新型自平衡液壓式力標準機力值砝碼系統
2011-04-26 02:10:38虞躍凌王振基上海市計量測試技術研究院
上海計量測試 2011年4期
虞躍凌 王振基/上海市計量測試技術研究院
0 引言
液壓式力標準機(HM:hydraulic-amplification force standard machine)就是以砝碼的重力作為標準負荷,經過一定的兩組油缸活塞組合的液壓系統放大后,按預定順序自動平穩地把負荷施加到被檢測力儀上的力標準機。液壓式力標準機作為國家的基標準設備,是一種高準確度等級的力值計量標準裝置[1]。
常見液壓式力標準機的工作原理如圖1所示。砝碼加載在測力活塞上,使測力油缸內液體產生壓力,其壓力通過油管傳遞到工作油缸內,使工作活塞產生的力作用到被檢測力儀上。
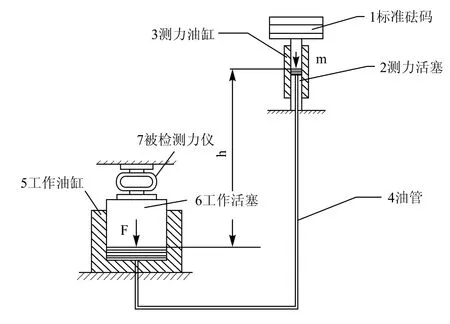
圖1 液壓式力標準機工作原理
當油缸活塞之間的漏油量比較小,接近于液壓靜平衡,以及忽略油缸活塞之間機械摩擦的情況下,作用在被檢測力儀上的力F,根據帕斯卡原理可表示為
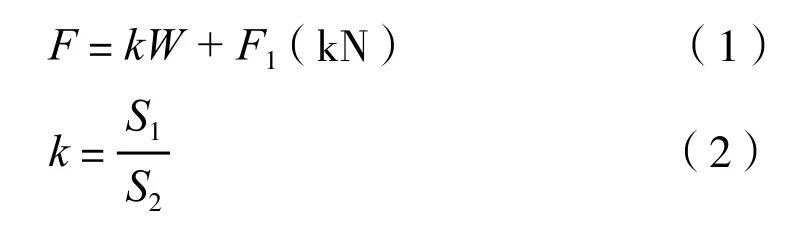
式中:W—加載在測力活塞上砝碼的重力(kN);
F1—初載荷(kN);
S1—工作活塞的有效面積(cm2);
S2—測力活塞的有效面積(cm2)。
1 傳統液壓式力標準機檢定校準時存在的問題
傳統液壓式力標準機的工作方式就是按照砝碼排列順序依次加卸載,為了擴展力標準機的測量點,砝碼的組合方式往往會采用兩組標準力值砝碼,即一組小砝碼加上一組大砝碼的方式。F1作為初載荷,其產生的標準力值等于一級小砝碼產生的標準力值,F1與小砝碼組相加所產生的標準力值等于一級大砝碼產生的標準力值;F1加上大、小砝碼組相加所產生的力值等于該力標準機的測量上限。
初載荷F1可用式(3)表示:

式中:W0—測力活塞及其砝碼加卸載機構中的掛鉤、托盤等裝置的自重(kN);
h—工作活塞底面距測力活塞底面的高度差(mm),即工作時的動態平衡位置;
r—工作油的比重(kN/cm2);
W1—工作活塞及其上的工作臺等的自重(kN);
W2—被檢測力計的自重(kN)。通常,工作活塞及其上面的工作臺等的自重W1達幾十千牛,而正是由于W1的存在,使用傳統的液壓技術,無法平衡這么大的W1,所以由式(3)可知,對于液壓式力標準機來說,不可避免地產生了一個初載荷F1。
