鎢鉬復(fù)合雙金屬界面研究
2011-04-24 13:48:28楊秦莉
中國(guó)鉬業(yè) 2011年4期
朱 琦,王 林,楊秦莉
(金堆城鉬業(yè)股份有限公司,陜西西安,710077)
0 前言
層狀金屬?gòu)?fù)合材料是利用材料復(fù)合技術(shù)使2種或2種以上物理、化學(xué)、力學(xué)性能不同的金屬在界面實(shí)現(xiàn)冶金結(jié)合的一種新型復(fù)合材料[1]。目前國(guó)內(nèi)外雙金屬?gòu)?fù)合材料的制造方法有很多,每種方法都有自身的特點(diǎn)和適用范圍[2~3]。鎢鉬復(fù)合靶是CT、XRT等醫(yī)療檢測(cè)設(shè)備的關(guān)鍵組件,其制備方法有粉末冶金法、化學(xué)氣相沉積法和真空等離子噴涂法等。隨著生產(chǎn)技術(shù)的進(jìn)步,粉末冶金法以其優(yōu)良的性價(jià)比成為了難熔雙金屬?gòu)?fù)合材料的主要制備方法,特別是在鎢錸靶的制備上顯示了極大的成本優(yōu)越性。
本文采用不同于傳統(tǒng)意義上的粉末冶金方法,采用漿料流延法制漿[4],干燥成生坯或者進(jìn)行噴霧干燥制粉后再軋制成膜作為鎢面層,然后與鉬粉進(jìn)行復(fù)合壓制和燒結(jié)的工藝制備出鎢鉬復(fù)合靶。
1 試驗(yàn)方法
選擇工業(yè)用鎢粉和鉬粉,首先在鎢粉中加入一定含量的粘結(jié)劑制成與鉬粉壓制性能大致相同的薄膜,放在模具的底部后加入鉬粉;然后采用模壓結(jié)合法使得鎢鉬粉體獲得初步結(jié)合;最后在適當(dāng)?shù)臒Y(jié)工藝下獲得界面結(jié)合良好的鎢鉬雙金屬坯料。本文試驗(yàn)制備了鎢鉬復(fù)合靶的最終尺寸為 φ70× 7.5mm,其中鎢層厚度為1.5 mm。試樣制備完成后進(jìn)行取樣并分析其微觀結(jié)構(gòu)及界面的結(jié)合情況等。
用掃描電鏡(SEM)觀察結(jié)合界面附近的組織及沿結(jié)合面撕裂后剝離面的形貌,用能譜分析儀(EDS)進(jìn)行微區(qū)成分分析;對(duì)剝離面用X射線衍射儀(XRD)進(jìn)行物相分析;并對(duì)界面結(jié)合強(qiáng)度及其影響進(jìn)行了定性分析和討論等。
2 試驗(yàn)結(jié)果與討論
2.1 W/Mo雙金屬?gòu)?fù)合材料的界面形貌
