采煤機滾筒的可靠性分析
2011-04-13 12:20:24周宏喜
科技傳播 2011年6期
王 巖,周宏喜
開灤能源化工股份有限公司范各莊礦業分公司,河北 唐山 064000
0 引言
目前國內生產的滾筒,如截割硬煤或含矸率較高的煤層時,第一次使用壽命一般只能截割運行7萬m~12萬m,即要上井修補。每更換一次滾筒,至少要一個檢修班的工作時間,而且滾筒的運輸和維修需要消耗大量的人力物資。因此,滾筒的使用壽命很大程度上影響著采區的生產率和采煤機的工作壽命。
1 滾筒的失效狀態
1)焊縫開裂,包括截割齒座脫焊、開裂以及螺旋葉片和筒體間的焊縫開裂,主要是由于工作面遇到硬煤或矸石夾層時,滾筒的截割強度過大,超負荷運轉造成;
2)螺旋葉片尾端尖嚴重磨損并向非裝煤面傾斜,從而影響裝煤效果,主要是由于截割齒脫落,葉片與煤壁直接接觸造成;
3)滾筒內噴霧管路或噴嘴孔堵塞,噴霧系統失靈;
4)截齒端頭的硬質合金頭脫落,造成截齒磨損嚴重或斷在齒座中,難以取出,丟齒嚴重,有的要占截齒總消耗量的30%以上。
上述損壞狀態中,最普遍的是截齒和齒座問題,故礦上規定滾筒升井檢修標準為:凡連續有3個齒座損壞則必須更換滾筒。
2 滾筒損壞的原因
2.1 材料選擇上不適應工況
我國制造滾筒選用的材料比較單一,如滾筒的筒體、螺旋葉板和端盤板均選用普通碳素結構鋼板A3鋼制作,其強度低,使滾筒筒體過早的出現裂縫,而國外的滾筒均選用優質碳素結構鋼和低合金結構鋼板制作。
目前我國齒座的選材,以使用35CrMnSiA鋼為主。據統計:螺旋滾筒故障中齒座故障占總數的82%~85.5%,其中安裝截齒的槽孔磨損占22.3%~41.3%,焊縫開裂占27.3%~46.2%,側面磨損占9.2%~12.4%,斷裂占1.3%~5.8%。使用35CrMnSiA鋼齒座,其優點是強度高、成本低。而缺點是沖擊功值低,可焊性較差,如不采用有效的工藝措施,焊縫處容易產生裂縫,且整體處理后,硬度低,目前設計圖規定齒座表面硬度為HRC42-48,截齒柄部硬度為HRC38-42,兩者最大差值為HRC10。實際生產中往往是截齒柄部硬度超過規定,有的達HRC50,而齒座硬度又低于規定值。這樣造成齒座安裝截齒槽孔很快磨損,就會大量丟失截齒。
國外一些國家生產的齒座,現都采用低碳鉻鎳鋼或鉻鎳鉬鋼制造,我們對其實物進行了化學成分分析,見表1。
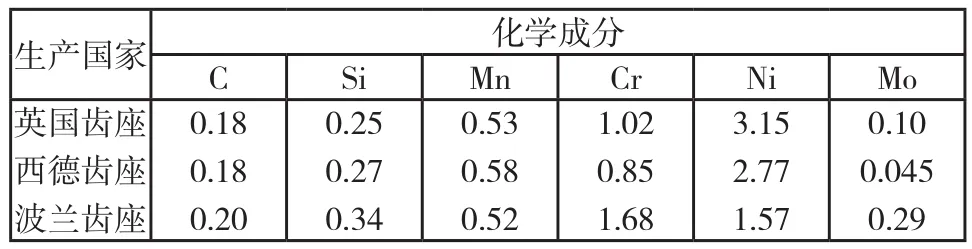
表1
使用低碳合金鋼制作齒座,可以采用滲碳表面熱處理工藝,使支撐截齒表面硬度達到HRC58以上,耐磨性好,而芯部具有高的沖擊功值,可焊性又較好。
2.2 設計上的不完善
目前滾筒品種很少,要適應各種不同的煤層條件必然會產生問題,某一種滾筒不可能適應井下復雜的條件。因此,滾筒應根據煤層賦存條件來設計。
滾筒設計的關鍵在于解決好截割效果、裝煤效率、制造的可靠性、截割時振動水平等問題。
截齒是滾筒上的承擔截割、破碎煤巖的主要構件,它的安裝角度與定位尺寸對截齒及滾筒受力、采煤機功率消耗有很大影響,加工精度低、截齒定位精度不高或安裝角度誤差大會導致截線距的偏差大,使滾筒割煤時各截齒受力負荷相差大,在工作中部分截齒受力會超過設計載荷而很快失效或折斷,在割煤時齒座與煤壁直接摩擦,從而加劇了齒座的磨損或開裂。此外還可引起截割過程中的軸向力不平衡現象,使采煤機振動加劇,影響采煤機的使用壽命。
