Inconel600的切削加工
2011-04-10 02:23:40郭峰
制造業自動化 2011年15期
郭 峰
GUO Feng
(陜西國防工業職業技術學院,西安 710302)
0 引言
高溫合金指的是一類在650℃~800℃以上仍然具有良好的的力學性能,化學性能以及一定的工藝性能的合金。高溫合金中最常用有鐵基高溫合金,鎳基高溫合金以及鈷基高溫合金。因為鎳基高溫合金的高溫強度最高,所以在高溫合金領域應用最為廣泛。
Inconel600是一種典型的鎳基固溶強化型高溫合金。鎳含量大于50%,熱強性高,最高溫度已達1100℃,優良的耐高溫腐蝕和抗氧化能力,切削加工性能很差,適合于制作在1100℃以下工作的低載荷零部件,例如,航空發動機的燃燒室以及加力燃燒室等耐高溫零部件。
Inconel600的化學成份和物理力學性能如表1所示。
1 Inconel600的切削加工難點
鎳基高溫合金Inconel600是一種極難切削的金屬材料。它的切削加工難度主要表現在以下幾方面:
1)切削力很大。Inconel600的延伸率大,塑性變形抗力大,抗斷裂韌性和持久塑性高,加工硬化非常嚴重,熱強性極高,所以切削力一般為加工鋼材的兩倍。
2)切削溫度很高。切削Inconel600時,切削力很大,切削變形很嚴重,切屑,工件與刀具之間存在著強烈的摩擦,繼而產生了大量的熱,而材料本身熱導率低,所以這就導致了切削區域的溫度很高。
3)刀具磨損嚴重。切削該材料時,切削力大,切削溫度高,使得刀具材料的硬度,強度,化學穩定性下降,刀具材料的磨粒磨損,粘結磨損,擴散磨損,氧化磨損都很嚴重,刀具壽命很低。加工該材料時,更換刀具的次數比更換零件的次數多得多,刀具壽命太低,是影響生產實際的最大因素。
4)加工硬化極其嚴重。由于該材料的軟化溫度高,強化系數大,在切削過程中產生塑性變形的同時,也產生了強烈的加工硬化,已加工表面的硬化程度甚至可以達到基體材料的兩倍以上。
5)切屑難以折斷。由于材料本身的塑性,韌性大,使得產生的帶狀切屑很難折斷,這樣既不安全,又影響生產任務的順利進行,是影響生產率提高的因素之一。
6)該材料切削中容易粘刀,影響切削過程的進行。
7)加工精度難以保證。切削該材料過程中切削溫度很高,工件產生的熱變形很大,一些尺寸精度和形狀精度很難保證。
8)加工效率低,加工成本大。在找不到與之相匹配的刀具材料的前提下,往往使用普通刀具材料,例如硬質合金,高速鋼等。在生產實際中,由于此類刀具壽命極低,而使用“刀海戰術”,也就是更換刀具或刃磨刀具的次數遠遠大于更換零件的次數,加工效率很低。一方面機床占用時間長,另一方面刀具損耗大,使得加工成本急劇增加,有時甚至無法完成生產任務。
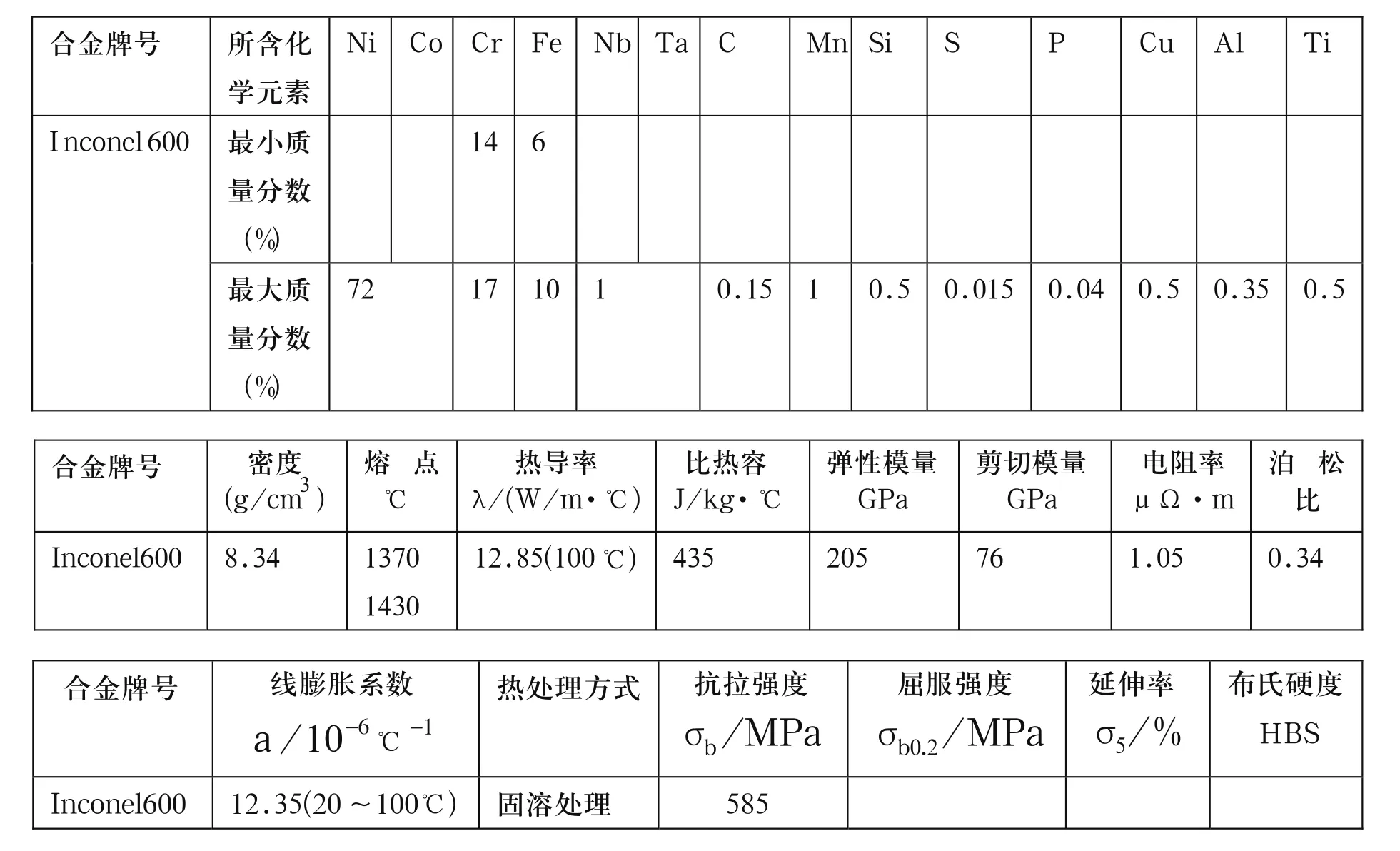
表1 Incone的化學成份和物理力學性能
2 加工Inconel600時,各種切削要素的合理選擇
2.1 刀具材料的合理選擇
