增壓空氣機壓縮故障診斷及處理
2011-05-04 10:45:14田新生
中國設備工程 2011年6期
田新生
(馬鋼氣體銷售分公司,安徽 馬鞍山 243011)
一、設備情況
增壓空氣壓縮機2003年年底投入生產,2007年8月至2008年6月二級軸承溫度多次出現異常波動,并且加速度值也出現不規則的上升,特別是2008年8月,加速度值上下波動明顯。針對設備經常出現溫度、振動等突然變化的情況,加大了數據采集的頻次,分析頻譜發現二、三級軸瓦有0.5倍頻。因此判斷二級軸瓦存在損傷形成油膜不穩狀況,能量雖小,但對設備的危害較大,針對此情況,向公司提出書面申請要求安排檢修,重點檢查二級推力。
GT 063 L2K1型增壓空氣透平壓縮機于2003年年底投入運行,是四萬制氧機主要的配套設備之一,五級壓縮。一級單軸,二三級同軸,四五級同軸,每級后都有一個冷卻器。傳動方式為電機帶動大齒輪,由大齒輪帶動三個小齒輪。
性能參數:型號為GT 063 L2K1,介質為空氣,吸氣壓力0.493~0.535MPa,排出壓力4.873~5.408MPa,吸氣溫度29~37℃,出口溫度29.2~34.5℃,流量143 033~181 098m3/h,功率10 300kW,大齒輪轉速n0=1 490r/min,小齒輪1轉速n1=11 375r/min,小齒輪2轉速n2=17 937r/min,小齒輪3轉速n3=24 536r/min。
二、存在問題
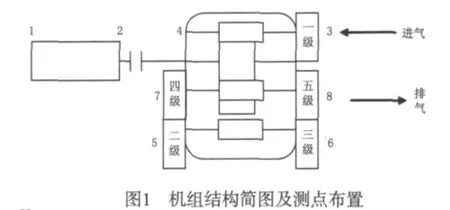
2007年8月初開始發現增壓機溫度波動日趨頻繁,振動沒有出現明顯異常,運行方式沒有調整,8月9日下午增壓機(機組結構簡圖及測點布置見圖1)二級軸承溫度上升至100.9℃,振動顯示數值是8.7μm;同軸的三級溫度是86.7℃左右,無明顯變化;同年8月14日下午,設備出品公司技術人員到現場了解增壓機二級軸承溫度過高情況,檢查備用溫度傳感器,標定溫度是真實值。此后1年里,二級軸承溫度經常出現上下波動。四萬增壓機多次出現振動加速度值異常波動,從測試結果看,振動加速度波動始終存在。2008年3月17日,二級水平徑向振動加速度值達到155m/s2。
2008年7月30日設備振動加速度值和溫度變化趨勢同時出現。把情況報告給了公司設備部,同時通報了馬鋼華陽設備振動公司,請求提供技術支持。到了同年9月19日下午,四萬增壓機二級溫度又開始波動,溫度從87℃升高到99℃,持續高溫數天,然后突然溫度下降至80℃左右趨于正常。
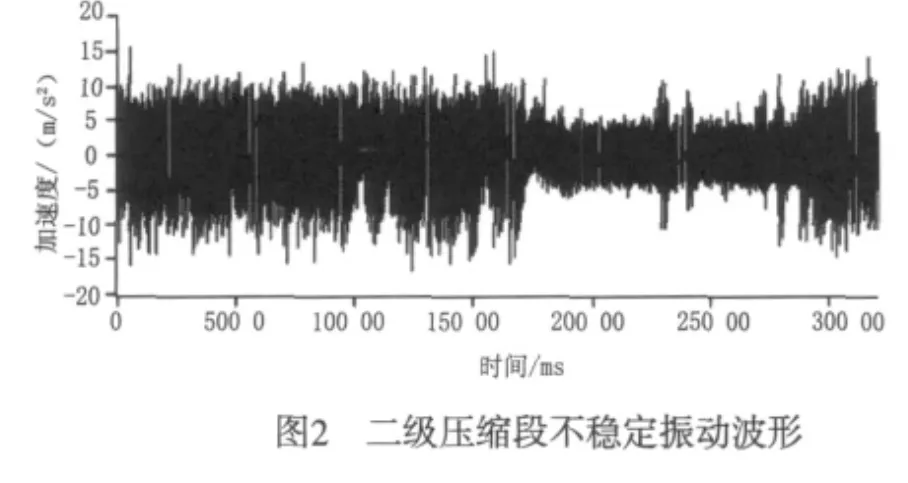
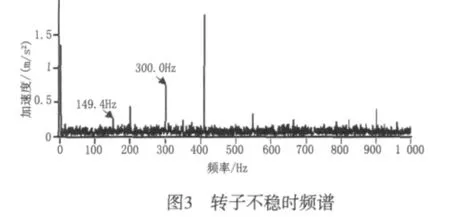
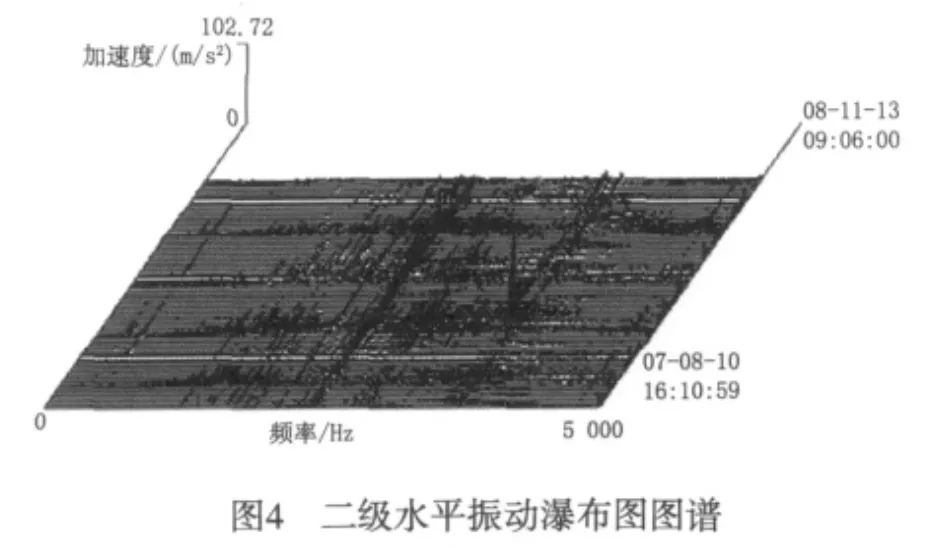
