珩齒切削速度分布特性對齒面質量的影響
2011-05-30 09:46:24梁國星高曉旭
中國機械工程 2011年15期
呂 明 梁國星 馬 麟 高曉旭
太原理工大學,太原,030024
0 引言
硬珩齒加工過程中,珩輪與齒輪工件做嚙合運動,在接觸區域產生相對運動和作用力,附著在珩輪齒廓表面的立方氮化硼(CBN)磨粒壓入工件齒廓表面并作相對滑移,實現接觸區域齒輪工件的材料去除。通常珩輪作為主動輪做旋轉運動,齒輪工件作為從動輪一邊旋轉一邊做軸向往復運動,以便完成齒輪工件全齒面的材料去除。該加工方法的優點是加工效率高且切削速度低,齒輪工件表面幾乎不產生熱應力,可避免齒面組織的熱損傷。
外嚙合珩齒加工技術起源于20世紀50年代后期,并作為熱處理后齒輪最終加工的經濟工藝而受到廣泛關注,研究者們的研究重點是提高齒輪加工精度和生產效率[1]。20世紀60年代末,日本九州大學著手圓柱蝸桿珩齒工藝的試驗研究,并取得成功,隨后在美國、西歐等發達地區逐步應用并迅速發展起來。在此期間,我國外珩齒機研制成功,并開始著手研究珩齒技術[2]。1993年,徐璞等[3]完成了立方氮化硼鋼基體硬面珩輪的設計,并針對模數m=3mm,齒數z=73,齒面硬度為HRC50的齒輪進行珩齒試驗,試驗結果表明,齒輪工件表面質量得到明顯提高,配對嚙合降噪效果可達3dB。2002年,王長路等[4]完成了電鍍CBN斜齒外珩輪整行珩齒機理研究,珩齒試驗結果表明,齒輪工件表面粗糙度值明顯減小,齒向和齒形精度提高1~2級。國內外大量的研究與實踐表明,珩齒技術是適合于熱處理后齒輪精加工的一項經濟技術,市場應用前景廣闊。
目前相關文獻對于珩齒工藝的研究幾乎都集中在珩輪設計制作及珩后齒輪工件的精度上,很少對珩齒加工后齒輪工件齒廓表面質量的一致性進行深入研究。由于珩齒過程中接觸線上相對滑移速度是一變量,珩齒加工后,齒輪工件同一齒廓表面質量不一致,最終導致齒面磨損差異較大,在一定程度上降低了齒輪工件使用壽命,因此,研究分析珩齒過程中接觸線上速度分布特性,對改進珩齒工藝以及配套珩齒刀具的研制開發具有重要的意義。
1 珩輪接觸點上的切削速度
珩齒過程中的切削速度實際上是珩輪齒面與齒輪工件齒面在接觸點處的相對滑移速度,是珩齒工藝過程中的一項重要參數,直接影響珩輪磨損的均勻性以及齒輪工件表面質量的一致性。