通過(guò)直接壓制燒結(jié)后的試樣經(jīng)拋光侵蝕后可以清楚地顯示出鎢層與鉬層復(fù)合交界處的微觀結(jié)合形態(tài)(見(jiàn)圖1)。從圖中可以看出,在鎢鉬界面沒(méi)有新合金相生成,他們的結(jié)合是冶金結(jié)合,利用X射線能譜儀進(jìn)行微區(qū)成分分析也表明(見(jiàn)圖2),在從鎢層向鉬層的過(guò)渡中,鎢鉬元素成分含量發(fā)生梯度變化,并均保持原材料基體的成分。

圖1 鎢鉬界面微觀組織
界面擴(kuò)散的能譜分析結(jié)果表明,鎢/鉬界面發(fā)生顯著互擴(kuò)散,鎢鉬間擴(kuò)散層的厚度約為100 μm。鎢鉬擴(kuò)散層能夠顯著增加鎢鉬間的界面結(jié)合力,能夠保證在熱應(yīng)力狀態(tài)下的結(jié)合力。從制備的鎢鉬復(fù)合靶的加工情況看,鎢鉬界面平直、結(jié)合牢固,該工藝可以制備出合格的鎢鉬復(fù)合靶。
2.2 W/Mo雙金屬?gòu)?fù)合材料的界面結(jié)構(gòu)
為了實(shí)現(xiàn)W/Mo復(fù)合靶在使用過(guò)程中的動(dòng)平衡,就必須保證W/Mo雙金屬的完好復(fù)合和良好的界面平整度。鎢粉和鉬粉同屬于硬顆粒,在壓力作用下顆粒間以彈性變形方式為主,由于二者粉體硬度、彈性模量、壓制曲線、彈性后效等差異較大,常規(guī)方法很難將二者復(fù)合壓制在一起;尤其是為保證鎢鉬界面的平直度,事先需要將鎢層或者鉬層進(jìn)行預(yù)壓,預(yù)壓導(dǎo)致粉體的壓制復(fù)合性能進(jìn)一步惡化,增加了壓制復(fù)合的難度。因此,需要在鎢粉中加入粘結(jié)劑并制成薄膜,然后經(jīng)過(guò)平整后進(jìn)行復(fù)合壓制。圖3為加入粘結(jié)劑的鎢薄膜在預(yù)壓和未預(yù)壓后復(fù)合雙金屬的宏觀組織形貌。
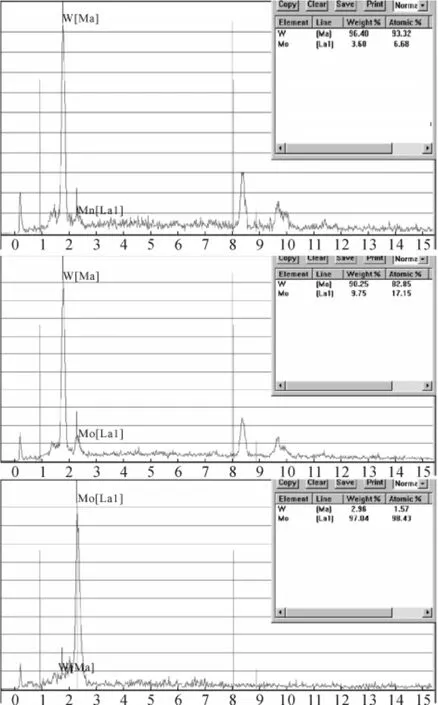
圖2 EDS界面成分分析
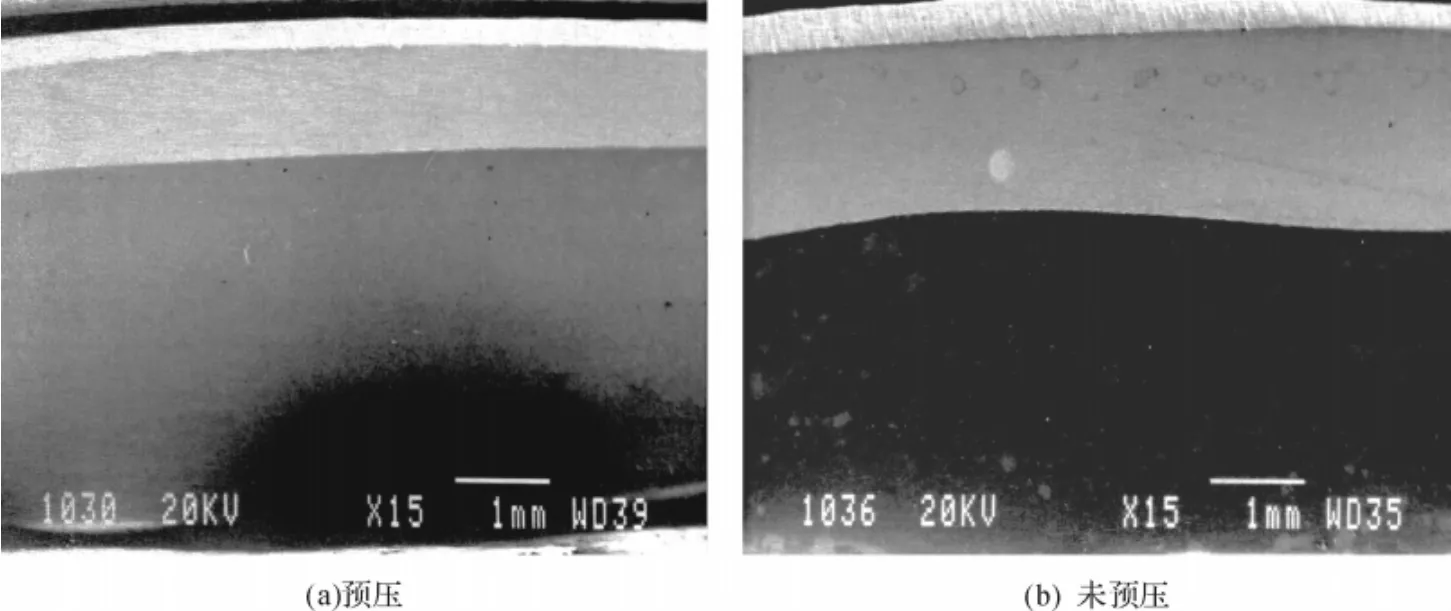
圖3 不同工藝獲得界面結(jié)構(gòu)形態(tài)
從圖3a中可以看出,經(jīng)過(guò)預(yù)壓后的界面平直度較好,有利于保證試樣在使用過(guò)程中的動(dòng)平衡,從而達(dá)到產(chǎn)品質(zhì)量的要求。而未經(jīng)過(guò)預(yù)壓的W/Mo復(fù)合雙金屬界面為不對(duì)稱波浪形(圖3b),將影響產(chǎn)品質(zhì)量和使用壽命。
