淺析鉸刀標(biāo)準(zhǔn)設(shè)計(jì)的驗(yàn)證試驗(yàn)
2011-03-28 09:39:36石亞林范先莉
航空標(biāo)準(zhǔn)化與質(zhì)量 2011年1期
石亞林 范先莉
(中航工業(yè)成都飛機(jī)工業(yè)(集團(tuán))有限責(zé)任公司,四川 成都 610092)
鉸孔超差是很嚴(yán)重的質(zhì)量問(wèn)題。我們進(jìn)行“試錯(cuò)式”設(shè)計(jì)分析,立項(xiàng)進(jìn)行系統(tǒng)地研究從而形成新的技術(shù)規(guī)范,以期根本解決問(wèn)題。
1 試驗(yàn)前期準(zhǔn)備
1.1 試驗(yàn)方案的確定
自動(dòng)進(jìn)給鉆與氣鉆相比,加工精度更高,工位情況更復(fù)雜,但相對(duì)排除了更多人為因素。考慮試驗(yàn)成本與效率,鉸刀驗(yàn)證試驗(yàn)以氣鉆為主。
影響氣鉆用鉸刀工作質(zhì)量的因素較多。我們嘗試從鉸刀的公差、結(jié)構(gòu)、幾何角度、切削余量、耐磨性以及產(chǎn)品自身公差的大小等方面甄別影響的權(quán)數(shù)。鉸刀選用的材料、鉸刀加工工藝很重要,但限于試驗(yàn)成本,循我公司選材和加工工藝的慣例,我們不做這方面的對(duì)比試驗(yàn)。試驗(yàn)總方案見表1。
1.2 方案確定說(shuō)明
1.2.1 尺寸規(guī)格來(lái)源于對(duì)已設(shè)計(jì)圖紙的統(tǒng)計(jì),是被加工產(chǎn)品零件典型的集成。世界上的主要民機(jī)連接部位均用英制尺寸,我國(guó)的民機(jī)為符合趨勢(shì),鉸刀尺寸規(guī)格也選用英制尺寸。
1.2.2 刀具材料W6Mo5Cr4V;刀具在普通機(jī)床上加工完成;試驗(yàn)用材料國(guó)產(chǎn)鋁合金,試材板厚:5 mm,10 mm,30 mm。
1.2.3 鉸前孔的加工
按一般鉸孔工藝要求,鉸前孔的精度應(yīng)達(dá)H11級(jí)。為避免鉸前孔偏差干涉鉸孔試驗(yàn),鉸前孔的加工最后一刀一律用同一把刀具小切削余量加工出來(lái),以保證各鉸前孔狀態(tài)的相對(duì)一致。
1.2.4 試驗(yàn)數(shù)據(jù)采集過(guò)程控制