圖1為珩齒嚙合示意圖,其中,R1為珩輪齒廓表面上的點M1在S1(o1x1y1z1)中的矢徑;R2為齒輪工件齒廓表面上的點M2在S2(o2x2y2z2)中的矢徑;R'1為接觸點M'在S1中的矢徑;R'2為接觸點M'在S2中的矢徑;h為齒輪工件珩齒過程中軸向移動距離;a為珩輪和齒輪工件中心距;Σ為軸交角。
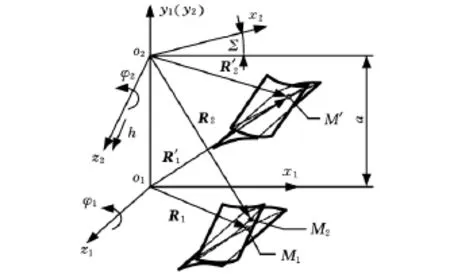
圖1 珩齒嚙合示意圖
在實際珩齒的過程中,切削速度由珩輪與齒輪工件嚙合過程中形成的轉動所產生的相對速度和齒輪工件軸向進給所產生的移動速度合成,即

式中,V12為珩齒過程中的切削速度(相對滑移速度);V(φ)為珩輪與齒輪工件嚙合過程中形成的轉動所產生的12相對速度;V1(2h)為齒輪工件軸向進給所產生的移動速度;Kφ'1為坐標變換的系數矩陣。
為了方便起見,將兩個速度分量分別進行推導,建立如圖2所示的坐標系。齒輪工件軸向進給所產生的移動速度V1(2h)可表示為

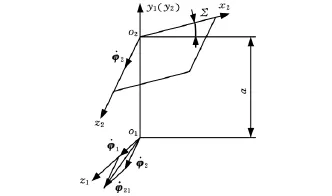
圖2 相對運動速度
結合圖1,珩輪齒輪工件嚙合過程中形成的轉動所產生的相對速度可表示為

式中,φ·1為珩輪角速度;φ·2為齒輪工件角速度。
設M'點在固定坐標系中的坐標為(x'1,y'1,z'1),在固定坐標系中各坐標軸上的單位矢量分別為 i,j,k,點 o2在固定坐標系的坐標為(0,- a,0),則 V(φ)12可寫為
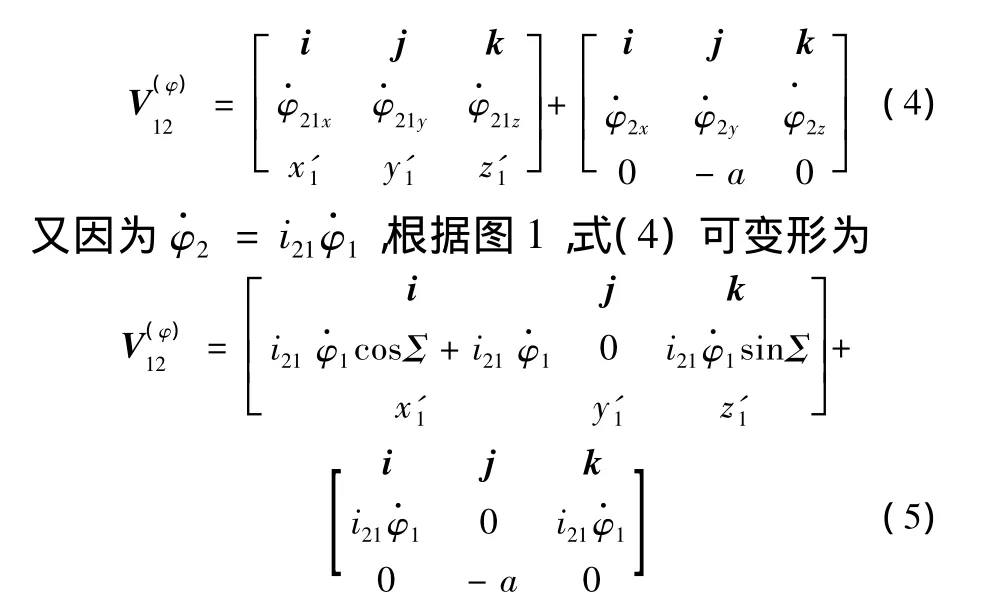
式中,i21為珩輪與齒輪的傳動比。
在珩齒過程中,φ·2和φ·1方向相反,因此上式可化簡為
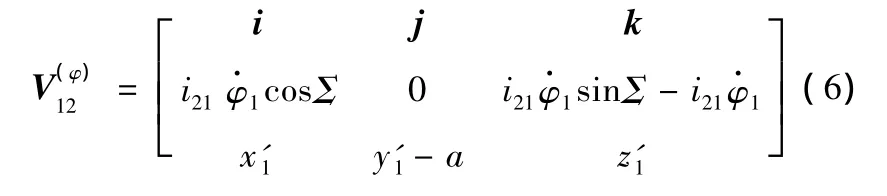
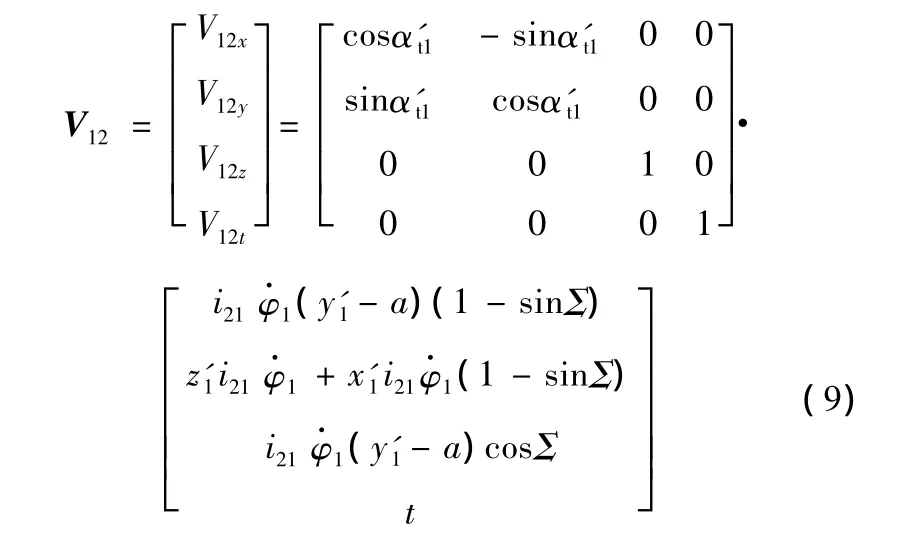
將其改寫為與基本旋轉矩陣齊次的四階矩陣:

式中,t為時間;V(φ)12t為相對滑移速度時間分量(三階矩陣變四階矩陣時的補齊函數,只與時間有關,與其他幾何參數無關)。
將珩輪端面坐標進行坐標變換,其角位移φ'1簡化為端面壓力角α't1,即

其中,φ1為初始角位移,此時φ1=0,γ = α't1,u=0。由式(2)、式(7)和式(8)得