2.3 界面結(jié)合機(jī)理
基體金屬原子擴(kuò)散是粉末冶金工藝制備鎢鉬復(fù)合雙金屬的主要復(fù)合機(jī)理。在鎢鉬復(fù)合雙金屬的制備過(guò)程中,界面結(jié)合只能是在高溫下的原子互擴(kuò)散產(chǎn)生的剛性咬合。因此,在保證界面平直的情況下,擴(kuò)散層的厚度是決定最終復(fù)合材料界面結(jié)合強(qiáng)度的主要因素。鎢鉬雙金屬能夠進(jìn)行擴(kuò)散需要具備以下3個(gè)條件:
(1)足夠高的溫度
只有在足夠高的溫度下,金屬原子才能被激活,才能夠發(fā)生遷移。在制備鎢鉬復(fù)合雙金屬的過(guò)程中,較高的燒結(jié)溫度是能夠進(jìn)行原子擴(kuò)散的一個(gè)重要條件。
(2)擴(kuò)散時(shí)間要長(zhǎng)
在高溫下經(jīng)過(guò)長(zhǎng)時(shí)間保溫后界面結(jié)合區(qū)原子之間的擴(kuò)散也較明顯。在鎢鉬復(fù)合雙金屬的制備中,一般的燒結(jié)工藝在高溫階段都需要保溫較長(zhǎng)時(shí)間,約4~6 h。
(3)基體金屬原子之間能夠固溶
基體金屬必須有一定的固溶度,能夠溶入基體晶格,形成固溶體,才能進(jìn)行固態(tài)擴(kuò)散。根據(jù)鎢-鉬的二元相圖[5]可知,在一定溫度下,可以無(wú)限固溶。
由菲克第一擴(kuò)散定律可知,擴(kuò)散系數(shù)D影響擴(kuò)散流量的大小。擴(kuò)散系數(shù)的表達(dá)式為[6]:

式中,D為擴(kuò)散系數(shù),D0為擴(kuò)散常數(shù),Q為擴(kuò)散激活能,R為氣體常數(shù),T為絕對(duì)溫度。
由上式可知,在D0、Q、R不變的情況下,擴(kuò)散系數(shù)隨著溫度的升高而增大,因而原子間的擴(kuò)散隨溫度的升高而加速。溫度越高,原子的振動(dòng)能越大,因此借助能量起伏而越過(guò)勢(shì)壘進(jìn)行遷移的原子幾率越大,擴(kuò)散現(xiàn)象越顯著。
粉末冶金過(guò)程中的高溫?zé)Y(jié)為復(fù)合鎢鉬雙金屬基體金屬原子之間能夠進(jìn)行擴(kuò)散創(chuàng)造了條件。從圖1中可以明顯看出一長(zhǎng)約110 μm的擴(kuò)散層,正是這一界面擴(kuò)散層保證了鎢鉬2種金屬的牢固結(jié)合。
2.4 界面缺陷及機(jī)理研究
