大型造船用門式起重機的建造要點
2011-04-01 13:38:06邱訓賓
江蘇船舶 2011年1期
邱訓賓
(南通中遠船舶鋼結構有限公司,江蘇南通 226004)
1 設備系統組成
大型門式起重機有 6大部分組成,一是 3大鋼結構主體,就是主梁、剛性腿和柔性腿;二是輔助鋼結構件,主要指行走機構、維修吊和各類梯子平臺;三是起升機構,如上、下小車;四是電氣控制系統;五是報警、限位、過載保護、錨定等安全保護系統;六是潤滑系統。
2 3大鋼結構主體的建造特點和具體步驟
2.1 3大鋼結構主體的建造特點
從主梁、剛性腿和柔性腿的結構形式上看,其特點是主體尺寸大,絕大多數設計選用雙主梁組合。其梁高為10~12m,其梁寬上部為4~4.5 m、下部為2~2.5 m。剛性腿的截面長、寬多達 8~12m。柔性腿的撐桿則呈筒體狀,直徑常達 3m左右。所用鋼板或型材規格大。主梁、剛性腿構件外觀是四面圍壁式,內部為肋板加強及桁架框架支撐。3大結構內部都安裝了專門的行走通道或梯子,便于在構件內部安裝電氣線路及設備投入使用后的檢修。
2.2 3大鋼結構主體的建造具體步驟
國內普遍采用的建造方法是分段建造法。首先把鋼結構部分按照一定的大小劃分為若干個分段并在鋼結構件生產廠家制造好。一般地說,每個這樣的分段重量要達到 100~150 t。根據鋼結構件生產廠家的起重能力和出運條件,將分段做得越大越好,以便于減少現場合攏的工作量。然后,將分段運輸到船廠,在門機安裝的軌道長度上合適的位置安排一塊場地,進行現場結構件的合攏。
2.2.1 主梁側板平面分段制作
在真正制作開始前,要考慮如何設計外形形狀,便于后續的各道工序順利展開。經過對 2種外形形狀的比較以及實際應用,認為采用直角梯形形狀比采用等腰梯形或平行四邊形的形狀要有優勢。理論上梁拱在側板上是弧線狀,而實際上在做分段時并不是將每個分段都做成弧線形的,而是將分段做成直線狀,在分段合攏時將其接成理論上的折線狀。因整根主梁由十余個分段組成,外觀上并不能看出折線形狀。在將分段做成直線狀的前提下,根據輸入的梁拱數值和分段劃分的位置,可以有 2種選擇,一是選等腰梯形,二是選直角梯形,平行四邊形是由等腰梯形變異而來的。選等腰梯形的好處就是把梁拱弧線上與每個分段相交的 4角用 4條線連接起來便可得到,方法簡單。而且從分段在梁拱弧線圖上的連接對稱及光順角度看,也是較理想的。然而,這種外形的選擇卻給生產制作帶來了麻煩。