比肖夫通信故障造成頂壓波動(dòng)案例分析
2011-04-27 03:58:54王永康
電氣技術(shù) 2011年7期
關(guān)鍵詞:故障
王永康 房 戈
(安陽(yáng)鋼鐵公司,河南 安陽(yáng) 455004)
隨著高爐大型化、高壓化發(fā)展的趨勢(shì),傳統(tǒng)的煤氣清洗工藝已經(jīng)不能滿足生產(chǎn)需求。在1969年前西德比肖夫(Bischoff)公司成功開發(fā)的一種具有控制高爐爐頂壓力功能,先進(jìn)、可靠、有效的煤氣清洗系統(tǒng)。
從高爐重力煤氣除塵器出來的粗煤氣進(jìn)入比肖夫清洗裝置,經(jīng)預(yù)洗滌器進(jìn)行一次水噴淋清洗,洗掉了較粗顆粒的煤氣,產(chǎn)生半凈煤氣。然后經(jīng)環(huán)縫洗滌器接受二次噴淋清洗、除濕,最后煤氣流出比肖夫清洗裝置,整個(gè)清洗過程完成。
環(huán)縫裝置是比肖夫清洗裝置的主要設(shè)備,也是爐頂頂壓調(diào)節(jié)執(zhí)行機(jī)構(gòu)。當(dāng)環(huán)縫裝置移動(dòng)時(shí),就改變了環(huán)縫裝置與煤氣通道的接觸面積,從而改變了高爐煤氣的流通量,也就改變了高爐爐頂壓力。它不僅調(diào)節(jié)了高爐的爐頂壓力,同時(shí)也調(diào)節(jié)了煤氣清洗的洗滌效果。所以環(huán)縫裝置不僅要調(diào)節(jié)高爐爐頂壓力,還要調(diào)節(jié)環(huán)縫裝置的差壓,既要保證爐頂壓力,還要保證煤氣洗滌質(zhì)量,在高爐生產(chǎn)中至關(guān)重要。
安鋼2800高爐于2007年建成投產(chǎn),采用比肖夫裝置控制爐頂壓力,同時(shí)配有TRT發(fā)電裝置。
1 控制系統(tǒng)
安鋼2800m3高爐于2007年投產(chǎn),整個(gè)高爐自動(dòng)控制系統(tǒng)硬件上采用施耐德昆騰系列PLC,軟件上采用Unity2.3編程軟件及Citect6.0組態(tài)軟件,網(wǎng)絡(luò)采用千兆級(jí)光纖以太網(wǎng),將高爐生產(chǎn)區(qū)域PLC、上位機(jī)連接起來,組成了穩(wěn)定、可靠的工業(yè)環(huán)網(wǎng)。
以下介紹比肖夫的控制方式,通過兩個(gè)PLC完成對(duì)環(huán)縫裝置的操作。
一個(gè)PLC是本體PLC,在本體PLC中,寫有對(duì)環(huán)縫錐開度的PID控制程序,如圖1所示。
在程序中通過頂壓設(shè)定值(SP)與頂壓實(shí)際值(PV)的比較,經(jīng)PID運(yùn)算輸出錐開度對(duì)環(huán)縫錐開度進(jìn)行定位調(diào)節(jié),以控制錐開度行程。當(dāng)頂壓上升時(shí),PID輸出值增大,環(huán)縫裝置錐開度加大,此時(shí),煤氣流量增大,使得爐頂壓力隨之降低;反之,煤氣壓力減小時(shí),PID輸出值減小,環(huán)縫裝置錐開度減小,此時(shí)煤氣流量減小,使得爐頂壓力隨之增大,使?fàn)t頂壓力保持在穩(wěn)定的設(shè)定值上,形成PID閉環(huán)控制。
另一個(gè)PLC是比肖夫煤氣清洗裝置的PLC,這個(gè)PLC中接受到來自本體PLC錐開度的數(shù)據(jù)后,通過4~20mA輸出模板控制環(huán)縫錐開度裝置的執(zhí)行機(jī)構(gòu)。
簡(jiǎn)言之,一個(gè) PLC負(fù)責(zé)發(fā)控制命令,另一個(gè)PLC負(fù)責(zé)執(zhí)行命令,這也是這座高爐比肖夫裝置控制的特點(diǎn)。

圖1 PID控制程序