大量試驗(yàn)結(jié)果表明,單純把鎢粉、鉬粉分層裝入壓制模具復(fù)合壓制,無(wú)法獲得質(zhì)量完好的復(fù)合壓坯。壓坯破壞的主要形式是鎢鉬直接分層。這是因?yàn)椋兊逆u鉬粉由于性能差異較大,尤其是鎢、鉬粉的彈性后效不同;而且與銅基、鐵基軟金屬粉末相比,鎢鉬硬質(zhì)粉更難復(fù)合壓制在一起。
鎢鉬復(fù)合坯在燒結(jié)和隨后的鍛造加工過(guò)程中,缺陷表現(xiàn)形式如圖4。
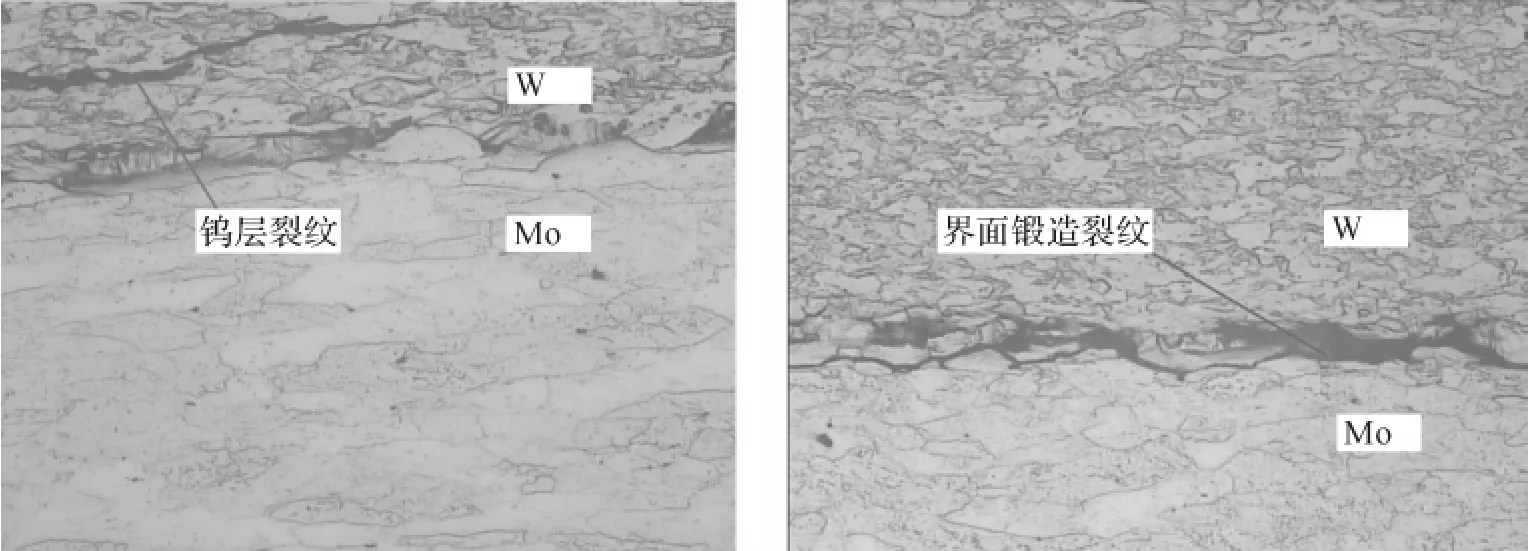
圖4 界面SEM形貌與組織
燒結(jié)態(tài)出現(xiàn)的裂紋缺陷是由于壓制壓力過(guò)大引起的。一般地,隨著壓制壓力的增加,強(qiáng)度和密度相應(yīng)增加,這不僅是因?yàn)轭w粒間發(fā)生位移而使孔隙率減少,而且當(dāng)壓力增加到一定程度后,顆粒接觸處可發(fā)生彈性變形,進(jìn)而發(fā)生塑性變形或脆性斷裂,此變形的結(jié)果,進(jìn)一步使顆粒被擠緊,密度和強(qiáng)度增加。但是,對(duì)于塑性較差的粉末,壓制壓力難以達(dá)到使顆粒發(fā)生塑性變形或脆性斷裂的程度,其孔隙率只能降至30%~40%左右。當(dāng)壓制壓力過(guò)大時(shí),壓坯內(nèi)應(yīng)力增加,脫模時(shí)由于彈性后效而在壓坯內(nèi)產(chǎn)生分層或斷裂。與金屬鉬粉相比,鎢粉末顆粒具有更高的硬度和脆性,因而其壓制模量比鉬粉要大;另外,鎢粉末在壓制過(guò)程中的硬化趨勢(shì)和鉬粉差不多,所以鎢粉末往往在很窄的壓力范圍內(nèi)就能完成顆粒的剛性咬合;若增大壓制壓力超過(guò)此范圍,由于鎢粉的塑變能力較差,壓坯的內(nèi)應(yīng)力急劇增加,從而導(dǎo)致壓坯開(kāi)裂。圖4a中的裂紋就是由于鎢粉末的壓制性能較鉬粉差,而壓制壓力過(guò)大引起的。
鎢鉬復(fù)合坯鍛造缺陷的主要形式表現(xiàn)為沿鎢鉬界面產(chǎn)生裂紋,缺陷主要發(fā)生在鎢鉬界面(圖4b)。這是由于鎢鉬變形應(yīng)力不同導(dǎo)致金屬沿垂直于鍛造方向的流動(dòng)速率不同,在鎢/鉬界面產(chǎn)生較大應(yīng)力,當(dāng)應(yīng)力達(dá)到鎢層變形抗力極限時(shí),W/Mo界面發(fā)生分層。
3 結(jié)論