實(shí)測(cè)鉸前新鉸刀數(shù)據(jù),鉸前孔數(shù)據(jù);實(shí)測(cè)鉸8、16、24個(gè)孔后的鉸刀與被加工孔的數(shù)據(jù)。耐磨試驗(yàn)每8個(gè)孔采集一組數(shù)據(jù)。
1.2.5 試驗(yàn)按加工產(chǎn)品的工藝大綱執(zhí)行。
1.3 鉸刀公差選擇方案
驗(yàn)證試驗(yàn)選擇的絞刀公差方案見表2和見圖1。
2 鉸刀驗(yàn)證試驗(yàn)技術(shù)分析
2.1 鉸刀公差驗(yàn)證試驗(yàn)
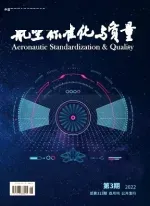
由不同的鉸刀公差帶選擇試驗(yàn)結(jié)果(見表3)看,按現(xiàn)行標(biāo)準(zhǔn)選擇鉸刀公差帶設(shè)計(jì)的鉸刀的超差率高;按近似某進(jìn)口鉸刀方案而設(shè)計(jì)的鉸刀加工出的孔尺寸偏下,適用精度要求高的孔;鉸刀設(shè)計(jì)不允許超極限,故公差帶超下極限的±0.15 IT方案可在解決現(xiàn)場(chǎng)問(wèn)題時(shí)謹(jǐn)慎使用;0~0.3 IT方案在鉸刀經(jīng)濟(jì)性方面仍有潛力可挖;0.2~0.5 IT方案綜合國(guó)內(nèi)鉸刀制造水平、使用狀況,兼顧了鉸刀的加工質(zhì)量與經(jīng)濟(jì)性。
2.2. 鉸刀結(jié)構(gòu)試驗(yàn)
2.2.1 鉸刀的長(zhǎng)經(jīng)比對(duì)照試驗(yàn)
鉸刀長(zhǎng)度與直徑之比,即長(zhǎng)徑比。從絞刀的長(zhǎng)徑比對(duì)照試驗(yàn)結(jié)果(見表4)看,因長(zhǎng)徑比大,鉸刀抗彎強(qiáng)度下降,在氣鉆上使用,鉸刀著力點(diǎn)漂移,抖動(dòng)大,導(dǎo)致加工出的孔尺寸受影響大,特別是對(duì)連續(xù)加工出的孔之間的尺寸差影響較大。本試驗(yàn)同時(shí)也做了鉸刀工作部位長(zhǎng)度比較,在10 mm~80 mm范圍內(nèi),其結(jié)論同于長(zhǎng)徑比情況。
2.2.2 鉸刀的夾持柄部比較試驗(yàn)