同華陽設備診斷公司同時都捕捉到增壓機二級壓縮段運行不穩定的信號,加速度出現波動,長時域波形中看到轉軸運行不穩定(圖2)和以前的正常振動時有明顯區別并且出現149.4Hz二三級軸的半倍頻(圖3)。在沒有改變空分工藝工況的情況,排除了氣流改變引起油膜渦動,同時發現四級軸承水平方向也振動波動頻繁,一級軸承振動也有波動;二級軸承振動加速度值正常情況下為26m/s2以下,近來二級軸承振動加速度值瞬間高達160m/s2。依據頻譜初步判斷二級存在油膜不穩,已造成軸瓦損傷,要求安排停機檢查增壓機軸瓦。圖4是2007年8月至2008年10月檢修前的瀑布圖,從該圖上可以看到振動值波動情況。
三、故障原因分析
引起振動加速度值波動的主要譜線為齒輪嚙合頻率。二級加速度波動原因可能與增壓機的氣體進空分板式換熱器或軸承油膜不穩定有關;為進一步查找故障原因,在設備運行時,分別在油箱過濾器前和過濾器后取油,送技術中心進行全油樣光譜元素分析,油品化驗全部合格。在運行工藝、工況沒有變化的情況下,判斷是由于軸承油膜振蕩造成的溫度、加速度變化。油膜不穩定對設備的危害很大,必須對設備解體檢查處理,才能消除設備故障。
四、檢修情況及處理措施
1.檢修情況
2008年10月20日開始檢修,解體打開齒輪箱后,發現二、三級,四、五級齒輪因發熱引起變色,并且積炭嚴重;同時發現二級的溫度探頭沒有定位卡(其他溫度探頭都有定位卡),引起溫度異常波動的原因是該探頭松動。
各級軸瓦都有不同程度的結焦情況,其中二級軸瓦的徑向與推力瓦塊最為嚴重。
2.處理措施
(1)用金相砂紙帶油將齒輪齒面結焦層去除。
(2)用金相砂紙帶油將軸瓦結焦層去除,發現瓦面并沒有受到傷害。軸頸用白布帶油加研磨膏進行拋光。
(3)將測量二級推力軸瓦溫度的探頭金屬桿末端纏上生料帶并涂上密封膠,再插入探頭孔內,這樣探頭桿與孔壁貼合緊密,加上密封膠的粘合,探頭就可固定。此外,新安裝一個二級推力軸瓦溫度探頭,將其延伸電纜引入端子箱作備用,以防原有的探頭出現故障,進行更換。
增壓機組從國外海運至國內途中,齒輪箱受到了海水的侵蝕,造成了齒輪等部件的較為嚴重的銹蝕,雖然安裝期間對銹蝕部位進行了處理,但已對齒輪嚙合精度、大齒輪推力環等接觸面造成了損害,從而影響了運轉中齒輪的正常平穩嚙合,大齒輪的推力環面的銹蝕雖然經過處理,但與各級小齒輪的推力接觸面間的油膜形成遭到了破壞,使潤滑受到一定的影響,以至小齒輪高速端有明顯的油溫高、結焦痕跡,結焦破壞了軸瓦油膜,導致了轉軸運轉不穩。檢修中對齒面磨損缺陷進行了研磨處理,但難以達到出廠嚙合的標準。
五、結束語
造成設備振動異常的原因很多,要準確判斷其原因,僅憑經驗或振動值的大小,甚至猜測來判斷是遠遠不夠的。只有通過平時大量數據積累和對機組工藝工況的了解,加上平時連續的狀態監測及故障診斷分析才能正確判斷設備是否能長周期運行,才能做到對設備缺陷或故障早發現、早診斷、早處理,從而避免重大設備事故的發生。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