(1)通過(guò)粉末冶金工藝成功制備了鎢鉬復(fù)合雙金屬靶材。選擇適當(dāng)?shù)墓に嚝@得了良好的界面。鎢鉬雙金屬界面結(jié)合為冶金結(jié)合,100 μm的界面過(guò)渡層是鎢鉬兩種金屬牢固結(jié)合的保證。
(2)粉末經(jīng)過(guò)預(yù)壓處理后的燒結(jié)界面更加平整,有利于滿足鎢鉬復(fù)合靶在使用中的動(dòng)平衡要求。
(3)鎢鉬雙金屬?gòu)?fù)合靶材的界面結(jié)合機(jī)理為擴(kuò)散結(jié)合。基體金屬原子熱擴(kuò)散是粉末冶金工藝制備鎢鉬復(fù)合雙金屬的主要復(fù)合機(jī)理。
(4)擴(kuò)散結(jié)合的鎢鉬雙金屬?gòu)?fù)合靶材在加工過(guò)程中產(chǎn)生的內(nèi)應(yīng)力較大,燒結(jié)靶的缺陷主要發(fā)生在鎢層,鍛造靶材缺陷主要發(fā)生在鎢鉬界面。因此,必須嚴(yán)格控制工藝參數(shù),減小在制備過(guò)程中產(chǎn)生的應(yīng)力,以避免界面裂紋缺陷。
[1]劉曉濤,張廷安,崔建忠.層狀金屬?gòu)?fù)合材料生產(chǎn)工藝及其新進(jìn)展[J].材料導(dǎo)報(bào),2002,16(7):41-43.
[2]于九明,孝云禎,王群驕,等.金屬層狀復(fù)合技術(shù)及其新進(jìn)展[J].材料研究學(xué)報(bào),2000,14(1):12-16.
[3]李寶綿,李興剛,許光明,等.銅/鋼復(fù)合材料的研究及應(yīng)用[J].材料導(dǎo)報(bào),2002,16(2):22-26.
[4]周和平.陶瓷基板的流延法制備工藝[P].中國(guó),公開(kāi)號(hào):CN 1203206A,1998.12.30.
[5]Н.П.Лякишев.金屬二元系相圖手冊(cè)[M].
[6]李志遠(yuǎn).先進(jìn)連接方法[M].北京:機(jī)械工業(yè)出版社,2000.
猜你喜歡
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
電子測(cè)試(2017年11期)2017-12-15 08:57:13
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新聞傳播(2015年11期)2015-07-18 11:15:04
應(yīng)用化工(2014年10期)2014-08-16 13:11:29