將式(9)與齒輪工件齒面方程相結合,可得到珩輪接觸線上各點的切削速度:
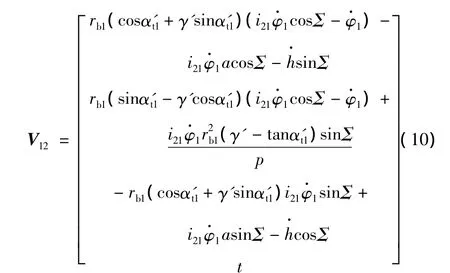
式中,rb1為珩輪基圓直徑;p為接觸點沿珩輪螺旋線上升的軸向距離(導程);γ'為接觸點處漸開線展角。
2 切削速度分布特性
在珩齒過程中,接觸點相對滑動速度由三個速度矢量合成[5]:第一個為珩輪與齒輪工件沿齒向的相對滑動速度;第二個為沿齒廓切線方向的相對滑動速度;第三個為齒輪工件軸向移動速度。相對滑動速度方向在珩輪和齒輪工件端面的投影如圖3所示。因為切削速度在齒高方向是變化的,它是接觸點在接觸線上的位置函數[6],且在節點兩側方向不同,因而在齒輪工件齒面上形成人字形分布的切削軌跡[7],如圖4所示。

圖3 端面相對滑動速度示意圖
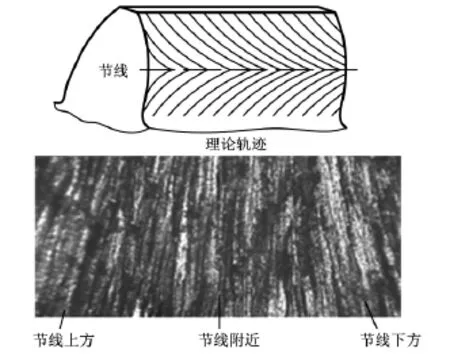
圖4 齒輪工件齒面切削軌跡
正因為上述節線兩側切削軌跡以及切削速度的變化,導致齒輪工件在珩齒后整個齒面上從齒頂到齒根的表面質量差異較大。其中導致表面質量差異的主要原因是切削速度在工件齒面上分布的不同。
對特定幾何參數的珩輪和齒輪工件進行切削速度分析(幾何參數見表1)。根據給定珩輪和齒輪工件幾何參數,利用式(10)在MATLAB中編程計算接觸線上切削速度的分布情況,如圖5所示,其中,ny表示珩輪轉速。齒輪工件軸向進給速度約為12mm/s,h·忽略不計。
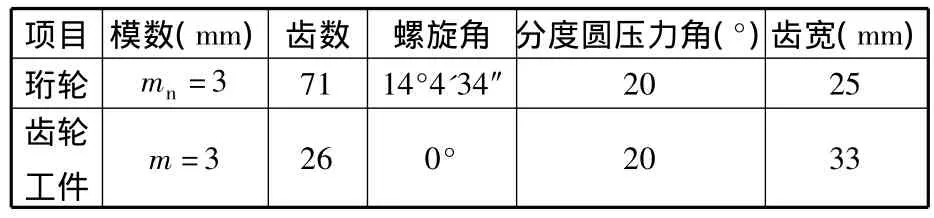
表1 珩輪和齒輪工件參數

圖5 珩輪接觸線相對運動速度
從圖5中可以看出,珩齒時切削速度隨接觸點位置發生變化。在同一轉速下,珩輪齒頂處切削速度最大,齒根處次之,在節點附近最小,隨珩輪轉速的提高,切削速度的差異會進一步明顯。因此在珩齒的過程中,適當減小珩輪轉速有利于保證齒輪工件齒面質量的一致性。
3 實驗分析
實驗所用齒輪工件為標準漸開線齒輪,幾何參數見表1。工件表面經滲氮淬火處理,硬度為HRC61~HRC63。為了便于比較分析,對三個齒輪工件進行磨齒,磨齒后齒輪工件表面質量一致,然后進行珩齒加工,所用珩齒機床型號為Y4650,珩輪表面CBN磨粒粒度為120目,磨粒平均直徑約為0.15mm,珩齒配重壓力為100N。每個齒輪工件珩齒加工正反轉各12個行程,珩齒前后齒輪工件如圖6所示。