因為在進行平面分段的縱橫結構件定位畫線時發現,縱向結構可以與上、下面板取平行位置,而橫向結構除分段長度中心位置一處是與縱向結構垂直外,其余各處都與縱向結構呈某一角度。這個角度接近 90°,變化很小,無論是畫線還是今后的檢查,都很難把握與控制。選用直角梯形時,把向主梁端部一側的分段邊人為確定為 3條線互成直角,而向主梁中心一側的分段邊呈斜線狀,這種做法可以避免等腰梯形的弊端,惟一的不足就是在梁拱弧線圖上的連接對稱及光順不及等腰梯形。理論上講當 2個分段連接時,分段的高度在直角邊側和斜邊側是不一樣的。但是,經計算發現,當一個分段的長度達 10~12 m時,這個分段的上、下 2個邊的長度只相差 50 mm左右,這么小的差值在分段高度達到 10~12m的情況下分段的高度在直角邊側和斜邊側的差異僅 2~4mm,因此可將這個差異視作制造誤差而不予考慮,從而最終確定了主梁側板平面分段的制作工藝。
2.2.2 主梁底板平面分段制作
主梁底板大部分設計成雙層板疊加形式,內底板寬度小于外底板,外底板寬度則超出側板,側板與兩層底板間的連接形式為組合式焊接接頭,見圖 1。合攏時對有后嵌入部分的底板,只需把內、外底板通過角焊縫連接在一起,對于無后嵌入部分的底板就要多一道工序,即要求將內、外底板在分段合攏處的層間縫隙用焊接的方式密封起來,見圖 2、圖 3。
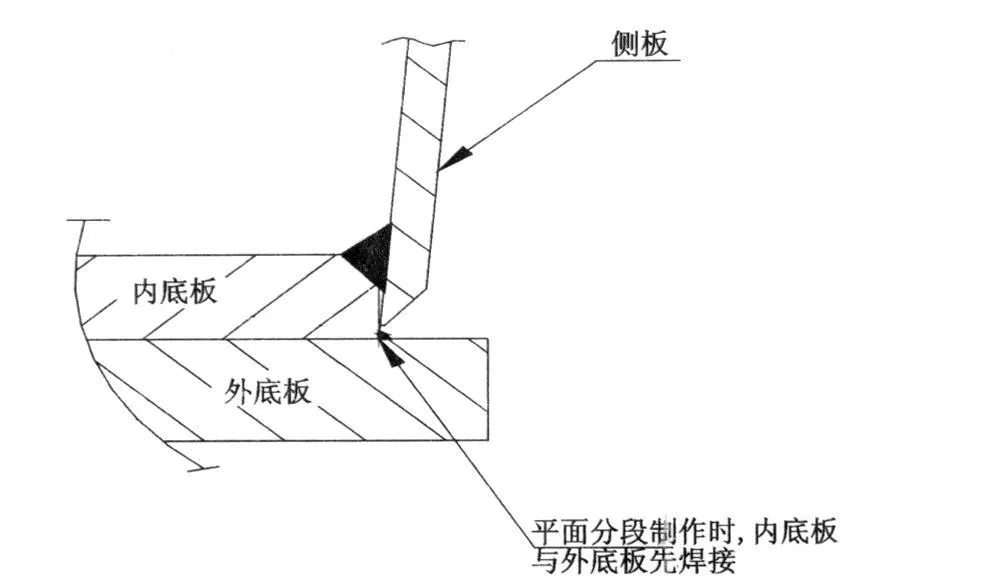
圖1 側板與底板組合式焊接接頭
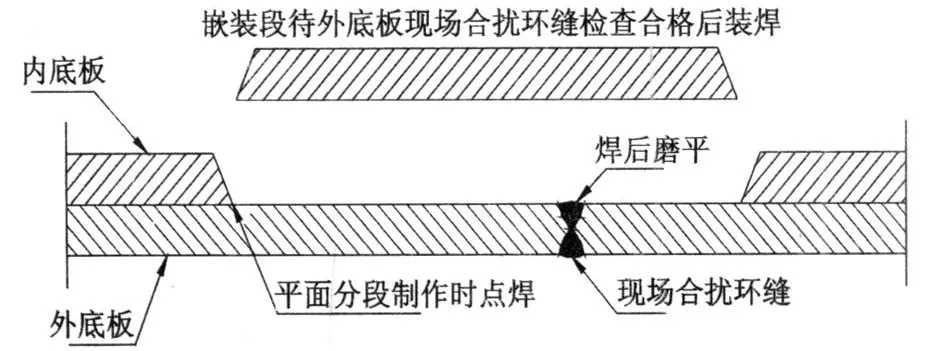
圖2 帶嵌裝段底板連接方式
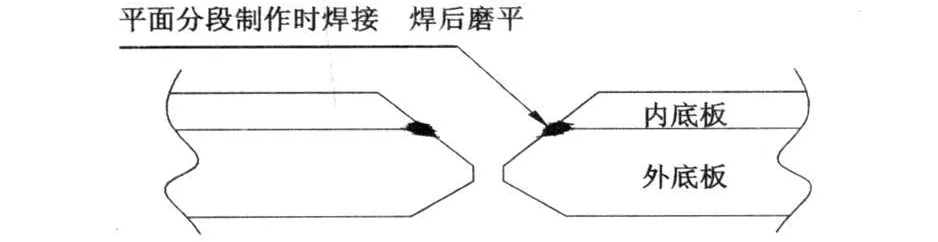
圖3 不帶嵌裝段底板連接方式
2.2.3 主梁頂板平面分段制作
主梁頂板上有 2塊安裝小車軌道用途的承軌加強板,位于側板上方。通常其厚度為 30 mm以上,厚者為50mm,在主梁中部時與其他頂板的板厚相差不大,但在往兩端延伸時,這種板厚差越來越大。因此,頂板平面分段制作主要的矛盾是要解決厚、薄板對接焊接所引起的不對稱變形問題。
平面分段制造過程中,需要進行過程控制,如各種焊接質量的無損檢查、變形的矯正、完工外形尺寸的把關等。還要注意如首尾方向、左右側、定位線位置等標識的標注,為立體分段的合攏留下依據。在平面分段制造工藝設計階段,主梁的直角邊一側是基準邊,沒有工藝余量,而斜邊一側則是工藝余量端,加放了一定量的工藝余量端,主梁兩端頭向內的第二個分段上的這部分余量是留到現場總體合攏時做最后補償用的,其余分段上的余量是為立體分段制造做的儲備。
