓段有2條環焊縫,其中的一條焊縫離管板約50 mm。按設計圖紙要求,對容器的這2條環焊縫進行100%超聲檢測和不少于20%射線檢測抽查(即:按照該容器圖紙及相關規范的規定,應為每條環焊縫各透照4張片)。超聲檢測在此不詳加敘述。
對于射線檢測,我們現有的透照設備只有X射線機,且最大的是300 kVX射線機,其最大穿透能力(按說明書介紹)為:50 mm(焦距600 mm,曝光時間5 min,天津Ⅲ型膠片,雙面鉛箔增感)。工件厚度超過現有X射線機最大穿透能力的40%,如按常規進行透照(即檢測,后同)是無法進行的,有一名射線Ⅲ級人員已斷定不能用現有X射線機進行透照。如果使用Co-60或Ir-192γ射線機,當然也不成問題。但在桂林這個工業不發達的旅游城市,極少遇到這種厚度的透照,為了這幾張片的透照而購買一臺Co-60或Ir-192γ射線機,綜合考慮不太現實,也不夠經濟;如考慮與外省外協,γ源為放射性元素,運輸手續辦理煩雜,時間上不允許。
所以領導要求我們要從現有的X射線機想辦法,完成檢測任務。我接到任務后,首先從增加曝光時間上入手,另外在焦距及對焦等方面,采取相應措施,使之得以成功。茲將具體做法闡述如下。
1 射線源至工件的距離f采用最小極限值
從X射線的曝光因子公式
曝光因子=管電流×曝光時間/(焦距)2
可知,曝光因子與焦距平方成反比關系,改變焦距對曝光因子的影響較大。在其他條件相同的情況下,采用較小的焦距,能得到較大的曝光因子,能增大對膠片的曝光量。但焦距也不能太小,過小會影響到底片的幾何不清晰度,即影響到檢測的靈敏度。相關標準規定了鍋爐壓力容器應滿足
式中,
f為射線源至工件的距離,它與焦距F的關系是
d為射線管焦點尺寸;
b為沿射線束中心測定的工件受檢部位射線源側表面與膠片之間的距離,b等于被檢工件母材厚度T再加上一個焊縫余高h
即 b=T+h。
從XXQ3005X射線機使用說明書查得,
射線管焦點尺寸d=3.5 mm;
焊縫余高h取3 mm;
b=70+3=73 mm,則
f≥10 db2/3=10×3.5×732/3=612,取 615 mm;
F=f+b=615+73=688 mm。
2 相關參數的確定及相應措施
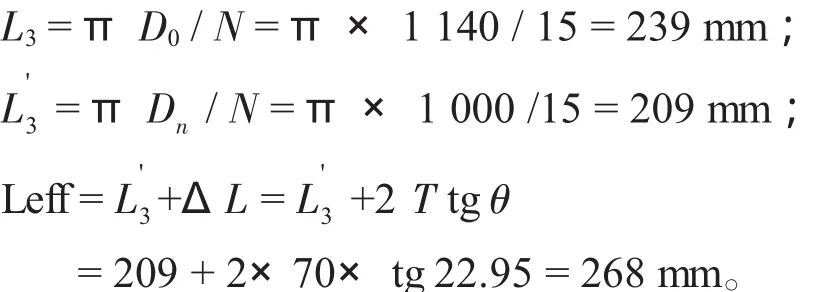
f確定后,接著就是相關參數一次透照長度L3和有效長度Leff的計算。
(1)按設計圖紙要求,按AB級進行射線檢測,所以計算時,按滿足這一要求進行計算:
已知:
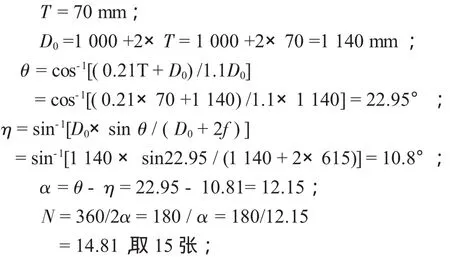
則一次透照長度
如果定位精確,例如采用超聲定位,可以使用300×100的膠片進行透照,否則應使用360×100的膠片進行透照。
(2)相應措施。由于工件厚度大,工件形狀為圓形,如果透照時對焦不當,就會造成底片兩端黑度不一致,或者說是K值不一致,也就是說很容易造成有一端有效評定范圍內K值超標(如圖1所示)。
對焦的關鍵,是要使X射線束中心線與被檢部位的對稱軸線重合。所以在透照時,先找出工件圓心與被檢部位中心的連線,然后調整射線機位置,使將發出的X射線束中心線與之重合(如圖2所示)。這樣做后,透照出來的底片兩端的黑度相差不大,符合標準要求。
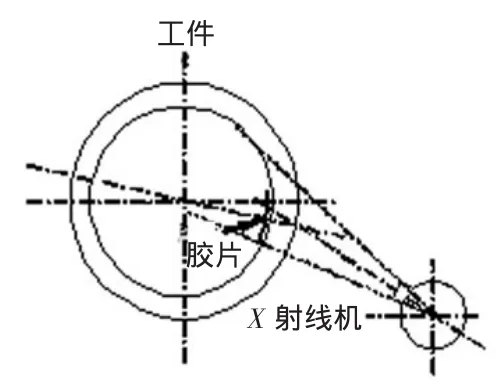
圖1 對機不當
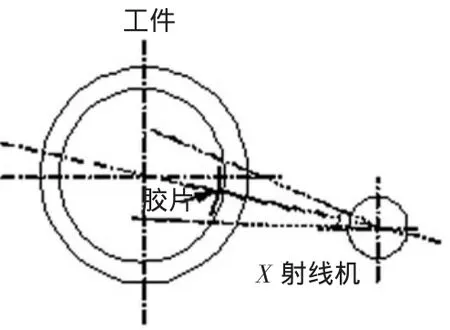
圖2 對機正確
3 增加曝光時間
XXQ3005X射線機的額定管電流為5 mA(設定值,不可調)、管電壓為300 kV,管電壓可根據需要在170~300 kV范圍內選擇,為了保險起見,我們不選擇最大值,選取285 kV作為透照電壓。
從XXQ3005X射線機的曝光曲線表查得F1=600 mm,285 kV,曝光時間5 min,底片黑度為
3.0 時,能透照的厚度為41 mm。
(1)求采用F2=688 mm時得到同樣黑度的底片的曝光時間t2。
由曝光因子公式

