六輥鋁冷軋機厚度控制系統(tǒng)介紹
2011-05-10 11:04:42林清俊陳福利黃曉峰
制造業(yè)自動化 2011年15期
林清俊,陳福利,黃曉峰
(1. 北京機械工業(yè)自動化研究所 自控中心,北京 100120;2. 涿神公司 設計部 電氣室,涿洲 072750)
0 引言
我公司于2002年引進了一臺六輥不可逆鋁冷軋機,該冷軋機機械部分由三菱日立金屬制造公司提供,電氣部份由東芝GE公司提供。該軋機主要由以下控制系統(tǒng)構成:自動厚度控制系統(tǒng)、自動板形控制系統(tǒng)、恒張力控制系統(tǒng)、LEVEL-2系統(tǒng)、自動上卷、料卷傳送等系統(tǒng)。
在此介紹其厚度控制系統(tǒng)。
1 目的
AGC的目的是為了得到高質量產品和穩(wěn)定軋制。
AGC系統(tǒng)應該成功地在軋機速度變化、熱彎曲的厚度和硬度變化、軋輥表面變化等等的狀況下工作。
2 AGC系統(tǒng)
系統(tǒng)由如下5個功能組成:
1)M-AGC 監(jiān)視 AGC;
2)FF-AGC 前饋 AGC;
3)MF-AGC 質量流AGC;
4)RE-AGC 軋輥偏心AGC;
5)MV-AGC 多變量 AGC。
2.1 監(jiān)控-AGC
圖1為一個軋制通道M-AGC框圖。M-AGC有兩個功能,一個是M-AGC(G),主要操縱輥縫,另一個是M-AGC(T),主要操縱入口張力。M-AGC的輸入,是通過測厚儀(出口測厚儀)測量得到的出口厚度偏差,M-AGC控制器計算輥縫修正值,使用PI(比例和積分)控制,并且M-AGC(T)計算入口張力修正值。

圖1 M-AGC
史密斯預測器補償在軋機和測厚儀之間時間滯后,并且允許 M-AGC 提高它的響應。
2.2 FF-AGC(前饋AGC)
圖2 為一個軋制通道中的前饋AGC框圖。前饋AGC的輸入,是通過測厚儀(入口測厚儀)測量得到的入口厚度偏差,入口厚度偏差從測厚儀到軋機是滯后的,控制器計算輥縫修正值,使用輥縫對于出口厚度的影響系數(shù)。
2.3 MF-AGC(質量流AGC)
圖3為一個在軋制通道中的質量流AGC框圖。質量流AGC有兩個控制功能,一個是質量流AGC(G)主要控制輥縫,另一個是質量流AGC(T)主要控制入口張力。