圖6 珩齒前后齒輪工件
珩齒加工后將齒輪工件沿齒向切開,通過Mahr表面粗糙度儀進行表面粗糙度特征參數的測量,分別取齒輪工件每個齒面兩側齒頂位置、節線位置和齒根位置進行測量,粗糙度值取均值,得到不同轉速下齒輪工件表面粗糙度值,如圖7所示。
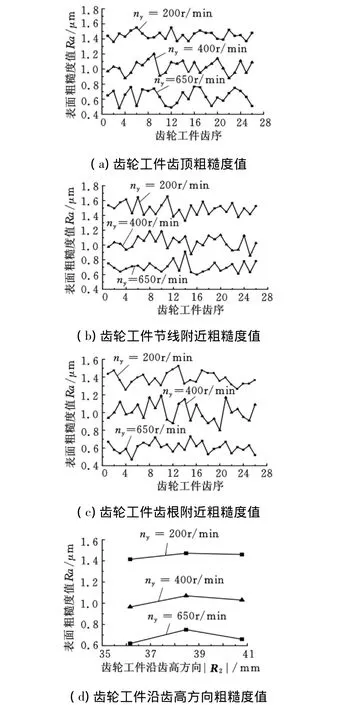
圖7 齒輪工件珩齒后表面粗糙度值
從圖7a可以看出,珩輪轉速不同時,由于其接觸點處的相對滑移速度也不同,因此,齒輪工件經珩齒加工后齒頂位置粗糙度值差異明顯,而且隨著珩輪轉速的提高,齒頂位置粗糙度值明顯減小,即較高的相對滑移速度對工件表面質量有一定提高。從圖7b可以看出,隨著珩輪轉速的提高,齒輪工件節線附近粗糙度值有一定程度的減小,但總體來說,在相同的珩輪轉速下其值要比齒頂位置處大,齒輪工件在節線附近表面質量要次于齒頂位置。從圖7c可以看出,不同的珩輪轉速時,其粗糙度值在齒根位置也不相同,珩輪轉速越高,其粗糙度平均值在該位置越小,表面質量也越好。
將不同轉速下不同位置粗糙度值各取均值得圖7d所示的齒輪沿齒高方向粗糙度值變化趨勢曲線。當珩輪轉速為200r/min時,齒頂位置粗糙度平均值 Ra(200,da)=1.44μm,節線附近位置粗糙度平均值Ra(200,d)=1.46μm,齒根位置粗糙度平均值Ra(200,df)=1.42μm。齒頂和節線附近位置粗糙度值相差0.02μm,齒根和節線附近位置粗糙度值相差0.04μm,齒頂和齒根位置粗糙度值相差0.02μm,因此在該轉速狀態下珩齒,齒輪工件齒面粗糙度值相差較小,齒面質量較為一致;當珩輪轉速為400r/min時,齒頂位置粗糙度平均值Ra(400,da)=1.01μm,節線附近位置粗糙度平均值Ra(400,d)=1.07μm,齒根位置粗糙度平均值Ra(400,df)=0.96μm。齒頂和節線附近位置粗糙度值相差0.06μm,齒根和節線附近位置粗糙度值相差0.11μm,齒頂和齒根位置粗糙度值相差0.05μm,因此在該轉速狀態下珩齒,齒輪工件齒面粗糙度值相差較大,但齒面質量仍較為一致;當珩輪轉速為650r/min時,齒頂位置粗糙度平均值Ra(650,da)=0.64μm,節線附近位置粗糙度平均值Ra(650,d)=0.75μm,齒根位置粗糙度平均值Ra(650,df)=0.61μm。