2 故障現(xiàn)象
在正常生產(chǎn)過程中環(huán)縫錐開度突然沒有數(shù)據(jù),顯示“#COM”,高爐壓力的“測(cè)量值”有數(shù)據(jù)顯示,如圖2所示。 故障持續(xù)幾秒鐘時(shí)間馬上恢復(fù)正常,如此反復(fù)沒有規(guī)律。此時(shí)高爐頂壓在故障發(fā)生后出現(xiàn)波動(dòng),正常頂壓在210kPa,在故障時(shí)頂壓最高到251kPa,最低到190kPa,上下波動(dòng)50kPa左右,對(duì)高爐生產(chǎn)造成了不良影響。
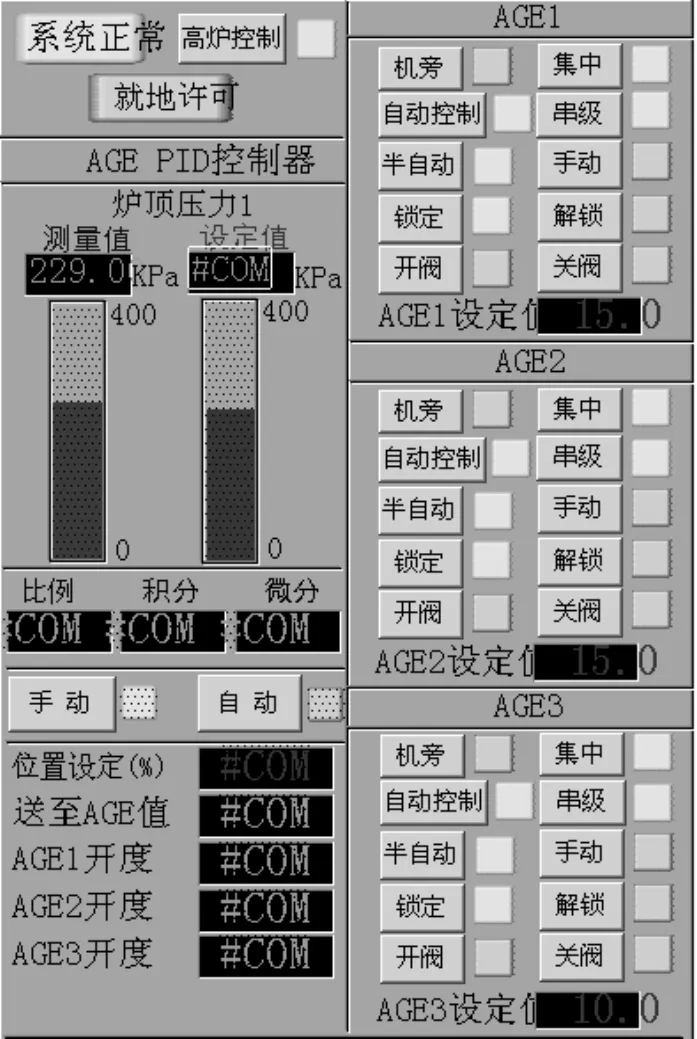
圖2 環(huán)縫截圖
3 故障原因及解決方案
3.1 故障分析
經(jīng)過現(xiàn)場(chǎng)詢問操作人員及觀察,當(dāng)環(huán)縫出現(xiàn)故障顯示“#COM”時(shí),HMI畫面中環(huán)縫的開度值不顯示,但是在本體PLC程序中環(huán)縫調(diào)節(jié)的輸出值由30度一直減小到0;此時(shí)環(huán)縫調(diào)節(jié)均為自動(dòng)調(diào)節(jié)。而且同時(shí)發(fā)現(xiàn),當(dāng)環(huán)縫出現(xiàn)故障顯示“#COM”時(shí),HMI上其他畫面的參數(shù)均能正常顯示,沒有出現(xiàn)“#COM”現(xiàn)象。由此分析故障是網(wǎng)絡(luò)中斷造成,但不是所有網(wǎng)絡(luò)中斷,是網(wǎng)絡(luò)中有某個(gè)中斷造成這種現(xiàn)象。
在HMI畫面Citect通訊配置中,一共連接了本體、爐頂、熱風(fēng)爐、煤氣清洗四套PLC系統(tǒng),通訊故障時(shí)僅僅是煤氣清洗PLC的數(shù)據(jù)全為“#COM”,其他三套PLC數(shù)據(jù)正常。
以上可以判斷通訊問題出在兩個(gè)PLC之間,本體PLC和比肖夫PLC。
3.2 頂壓波動(dòng)原因
在故障時(shí),頂壓設(shè)定值(SP)大于頂壓實(shí)際值(PV)時(shí),PLC程序中PID輸出增大,即環(huán)縫錐開度要變大,此時(shí)由于兩個(gè)PLC之間的網(wǎng)絡(luò)問題通信中斷,本體PLC中錐開度AG1_MV的輸出值不能傳送給比肖夫PLC,環(huán)縫錐開度的執(zhí)行機(jī)構(gòu)不動(dòng)作,環(huán)縫保持原有開度不變。這時(shí),由于頂壓設(shè)定值(SP)一直大于頂壓實(shí)際值(PV),所以在很短的時(shí)間內(nèi)環(huán)縫的開度PID輸出值變?yōu)?100%,因?yàn)樵赑ID調(diào)節(jié)過程中,閥門沒有響應(yīng),所以開度值一直增大,直到閥門全開為止。
當(dāng)通信恢復(fù)正常,本體PLC中錐開度的PID輸出值A(chǔ)G1_MV為100%全開狀態(tài),通過光纖環(huán)網(wǎng)將開度值送給比肖夫PLC,比肖夫PLC控制環(huán)縫執(zhí)行機(jī)構(gòu)動(dòng)作,此時(shí)輸出模板輸出電流為最大值20mA,所以執(zhí)行機(jī)構(gòu)將環(huán)縫全開,環(huán)縫煤氣流增大,使得爐頂壓力隨之降低,這就造成了爐頂壓力突然減小的情況。
反之情況亦然,頂壓設(shè)定值(SP)小于頂壓實(shí)際值(PV)時(shí)會(huì)造成環(huán)縫開度為 0,頂壓隨之增大的情況。
以上情況分析可以將這次通信故障造成爐頂壓力波動(dòng)分為三個(gè)階段。