設計上還有一個不合理就是在滾筒上安排的截齒過密,尤其是在設計截割堅硬煤質的滾筒時,帶來弊病是使齒座與端盤板、葉片的連接牢度減弱,造成滾筒提前損壞。
2.3 制造粗劣
滾筒為焊接結構,由筒體、螺旋葉片板、端盤板、齒座和噴嘴座等零部件焊接組裝而成。但實際制造過程中,制定焊接工藝和方法時沒有充分考慮現場使用條件,或焊接加工時沒有嚴格執行焊接標準,焊縫有缺陷會導致滾筒截割過程中局部開裂,降低滾筒的使用壽命。
滾筒的螺旋葉片承擔著采煤機的裝煤功能,在割煤過程中長期與原煤和矸石接觸摩擦,磨損嚴重,影響了滾筒的裝煤效果,降低了螺旋葉片的使用壽命。
2.4 提高可靠性的技術措施
1)加強管理,及時反饋現場使用性能和質量技術需求信息,并進行信息的收集與分析,結合生產單位的實際情況,優化滾筒加工制造工藝流程;
2)新滾筒設計時,調整端盤截齒的截線距和齒尖落差,以變更截齒截割圓弧的曲率半徑,調整端盤截齒的傾角和端盤截齒與葉片截齒的相對位置,調整端盤到葉片過度區截線上截齒的數量和傾角,合理選擇葉片截齒的截線距,這樣可使截線上幾個截齒的切削負荷較均勻,使切屑斷面形狀達到最佳;
3)采用科學的方法,加強滾筒主要受力部件,提高加工精度。引進先進設備,在專用的滾筒加工胎具上焊接齒座,確保截齒的角度誤差在范圍之內,提高滾筒截齒定位和安裝傾角的精度;
4)在焊接工藝方面,如端盤板、葉片與筒體的焊接,增加焊后退火工序,齒座與端盤板、葉片的焊接采用小直徑焊條、低電流的焊接規范。由于二氧化碳氣體保護焊具有焊弧熱量集中、熔池深、焊縫強度高等優點,所以滾筒上主要承載部件采用二氧化碳氣體保護焊,在螺旋葉片的端頭處要堆焊高鉻鑄鐵焊條,并保證焊點的高度與密度,增加其耐磨性;
5)研制新型齒座,提高滾筒使用壽命。這就要求齒座不僅具有很高的靜強度,還要有很高的抗疲勞強度和耐磨性。現使用的35CrMnSiA和Cr鋼制造的齒座已無法滿足這個要求。此外,截齒端頭的合金頭一般是一種碳化鎢和鈷的合金,碳化鎢硬度極高,耐磨性好,但性質脆,承受沖擊載荷能力差,可在碳化鎢中加入適量的鈷來提高硬質合金的韌性;
6)減少噴嘴的內堵,發揮內噴降塵效果。內噴霧主要故障是噴嘴內堵,因此,應注意內噴霧水道的防銹蝕處理。在端盤板環形水道、葉片螺旋形水道、和筒體相關部分的表面噴涂或噴焊防腐蝕的合金粉末,在進、出口水道采用不銹鋼管,噴嘴座也采用不銹鋼材料制作。
3 結論
總的來看,在滾筒設計制造階段,結合現場的實際情況,加強信息的收集與分析,優化加工工藝和流程,提高加工質量,研制新型材料,滾筒可更好地滿足現場生產的要求。
[1]徐從清主編.礦山機械.徐州:中國礦業大學出版社,2009.
[2]朱真才,韓振鐸主編.采掘機械與液壓傳動.徐州:中國礦業大學出版社,2005.
猜你喜歡
防爆電機(2022年1期)2022-02-16 01:14:06
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
設備管理與維修(2015年11期)2015-03-16 05:57:40
河南科技(2014年18期)2014-02-27 14:14:58