氣鉆用鉸刀柄部一般有兩種形式,一種是光桿,一種是螺紋。螺紋柄鉸刀一般用于產(chǎn)品零件加工空間受限部位(有時(shí)氣鉆夾持與工作面成90°角),加之螺紋連接的螺紋柄有間隙,故對(duì)連續(xù)加工出的一組孔之間的精度有影響,但尚在公差范圍內(nèi)。
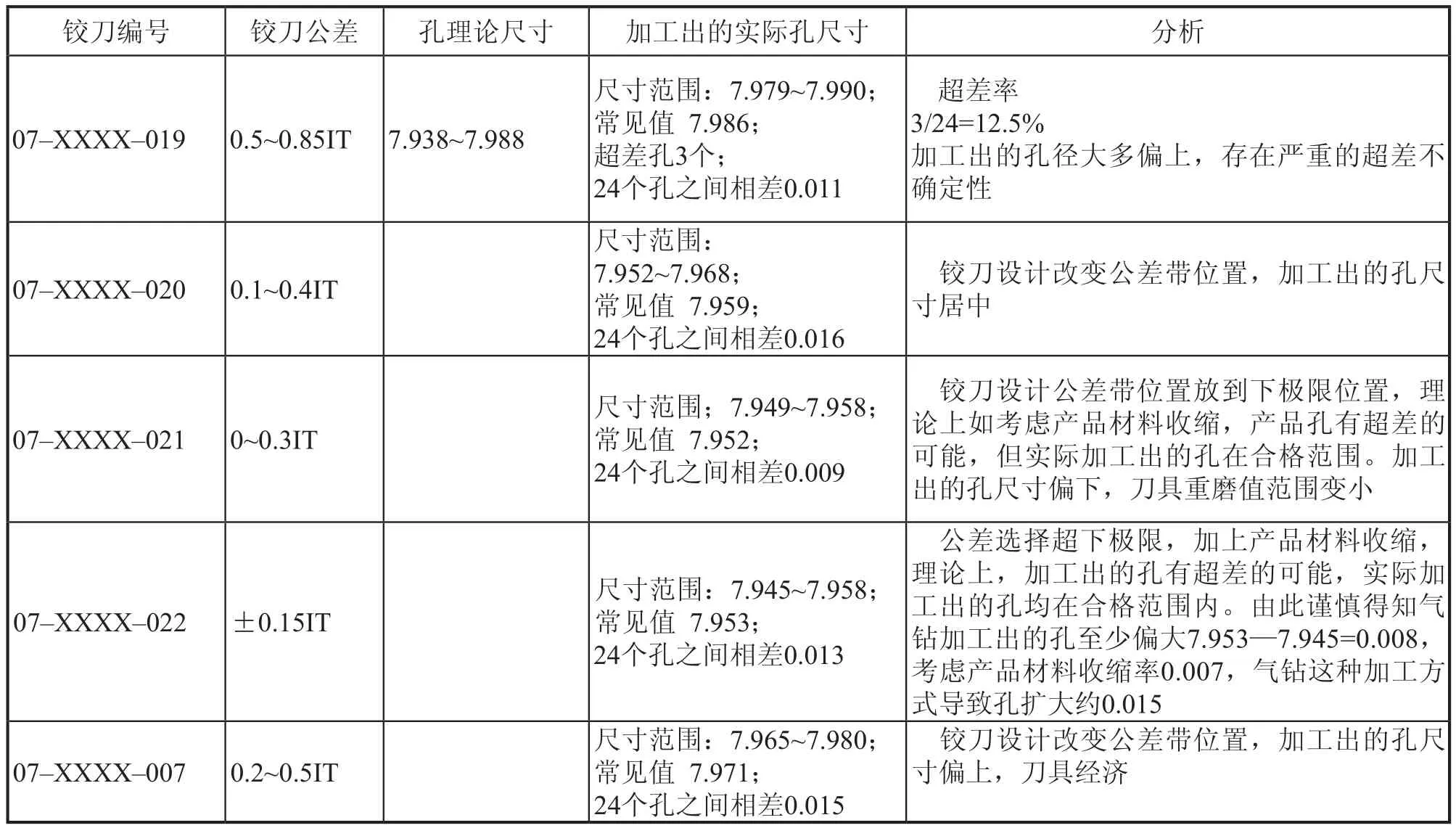
表3 鉸刀公差驗(yàn)證試驗(yàn)
2.2.3 鉸刀的引導(dǎo)比較
綜合試驗(yàn)情況,鉸刀引導(dǎo)對(duì)鉸削質(zhì)量影響不大,而被加工孔的深度更影響加工質(zhì)量。
2.3 鉸刀的幾何角度比較
從試驗(yàn)(見表5)得知,切削錐后角易大,校正部分后角控制在適當(dāng)?shù)姆秶瑤缀谓嵌仍诒驹囼?yàn)范圍內(nèi)對(duì)加工質(zhì)量影響不大。
07-XXXX-034不好用,鉸刀的刃帶分布明顯不均勻,刃帶寬尺寸精度應(yīng)控制。
2.4 切削余量試驗(yàn)
從本試驗(yàn)(見表6)情況,再結(jié)合07–XXXX–032的情況看,在目前的刀具材料、制造工藝及使用環(huán)境下,鉸刀加工孔的余量對(duì)孔質(zhì)量影響大,余量大于0.3 mm時(shí)就容易超差。
2.5 產(chǎn)品公差比較試驗(yàn)
試驗(yàn)(見表7)加工的板厚30mm,采用三點(diǎn)測(cè)量法。從三點(diǎn)測(cè)量情況看,由于鉸孔不是一次完成,導(dǎo)致孔口擴(kuò)大,這與操作工人只有兩年工齡有關(guān)。這表明使用氣鉆鉸孔加工時(shí),人為因素影響較大。試驗(yàn)證明,只要孔口尺寸合格,全孔就合格而且產(chǎn)品公差越大,鉸出的孔合格率就越高。
2.6 鉸刀的耐磨性試驗(yàn)
從試驗(yàn)結(jié)果(見表8)看,07–XXXX–006一共試96個(gè)孔,07–XXXX–010共試120個(gè)孔,鉸前孔是由一把刀且小余量加工而成。

表4 鉸刀的長(zhǎng)徑比對(duì)照試驗(yàn)

表5 鉸刀的幾何角度比較試驗(yàn)
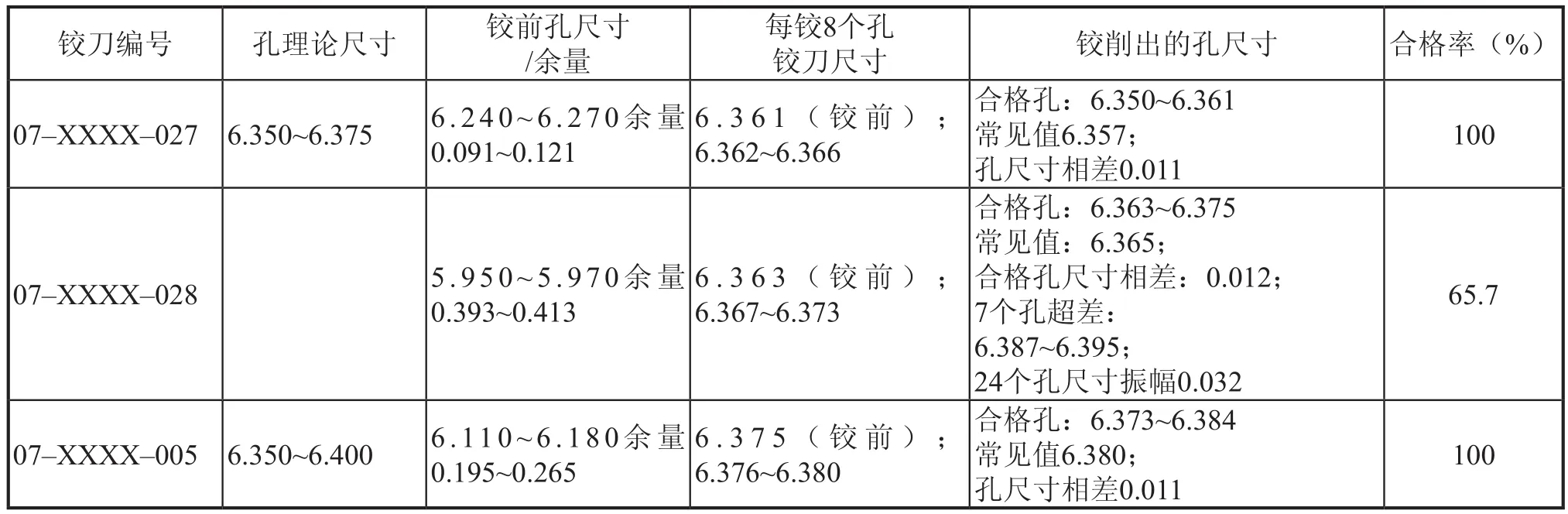
表6 切削余量試驗(yàn)

表7 產(chǎn)品公差比較試驗(yàn)