由于初載荷F1的存在,液壓式力標準機在檢定校準工作中就帶來了問題。
1)被檢儀器設備的自重W2一般是通過調整力標準機工作活塞底面距測力活塞底面的高度差h來進行平衡。被檢儀器的自重W2的變化范圍很大并且無法控制,最大值要達到幾千牛,因此每次平衡的位置都不一樣,理論上只要h足夠大,力標準機就可以自動平衡W2。但在實際工作中h的調整范圍都是有限的,大多數情況下,W2都會超出力標準機自平衡范圍,因此需要通過在測力活塞上另加小砝碼來進行平衡。所以,在實際工作中,需要對每一臺被檢的測力儀進行稱重,通過計算得到需要配重的小砝碼數值,既增加檢定的工作量,降低了工作效率,同時對于每一臺被檢測力儀,都需要選擇不同的小砝碼來進行平衡,這就引進了一個變量,影響到整個檢定過程的不確定度。
2)初載荷F1的安裝調試復雜,影響初載荷F1的因素非常多。除去以上提到W1、W2等因素外,S1、S2等參數在機械加工完成以后變成了定值,放大比k不可能是一個整數值,W1非常大,通常要幾十千牛,同時也不可能是一個整數值,所以只能調整W0來平衡。由于W0中的測力活塞安裝在測力油缸內,安裝后就是一個定值。只能通過調整砝碼加卸載機構中的掛鉤、托盤等裝置自重的方法來實現平衡。在整個調整過程中,需反復稱量、研磨掛鉤、托盤等裝置,同時,還要考慮:
(1)掛鉤、托盤等裝置的幾何尺寸必須同時滿足設計要求;
(2)注意砝碼加卸載機構的同軸度,即在調整掛鉤時,必須一組一組地進行研磨和稱量,而不是單獨對每個掛鉤進行調整;
(3)必須考慮到力值砝碼的質心位置的調整,也就是對中問題。
因此要將初載荷F1的調整到一個理想的值,就必須消耗大量的時間和人力物力。
3)日常的檢定校準中,初載荷F1一旦發生變化,產生系統誤差,就會影響整個力標準機的準確度等級,而重新調整又非常困難,必須把整個砝碼加卸載系統拆分后,才能對初載荷F1重新進行調整。
4)當被檢測力儀的測量范圍接近力標準機的滿量程時,由于初載荷F1的存在,只能按照砝碼排列順序從小到大依次加卸載,大大降低了工作效率。
2 新型自平衡液壓技術的采用和標準力值砝碼系統的設計
由此可見,如果可以設法消除初載荷F1,那么問題就迎刃而解,力標準機的工作原理就完全符合經典的帕斯卡原理,其公式就轉變為