因mA值為射線機設定不變,得

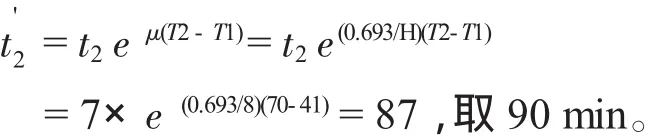
(2)求T2=70時,得到同樣黑度的底片所需的曝光時間。
查得該射線機285 kV時的半價層厚度H=8 mm,設透過T1=41 mm和T2=70 mm后的射線強度分別為I1和I2、吸收系數μ和散射線n假設不變,則

將X射線強度衰減公式代入得

整理后得
XXQ3005X射線機的額定工作時間(開高壓時間)為5 min,工作時間和間歇休息時間為1比1,這樣透照一張片時間共3 h。
另一條環縫可以放置周向X射線機,所以優先考慮使用周向X射線機。XXH3005周向X射線機焦點尺寸為2.25 mm,這時其最小射線源至工件的距離f為
f≥10 db2/3=10×2.25×732/3=393 mm。
工件內半徑500 mm,大于f值(393 mm),所以可以采用中心法透照,一次可以透完一條縫。曝光時間的計算方法與前面相同,在此不再重述。
2 條縫的透照(按要求抽查)第一次共用了13 h,即2個班時間。
4 其他措施
(1)減少散射線。由于曝光時間較長,工件直徑小,如果不采取措施減少散射線,會造成因散射線過大,致使底片報廢。我們的措施:
一是在射線機窗口加鉛光闌,縮小輻射場,以減少散射線;
二是在膠片暗袋背后加蓋厚度為2~3 mm的鉛板,遮擋散射線。
(2)使用新顯影液。顯影液的在使用過程中,顯影劑濃度逐漸減少,pH值逐漸降低,顯影劑氧化物和溶液中鹵化物逐漸增加,致使顯影作用逐漸減弱。在一定的范圍內,可以通過增加一定的曝光量來彌補。在這種情況下,是不宜采用這種方法的。因此,我們在透照這臺容器環縫前一天,就備好新顯影液。顯影時,顯影液的溫度控制在(20+2)℃范圍內。
5 檢測結果
由于采取上述措施,使這臺容器環焊縫透照得到的底片黑度D值:在兩端焊縫評定范圍內達到2.1~2.5,在中部母材達到3.8~4.0。能識別像質計絲號為8號,完全符合JB/T4730-2005《承壓設備無損檢測》標準的要求。底片的清晰度和靈敏度比γ射線機透照的底片好得多(如圖3所示)。
圖3 未熔合缺陷底片
檢測結果是:有7張底片符合JB/T4730.2-2005標準的Ⅱ級要求,有一張片發現有未熔合缺陷評為Ⅳ級 (如圖3所示),擴透2張結果符合JB/T4730.2-2005標準的Ⅱ級要求,返修后復驗符合JB/T4730.2-2005標準的Ⅱ級要求,合格。
6 結束語
通過這件事例說明,超過X射線機說明書標稱最大透照厚度的工件,在一定范圍內,采取相應措施后,也能完成透照,特別是在透照數量不大且時間緊迫、透照設備受限的情況下,用來透照既省時又經濟。但對于透照數量大或者檢測設備條件允許的情況下,使用更大的能量的射線機進行透照操作,就更簡便效果更好。
[1]強天鵬.射線檢測[M].北京:中國勞動社會保障出版社,2008.
[2]JB/T4730-2005,承壓設備無損檢測[S].
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13