1)開始通信故障時(shí),僅僅是錐開度沒有顯示,但是這時(shí)的環(huán)縫錐開度沒有動(dòng)作,保持原來開度值,爐頂壓力基本保持不變。
2)通信故障恢復(fù)初期,環(huán)縫的錐開度迅速?gòu)脑瓉淼拈_度變?yōu)槿_或全關(guān),造成頂壓波動(dòng)大的事故。
3)通信恢復(fù)后期,頂壓設(shè)定值(SP)、頂壓實(shí)際值(PV)經(jīng)過PID運(yùn)算調(diào)節(jié)后,逐步調(diào)節(jié)環(huán)縫錐開度到正常值,頂壓隨即恢復(fù)正常。
3.3 解決方案
1)通過網(wǎng)絡(luò)拓?fù)鋱D的分析,對(duì)網(wǎng)絡(luò)關(guān)鍵設(shè)備進(jìn)行了排查,檢查并更換了PLC到交換機(jī)、交換機(jī)到交換機(jī)之間的網(wǎng)線,確保每個(gè)水晶頭接觸良好。
2)在故障情況下,當(dāng)環(huán)縫錐開度顯示為“#COM”時(shí),建議操作人員應(yīng)該將環(huán)縫操作迅速改為手動(dòng)操作,并手動(dòng)設(shè)定錐開度值,避免通信恢復(fù)正常時(shí)比肖夫錐開度全開或全關(guān)的現(xiàn)象,一定程度上降低了爐頂壓力產(chǎn)生較大波動(dòng)的情況。
3)在PLC程序中的IO掃描中選擇“保留上一次值”,當(dāng)PLC網(wǎng)絡(luò)通信中斷時(shí),數(shù)據(jù)能夠保持上一次的掃描值不變,避免了因?yàn)榫W(wǎng)絡(luò)中斷所有PLC數(shù)據(jù)全為0的情況,保證了數(shù)據(jù)的延續(xù)性。
3.4 值得注意的問題
關(guān)于比肖夫控制、執(zhí)行的問題。在此次故障中,比肖夫環(huán)縫錐開度的操作僅在高爐值班室,高爐工長(zhǎng)根據(jù)生產(chǎn)實(shí)際情況在HMI畫面上設(shè)定高爐頂壓,與實(shí)際頂壓經(jīng)過PID運(yùn)算后將錐開度值,通過光纖環(huán)網(wǎng)及數(shù)個(gè)交換機(jī)后傳輸?shù)絼?dòng)力廠的 TRT操作室中的比肖夫PLC中,再由比肖夫PLC對(duì)錐開度的執(zhí)行機(jī)構(gòu)進(jìn)行調(diào)節(jié)控制,這樣以來出現(xiàn)問題后設(shè)備環(huán)節(jié)比較繁瑣復(fù)雜,對(duì)于迅速處理故障問題造成了一定障礙。建議在今后工程建設(shè)時(shí),要以保障高爐正常生產(chǎn)為前提,充分考慮日常運(yùn)行維護(hù)中出現(xiàn)的各種問題,將比肖夫控制PLC與高爐本體PLC合二為一,用一套PLC進(jìn)行設(shè)定、調(diào)節(jié)、并且控制執(zhí)行機(jī)構(gòu)動(dòng)作,這樣可以避免日常生產(chǎn)中因PLC之間網(wǎng)絡(luò)中斷造成的各種生產(chǎn)故障。
[1] 田濤.過程計(jì)算機(jī)控制及先進(jìn)控制策略的實(shí)現(xiàn)[M].北京:機(jī)械工業(yè)出版社,2007:1-13.
[2] 鄭晟等.現(xiàn)代可編程控制器原理與應(yīng)用[M].北京:科學(xué)出版社,2000.
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(hào)(2016年4期)2016-06-01 12:10:19
電測(cè)與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39