2.2.4 剛性腿平面分段的制造
剛性腿平面分段的制造與主梁側板平面分段相似,余量的加放原則也相同。分段的一端為無余量基準端,另一端為余量端,余量同樣分在廠內制作之用和到現場之用。
2.2.5 柔性腿平面分段的制造
柔性腿平面分段的制造主要是對鋼板進行卷圓及筒體的裝配、焊接。
2.2.6 主梁立體分段的組合制造
在各平面分段制造完工后,采用將主梁分段平躺放置的立體分段組合制造法,就是建造一個傾斜胎架,將主梁的一側側板放在其上,要求胎架傾斜度以保證將頂板和底板合上去時為垂直水平面。合攏時的順序為側板、內部框架、頂板、底板,立體分段的組合制造需要在具有足夠起吊能力的場地進行。由于大型門吊的設計對諸如主梁側板與頂板、底板間的焊縫都有拍片的檢查要求,所以合攏形成的各種焊縫需要通過翻身來改變焊接位置,保證焊接質量。
2.2.7 剛性腿立體分段的制造
將剛性腿朝主梁內側的一個平直面做基準面,放置在水平胎架上即可,其他三個面的組裝與主梁類似。國內設計主梁與剛性腿的連接多采用焊接方式,而國外設計則多采用在主梁底板下1 m左右距離處的剛性腿上加一組法蘭作為連接方式。焊接方式連接多出了現場提升時的空中裝配、焊接的工作,增加了高空作業的難度和風險,優點是不需要在立體分段制作時解決約10 m×10 m大小的法蘭面的加工問題。在解決國外設計法蘭連接方式的法蘭面的加工問題時,采用分化處理來降低加工難度。具體方法為首先把 4面共 8塊法蘭板先進行平面機加工,加工后將已加工的面貼合兩兩組對成 4組,隨后按要求進行法蘭螺栓配鉆孔,鉆孔后用工藝螺栓穿入并將螺母擰緊保持法蘭面的密切結合。然后,在專門的胎架上把 4組法蘭板按圖紙尺寸要求組合成口子型,將主梁底板下 1 m左右高的剛性腿四方體先做成完整的結構,再來與法蘭板組合體裝配焊接。此時法蘭板強制固定在胎架上。為防止焊接后產生變形,焊接這種與法蘭板形成的焊縫時,需要 2位焊工反復交叉在不同位置慢慢進行對稱焊接,從而達到減少焊接時單位時間熱輸入量,減小變形的目的。焊接完成后把這個部件作為整體,與另一段剛性腿成型結構組裝另一面法蘭板。結果證明,可以有效地控制焊接后的法蘭板的變形情況。在分解法蘭板后運輸到現場的重新組裝過程中,兩法蘭面結合局部最大間隙為5mm,大部分為0~2mm。