07–XXXX–006加工出的一個(gè)孔超差,其尺寸7.989與上極限7.988相差0.001,且合格孔最大尺寸為7.985,因而,可視其為偶然現(xiàn)象。07–XXXX–010有7個(gè)孔超差,其尺寸為12.755~12.765,在加工到第22、23、42、44、45、46、48個(gè)孔時(shí),1到21、49到120個(gè)孔全部合格。試驗(yàn)結(jié)果表明,規(guī)律性不強(qiáng),這也提示我們,在使用氣鉆加工大直徑孔時(shí),人為因素影響較大。
此外,按一般的加工規(guī)范,一把刀可鉸20個(gè)孔。本試驗(yàn)加工96~120個(gè)孔時(shí),鉸刀情況尚可,說(shuō)明刀具的耐磨性有潛力。
2.7 自動(dòng)進(jìn)給鉆切削余量及鉸刀公差選擇比較的驗(yàn)證試驗(yàn)
本試驗(yàn)(見表9)在30 mm板厚上進(jìn)行。由于自動(dòng)進(jìn)給鉆結(jié)構(gòu)(夾持部位較短,前引導(dǎo)有間隙,刀具使用時(shí)甩動(dòng)大),現(xiàn)行標(biāo)準(zhǔn)公差帶選擇(0.5~0.85IT)滿足不了實(shí)際生產(chǎn)的需要,鉸刀公差帶經(jīng)調(diào)整,孔加工合格率便有了保證。
3 驗(yàn)證試驗(yàn)結(jié)論
3.1 鉸刀設(shè)計(jì)公差帶選擇
從不同的鉸刀公差帶選擇驗(yàn)證試驗(yàn)結(jié)果看,由于氣鉆操作的人為因素,鉸刀的公差帶選擇不能用現(xiàn)行標(biāo)準(zhǔn)所規(guī)定的。根據(jù)不同的加工精度要求,選擇鉸刀的公差設(shè)計(jì)方案為:A級(jí)(0~ +0.005 mm);B級(jí)與C級(jí)(0.1~0.4 IT);D級(jí)(0.2~0.5 IT)是可靠的方案。
3.2 加工精度限制
從鉸刀結(jié)構(gòu)試驗(yàn)情況看,在氣鉆上使用鉸刀,鉸刀著力點(diǎn)漂移,抖動(dòng)大,導(dǎo)致24個(gè)孔之間直徑尺寸相差0.011mm~0.025mm。從表3看,考慮產(chǎn)品材料收縮率0.007,氣鉆這種加工方式導(dǎo)致孔擴(kuò)大約0.015mm。由此可知,氣鉆鉸孔的精度是受限的。故限制氣鉆用鉸刀加工產(chǎn)品孔的精度為:A級(jí)為.0015″;B級(jí).0020″;C級(jí).0025″;D級(jí).003″。