籌建5 MN液壓式力標準機時,針對初載荷F1,做了大量的試驗工作,力圖解決這個問題。隨著近年來液壓技術的不斷發展,利用液壓分流穩壓保載原理,研發出一種新型自平衡液壓油缸技術。利用新技術制造的工作油缸及活塞系統,通過反復試驗,已完全可以自動平衡重達幾十千牛的W1,并且其液壓缸的靈敏度、穩定性以及油缸泄漏性都完全符合設計要求,取得了滿意的效果。而被檢測力儀自重W2相對于W1的自重,極限最大值也只有W1的10%,所以在自動平衡W1的同時,也可以將被檢測力儀的自重W2一并平衡掉。
測力油缸及活塞系統也采用這種自平衡液壓油缸技術,可以自動平衡W0。同時,在液壓油路系統的設計中也可減小工作活塞底面與測力活塞底面之間的高度差h,這樣使整個液壓系統處于一種動態的平衡狀態,消除了初載荷F1,達到了原定的研制要求。
由于初載荷F1可以被平衡掉,就可以改變原先標準力值砝碼依次加卸載的傳統工作方式,通過自由組合力值砝碼,實現最佳的的加卸載,大大提高工作效率。以測量范圍為50 kN~5 MN的液壓式力標準機為例,被檢測力儀或力傳感器的常見檢定點如表1所示。

表1 (50kN~5MN)的常用檢定點
根據要求,在標準力值砝碼的組合方式上,改變傳統的大、小兩套砝碼組,采用三套砝碼組的形式,取傳遞放大比為200,具體砝碼規格和可實現的標準力值如表2所示。
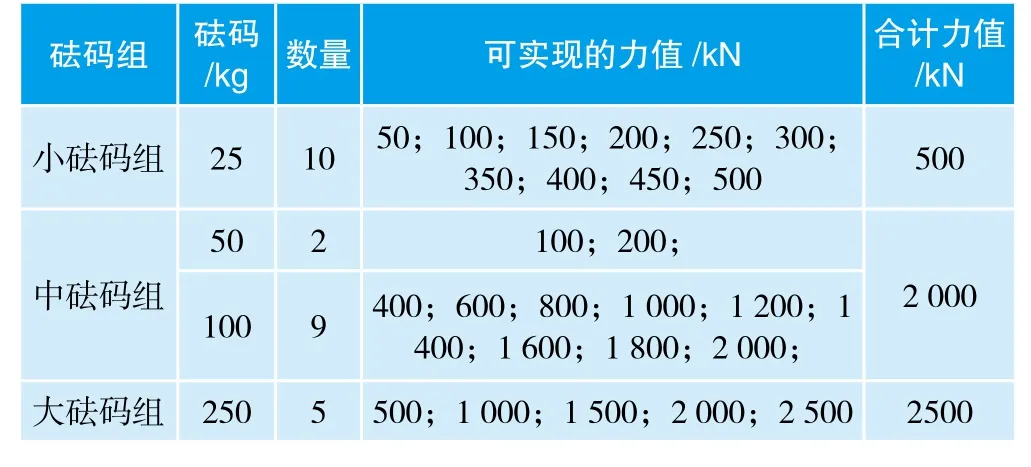
表2 三套標準力值砝碼組組合表
新型的力值砝碼組合方式在50 kN~5 MN的測量范圍內,針對常見被檢測力儀或力傳感器的規格,表3給出了通過加載各級標準力值砝碼實現標準力值的方法。這樣的砝碼組合方式有以下優點:
1)工作效率提高,故障率降低
結構改變后,就不需要從小砝碼組開始加載,縮短了加載時間,提高了工作效率;在最常見的1000 kN、2000 kN和3000 kN的檢測過程中,由于減少小砝碼組的加載數量,整個力標準機的動作減少,在實現工作效率提升的同時,降低了力標準機發生故障的概率。如果再增加一塊250 kg的大砝碼,那在檢測3000 kN時,也就可以直接加載大砝碼組,無需動作中、小砝碼組,進一步提高工作效率。以檢測一臺30 MN的測力儀為例,使用現有的力標準機完成全部檢測工作,至少需要3 h以上,而使用了新的工作方式,只需要2 h就可以完成。