剛性腿立體分段中還有 1個較大部件是下橫梁,可事先在工廠內將分段制造為 3段,運到現場再進行合攏。
在主梁和剛性腿的立體分段完工后,需要對除了留到現場用的余量以外的所有余量進行切除,使得現場合攏盡量采用無余量作業。
2.2.8 柔性腿立體分段組合制造
柔性腿的撐桿圓筒體長度達80多m,為了便于運輸,設計時采用了法蘭連接結構。在進行現場合攏時所用的法蘭與圓筒體焊接及法蘭平面機加工、法蘭螺栓配鉆孔等方面應當特別注意。具體做法首先把一段約1m長度的圓筒體單獨分離開來與放有加工余量的法蘭焊接,焊接后經過矯正變形,對法蘭平面進行機加工方法,加工出的平面應當與圓筒體垂直。然后,將 2個這樣的部件的法蘭平面貼合在一起,進行法蘭螺栓孔配鉆,鉆孔后仍將這 2個部件以配鉆狀態保留待用。
在柔性腿與主梁連接處有個A字型結構,它需要用專門的胎架配合地樣線準確完成。A字型結構上部是個平面,中心位置有 1個直徑約0.5 m的圓形沉孔,用于放置柔性鉸,下部分出 2個圓筒體,中間部分是由 2個圓筒體過渡為 2個半圓體相混合的結構。
柔性腿的立體分段制作時,還有一個由圓筒體向下橫梁過渡的天圓地方結構,也需要用專門的胎架和外板展開及成型加工配合的辦法單獨制造。
2.2.9 三角型結構的預合攏
在 A字結構、帶法蘭段結構、圓筒體結構、天圓地方結構及下橫梁結構全部完成后,還要進行三角形結構的廠內預合攏。按照圖紙尺寸要求按 1∶1比例畫出地樣線,把上述各個部件按圖紙位置對照地樣線放置到位,把帶法蘭段結構與圓筒體結構處的余量切除并裝配焊接好,只在下橫梁合適位置留一個活口,就是不把下橫梁連接成整體,而是分成 2個部分,便于運輸。所有廠內預合攏工作結束后,按圖紙尺寸在下橫梁耳板上劃耳孔鏜孔線用于鏜孔。條件許可時,最好在未拆解狀態將下橫梁連接行走機構的耳孔用特殊鏜孔設備將孔鏜好,并檢查合格后再拆解預合攏體。如果場地條件緊張,亦可在做好相應標記情況下,先拆解預合攏體,后進行鏜孔工作,只是在這種情況下要求留下的標記要仔細檢查,確保后續作為依據的標記沒有原則差錯,保證到現場的與行走機構的連接不出問題。
2.2.10 現場3大鋼結構主體的合攏
現場的合攏最主要工作是主梁,合攏前需要按照預想的制作梁拱(約1.2~1.3倍設計梁拱)制作胎架。胎架大多以每個分段 4個角做支撐的形式設定,胎架的中心位置往往需要向剛性腿一側偏離軌道中心100 mm左右距離。因為大多數門機制造后空載時主梁會向剛性腿偏移100~120mm,而塔架提升時需要垂直提起主梁。這時主梁中心向剛性腿一側偏離軌道中心 100 mm左右,如圖 4所示。確定塔架基礎中心位置時,必須結合設計給定的主梁上的提升位置,保證使塔架中心、主梁提升位置中心相吻合。