齒頂和節線附近位置粗糙度值相差0.11μm,齒根和節線附近位置粗糙度值相差為0.14μm,齒頂和齒根位置粗糙度值相差0.03μmm因此在該轉速狀態下珩齒,齒輪工件齒面粗糙度值相差較大,但齒面質量仍較為一致。
4 結論
(1)根據運動展成原理結合坐標旋轉法,推導出接觸點處的切削速度在接觸線上沿齒高方向是關于位置的變化函數,并得出切削速度沿接觸線的分布規律。
(2)通過對接觸線上相對滑移速度的理論推導以及實驗研究,得出接觸線上相對滑移速度的不同是造成齒輪工件同一齒面上粗糙度值不同的主要原因。
(3)在珩齒過程中,隨著珩輪轉速的提高,工件同一齒面粗糙度值的差異會進一步擴大。
(4)為了提高齒輪工件使用性能,外嚙合珩齒加工宜采用較低轉速。
(5)要全面研究珩齒加工后工件齒面質量,還必須綜合考慮珩齒加工配重、珩輪齒廓表面磨粒粒度及分布特點、接觸點處加速度變化等因素。
[1] Mizuno S,Hoshino A,Morita T.New Dressing Mmethod for Gear Honing Wheel and Its Effectiveness(2nd Report)-Improvement of Dressing Ability with Slant Feeding[J].Journal of the Japan Society for Precision Engineering,1996,62(12):1727-1731.
[2] 侯小晶,牛衛晶,呂明,等.電鍍CBN珩齒刀的工藝研究[J].現代制造工程,2004(2):84-85.
[3] 徐璞,穆臨平,蔣新柏,等.硬齒面齒輪珩齒技術的進展[J].太原理工大學學報,1993,24(6):45-50.
[4] 王長路,劉毅.CBN珩輪整形珩齒機理研究[J].機械傳動,2002,26(3):20-23.
[5] 傅則紹.微分幾何與齒輪嚙合原理[M].東營:石油大學出版社,1999.
[6] 李特文.齒輪嚙合原理[M].2版.上海:上海科學技術出版社,1984.
[7] 蒲作鴻,孫昌平,夏文泉.圓柱齒輪珩齒工藝[M].北京:國防工業出版社,1965.