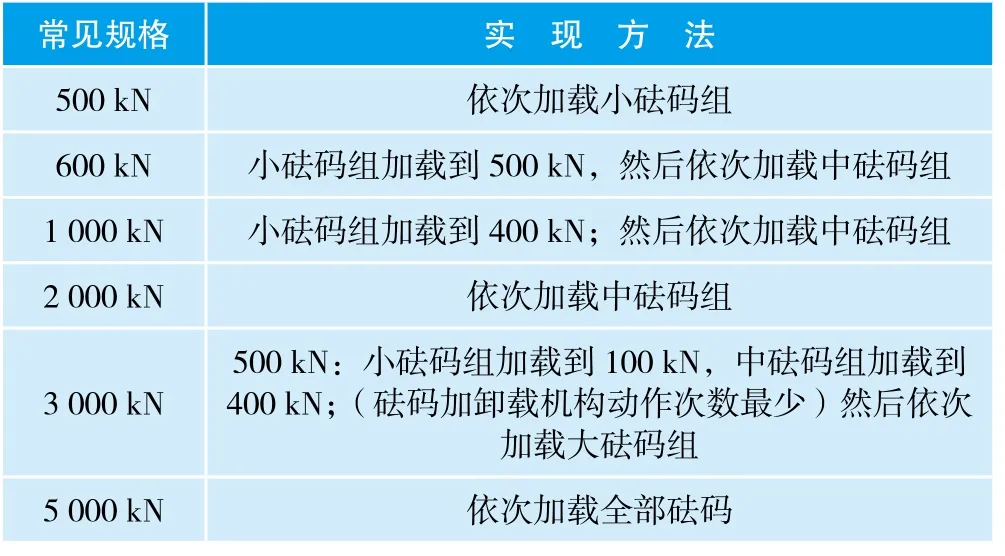
表3 常用測力儀或力傳感器測量點實現方法
2)避免標準力值砝碼加卸載過程中的“逆程”現象[2]
傳統的液壓式力標準機是按順序依次加卸載標準力值砝碼,比如一臺2 MN的液壓式力標準機實現標準力值的情況如表4所示。
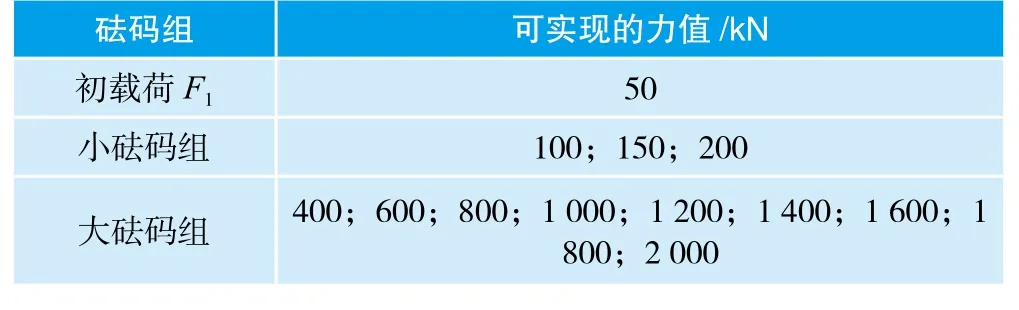
表42 MN液壓式力標準機砝碼組合方式及實現力值
可知,在檢定完200 kN后檢定300 kN時,就必須要卸載兩級小砝碼,再加載一級大砝碼才能實現300 kN,并且對于檢測如500、700、900、1100、1300、1500、1700、1900等測量點時都不可避免地出現大小砝碼組倒換情況。而根據規程JJG144 - 2007《標準測力儀》要求,在進程檢定時,必須按負荷遞增順序逐級進行檢定,而回程檢定時,必須按負荷遞減順序逐級進行檢定。傳統的液壓式力標準機顯然就會出現“逆程”現象,無法完全滿足規程要求[3]。而新型的砝碼組合方式利用計算機軟件,根據需要測量的檢定點,篩選出最優的砝碼加載順序,從而完全避免“逆程”現象。
3)擴展測量點
通過算法,進行排列組合,實現在整個測量范圍內以50 kN為間隔的測量點進行檢測,可以實現如2050 kN、3650 kN等特殊點的檢測,從而滿足客戶對力傳感器或測力儀的特殊檢測要求。
另外,為了便于今后的裝卸,保養,重新定度,對整個機構包括傳動機構和砝碼的外形尺寸均重新進行了設計,并在研制和制造過程中逐一解決了相關技術難題,保證了該新型自平衡液壓式力標準機工作中準確快速穩定地加卸載標準力值砝碼,本文不再贅述。
[1]全國力值硬度計量技術委員會.JJG 734 - 2001[S].北京:中國計量出版社,2001.
[2]錢筱林, 陳群, 謝曉斌,等.靜重式力標準機“逆程”現象的影響及消除[J].現代計量測試,2001,9(04):24-27.
[3]全國力值硬度計量技術委員會.JJG144 - 2007[S].北京:中國計量出版社,2007.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
海峽科技與產業(2016年3期)2016-05-17 04:32:12