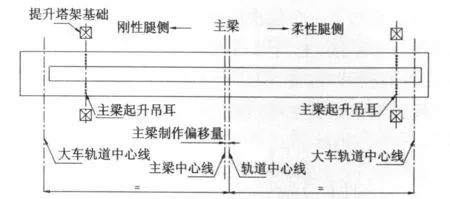
圖4 主梁現場合擾時中心偏離軌道中心
空載時主梁向剛性腿的偏移,需要在剛性腿與主梁的連接處進行特別處理,才能在安裝完成后實現設計意圖。國外設計采用法蘭連接時,常在圖紙中給出處理要求,施工單位只要留意圖紙中這方面的細節,不能遺漏或做反。國內設計時一般則不給出具體處理意見,而是由總包單位與安裝單位協調按經驗處理。我們的做法是在理論連接線型基礎上,剛性腿朝軌道外側的邊,高度上從理論的水平點向下80~100 mm后,與剛性腿朝軌道內側的邊相連得到一條線,這就是剛性腿與主梁的連接線。多出來的一個小斜三角形需要在提升之前割除,以便獲得成型后主梁偏移要求。主梁偏移補償見圖 5。
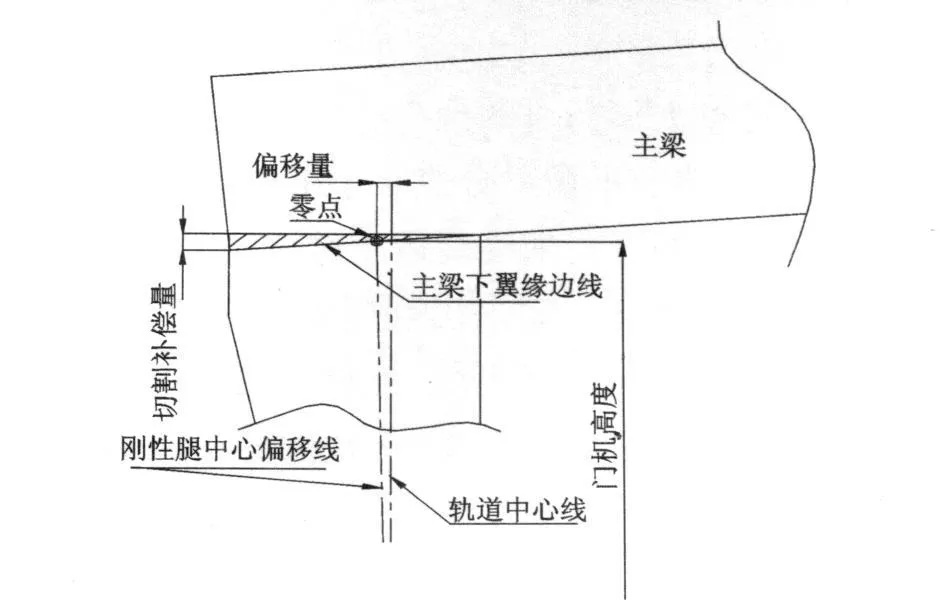
圖5 主梁偏移補償
剛性腿在現場的合攏方法為以內側平直的面為胎架面,把幾段分段對接合攏好,將下橫梁的 3個分段依地樣線合攏到位后,對行走機構連接的耳板孔進行鏜加工。
柔性腿在現場將原來的狀態恢復到位并將下橫梁的接口焊接好,法蘭連接的螺栓安裝好即可。
3 輔助鋼結構件的制造
輔助鋼結構件中維修吊和各類梯子平臺的制造相對簡單,其難點為行走機構。因為整個行走機構的鋼結構部分主要由大大小小的平衡梁組成,而平衡梁的功能特點就是每個平衡梁都有 3組孔,其中下面的 2組是連接到下一個層次的更小的平衡梁或行走輪子上去的,上面的一組則是連接到上一個層次的更大的平衡梁或剛、柔性腿橫梁上去的。一般地說,上一個層次的更大的平衡梁上 2片耳板從外側插下來與下一個層次的更小的平衡梁上方的耳孔通過軸來連接,上、下 2個層次的平衡梁間還有限位塊來固定相對位置,保證行走機構在使用過程中不出現因偏位而發生啃軌現象,如圖 6所示。
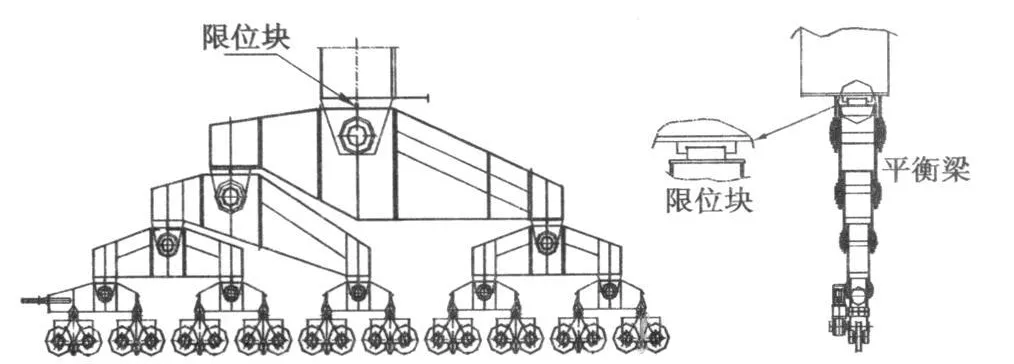
圖6 行走機構