圖2 前饋-AGC

圖 3 質量流AGC
質量流AGC的輸入,是通過測厚儀(入口測厚儀)測量得到的入口厚度偏差,入口厚度偏差從入口測厚儀到軋機是滯后的,并且成為軋機入口厚度偏差。
控制器基于質量流常數(shù)估算出口厚度,使用軋機入口厚度偏差通過下述公式計算。質量流AGC(G)控制器計算輥縫修正值,使用PI(比例和積分)控制,并且質量流AGC(T)入口張力修正值。
公式:H1V1=H2V2
H2—軋機出口側的質量流厚度值;
V1—激光測速儀測得的入口側速度;
V2—激光測速儀測得的出口側速度;
H1目標入口側厚度。
2.4 RE-AGC(軋輥偏心AGC)
圖4為用于軋機軋輥偏心AGC框圖。
此控制減少在軋機運行時軋輥偏心的影響。
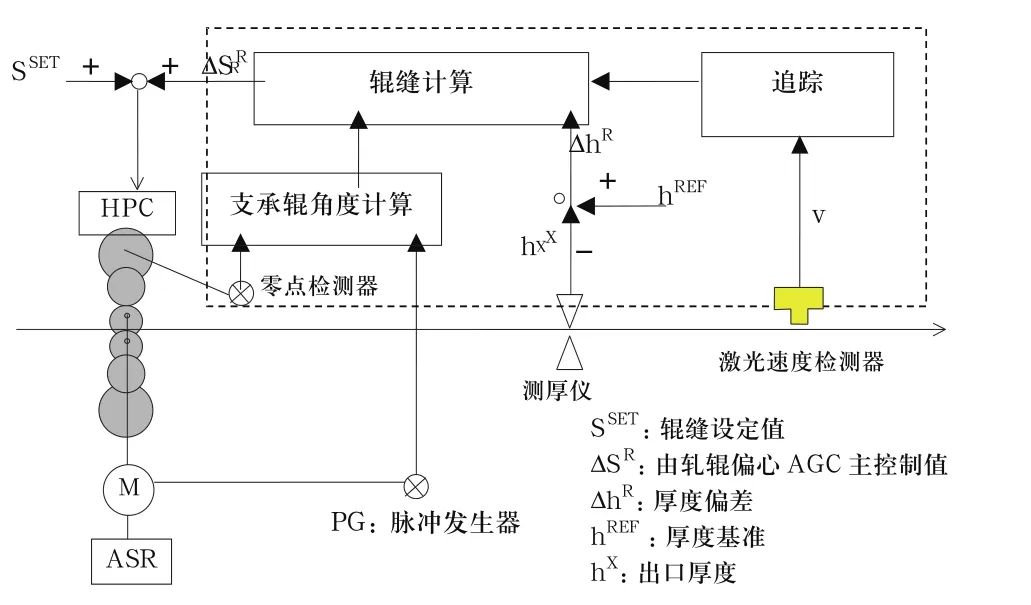
圖4 軋輥偏心-AGC
由測厚儀測得的厚度誤差與相適應的轉動角度輸入到軋輥偏心AGC。
軋輥偏心AGC輸出輥縫修正值基于重復控制方法。
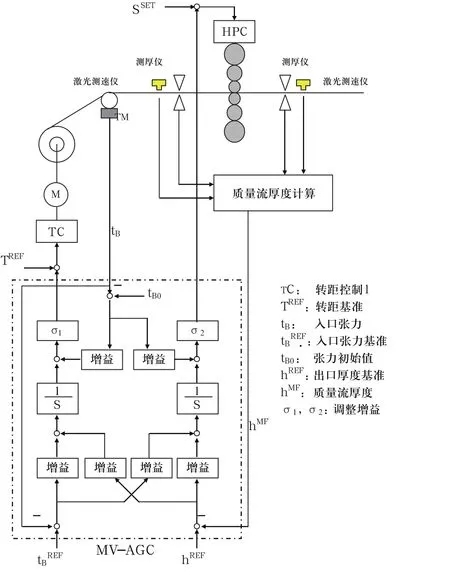
圖5 MV-ΔGC
2.5 MV-AGC(多變量AGC)
控制厚度與張力,是基于 ILQ (逆二元線性)的基礎上設計的控制理論,是解決 LQ(線性二元)最佳控制逆向問題的一個方法。在軋機穩(wěn)定軋制狀態(tài)方程能與模型聯(lián)立方程一起被描述。
3 測厚儀
其厚度控制系統(tǒng)所采用的兩臺測厚儀均為東芝7311系列其主要性能指標如下:
1)測量范圍
0.1~8.0 mm(相當于0.095~16.0 mm 的純鋁)
純鋁厚度=設定厚度×(1+厚度補償/100)
2) 精度
下列基于電離放射測量系統(tǒng)的 IEC 769 的測試方法并帶用于厚度測量的模擬或數(shù)字信號處理。
(1)精度(1)式中:reproducibility-重復性;noise-噪聲;Linearity-線性。
這個精度是當使用精度測試標樣和系統(tǒng)離線時的精度。
測量氣隙:300mm,時間常數(shù):10ms。
(2)線性
自從這測厚儀取相關的尺寸,校正線性是不適用的,且使用偏差線性。
設定厚度的±0.12%或±0.06μm,無論哪一個大。(2σ)
(3)測量重復性
設定厚度的±0.06%或±0.06μm,無論哪一個大。(2σ)
(4)輻射噪聲
設定厚度的±0.12%或±0.12μm,無論哪一個大。(2σ)
(5)漂移
±(測量厚度的0.2% + 0.5μm) 在8 小時內。
測量頭:冷卻水溫度 變化最大不超過±3℃, 環(huán)境溫度變化最大不超過±5℃, 并且空氣密度不變。
設備柜和驅動控制箱:環(huán)境溫度變化最大不超過±5℃。
4 結束語
從冷軋機有負荷試車到現(xiàn)在,厚度控制系統(tǒng)運行良好。所生產的產品厚度精度達到表1的要求。滿足了我公司的生產要求,同時也為我公司生產高品質的板材奠定了基礎。
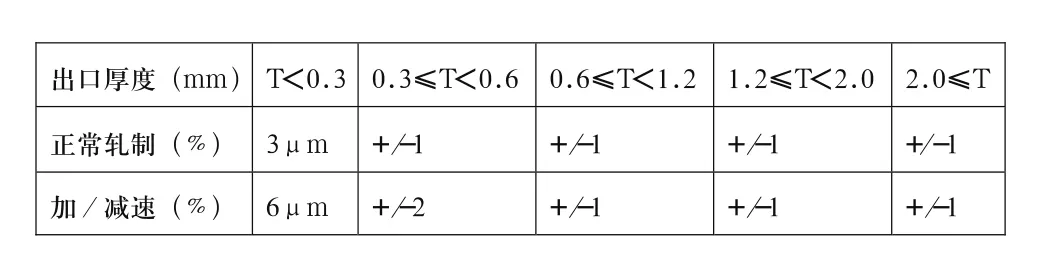
表1 精度標準
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
產品可靠性報告(2017年7期)2017-09-05 09:49:12
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車觀察(2016年3期)2016-02-28 13:16:26