一般的高速鋼和硬質合金刀具材料并不能滿足要求,因為在加工Inconel600時,既要求刀具的刀刃非常鋒利,又要保證足夠的刀刃強度。在生產實際中,常常選用細晶粒硬質合金+TiCTiN或TiC-Al2O3-TiN復合涂層刀具,例如山特維克可樂滿的VNGP160408 S05F刀片,M05刀片,氮化硅基陶瓷刀具,例如,賽阿龍陶瓷刀具RNGN120700KY2100,PCBN聚晶立方氮化硼刀具,例如,鉆石牌YCB011數控刀片。SiC晶須增韌陶瓷,CBN立方氮化硼刀具等。
2.2 切削用量的合理選擇
切削速度對刀具的壽命影響最大,切削速度越高,刀具壽命越低,為了保證一定的刀具壽命,切削速度不宜過高,一般在20m/min~80 m/min內選取。
進給量對刀具壽命也有一定的影響,但是對已加工表面的表面粗糙度影響最大,為了獲取較低的表面粗糙度,一般進給量不能取太大,常在0.1mm/r~0.3mm/r內選取。
背吃刀量對刀具壽命的影響最小,但背吃刀量不能太小,太小會在工件材料的硬化層上切削,刀具磨損嚴重,也不能太大了,太大會引起機床的負載增加。常在0.3mm~5mm內選取。
2.3 刀具幾何參數的合理選擇
前角對刀具壽命的影響不大,但是前角太小,不利于排屑,前角太大,會削弱刀刃的強度,所以一般前角選取為3o~10o。
后角對刀具壽命的影響很小,一般選取為8o~15o。
刃傾角一般選取0o~4o。刃口倒棱寬取0.2~0.4mm。倒棱刃前角一般取0o~-5o。
如果是立銑刀,螺旋角一般選擇為28o~35o。
2.4 切削液的合理選擇
高速切削時,可以使用水溶液或乳化液,能快速冷卻切削區域。低速切削時,最好使用氯化切削油,能起到良好的潤滑效果,也可以用硫化切削油,但是必須在加工后用氰化鈉溶劑清洗硫染色。液氮,高壓水射流冷卻液等也都能取得良好的冷卻效果,但是成本比較高,目前大規模生產很少使用。
[1] 宋志偉.高硬度鎳基高溫合金的切削加工[J].工具技術,1991(8):47-48.
[2] 趙秀芬,王玉華,劉陽.王興林.鎳基高溫合金的切削加工[J].航空制造技術,2010(11):46-50.
[3] 薄霄,易明輝,朱永富.鎳基高溫合金的切削加工性探討[J].汽車工藝與材料,1992(5):11-14.
[4] 黃揆.鎳基高溫合金機械加工性能分析研究[J].機械工程師,2010(6):160-161.
[5] 趙秀芬,劉陽,李冬梅,孫長友,紀航.陶瓷刀具在轉包機匣鎳基高溫合金加工中的應用[J].新技術新工藝,2010(5):59-63.
[6] 喬陽,艾興,劉戰強,趙軍.涂層刀具銑削粉末冶金鎳基高溫合金試驗研究[J].華南理工大學學報(自然科學版),2010(8):83-88.
[7] 湯多良,陳兆杰,章宏令.銑削鎳基高溫合金刀具耐用度的試驗研究[J].煤礦機械,2010(10):54-56.
[8] 劉高群.鑄造鎳基高溫合金K418切削性能試驗研究[J].航空精密制造技術,2010(1):37-42.