在制造行走機構時,首先要有效控制3組孔的位置,保證焊接完工后進行內孔精加工時能夠加工出,其次要保證 3組孔處耳板的內、外開檔的加工余量。行走機構在廠內的最終排裝就是上述制造加工都已經完成,公、母相配的限位塊只安裝了 1塊,當把各級平衡梁從小到大逐級吊裝時,要檢查的就是輪子的直線度是否符合要求,每級平衡梁垂直度如何,最上面的 1個軸孔的軸線與軌道的垂直度如何。當調節使上述幾項指標都符合要求時,便可以將另1塊限位塊安裝到位,使上、下平衡梁的位置得到確定。因為這種大型門機的行走機構組合起來又高又長,最好將一側的平衡梁分成 4小組先組裝好,并且通過整體移動的方式來檢驗運動過后輪子直線度是否依然能夠有保證。如果出現超差變化,則要在這個時候分析原因并將其消除,這樣才能確保到現場的組裝質量。最終排裝完成后,還要將行走機構電極安裝到每組臺車(最小平衡梁)上去,并通電試驗確認其完好,最后以能夠運輸的最大的組合拆解整個行走機構,運往現場。
4 起升機構制造
起升機構的制造中首先要解決好大型鋼絲繩卷筒的機加工問題,這種加工通常需要委托有專門設備的專業廠家進行。其次,要解決好上、下小車的車架鋼結構件的制造。因為鋼結構車架整體外形尺寸大,特別是上小車的外形尺寸常達8m寬、16 m長、5m高,根本無法做成整體運送到現場,所以多采用在廠內預組裝、合攏,然后再拆解運輸到現場重新合攏焊接的工藝方案。由于上、下小車也同樣有行走機構,因此,上、下小車的車架鋼結構件最后就是通過 4個點與這些行走機構相連。國外設計多采用軸連接方式,國內設計除了軸連接方式外,還增加了法蘭連接方式。軸連接方式需要解決軸孔的鏜孔問題,且最好是在現場合攏后再進行,這樣容易保證軸孔精度與質量,但給現場工作增加難度。法蘭連接方式則相對降低了制造難度,保證了上、下小車行走時不易發生輪子啃軌現象。
5 電氣控制系統和潤滑系統
5.1 電氣控制系統
通過電氣控制系統,一方面操作人員在門機駕駛室便可進行各種操作,另一方面可指揮吊機進行吊裝、運行、使吊物就位等,包括報警、限位、過載保護等動作亦需通過電氣控系統來實現。所以,一個好的電氣控制系統設計及選用電器產品的匹配相當重要。目前,國內的設計占有明顯價格優勢,而國外設計則在系統集成上的性能穩定和匹配方面占優。除了設計外,現場的各種線路敷設,施工質量也將直接影響最終系統能否調試出設計的預期效果。
5.2 潤滑系統
將所有的潤滑點集中并通過潤滑管路集中到幾個集中潤滑點達到對運動的機械部件的潤滑作用。需要指出的是,有些電機因帶有自潤滑功能,其軸間無需再外加潤滑油料。另外,潤滑還根據設計要求分為自動潤滑和手動潤滑。自動潤滑由電控加油泵自定進行,手動潤滑由人工操作加油泵進行。