3.3 加工孔深的影響
因?yàn)榘搴窨咨睿邢髁Υ螅M(jìn)給方向難以保持一致,因此,在鉸削時(shí),每鉸一個(gè)孔前應(yīng)除去切削刃上的毛刺、清理切削刃并打上潤(rùn)滑油,進(jìn)給時(shí)保持勻速平穩(wěn),換工位時(shí)及時(shí)除去切屑等等,對(duì)工人的操作素質(zhì)要求高。加工孔精度要求高的情況下,建議使用本標(biāo)準(zhǔn)A級(jí)鉸刀。

表8 鉸刀的耐磨性試驗(yàn)
表9 自動(dòng)進(jìn)給鉆切削余量及刀具理論公差選擇比較的驗(yàn)證試驗(yàn)
3.4 加工余量的影響
從試驗(yàn)情況看,在目前的刀具材料、制造工藝及使用環(huán)境下,加工余量對(duì)孔質(zhì)量影響大。加工余量大于0.3 mm時(shí),加工出的孔易超差。自動(dòng)進(jìn)給鉆的加工余量可大至0.893 mm。但進(jìn)口刀具,其加工余量可大至0.8 mm。分析原因,一是進(jìn)口刀具的材料好,因其冶金工藝好,使刀具強(qiáng)度高、耐磨性好;二是鉸刀加工技術(shù)先進(jìn),高質(zhì)量的數(shù)控機(jī)床可加工出高動(dòng)平衡性能、高表面質(zhì)量的刀具;而我們常常是加工產(chǎn)品的機(jī)床設(shè)備技術(shù)水平高于加工刀具。
3.5 人為因素的影響
鉸刀質(zhì)量差,對(duì)工人的素質(zhì)要求就高。從本次試驗(yàn)看,不論加工精度、深度、柄部形式變化,還是選擇加工余量,對(duì)操作人員的素質(zhì)提出了要求。
3.6 自動(dòng)進(jìn)給鉆用鉸刀的情況
較之氣鉆,自動(dòng)進(jìn)給鉆用鉸刀加工的工作部位的精度要求更高,其鉸刀自身的技術(shù)要求也更高。限于其工作環(huán)境,鉸刀的引導(dǎo)、夾持部位的設(shè)計(jì)與周邊的設(shè)備有關(guān),應(yīng)提高形位公差等技術(shù)要求,以與整個(gè)的工作環(huán)境協(xié)調(diào)。
如果自動(dòng)進(jìn)給鉆用鉸刀是數(shù)控機(jī)床全過(guò)程加工出來(lái)的,據(jù)不同的產(chǎn)品精度按0.4~0.7 IT 、0.2~0.5 IT 、+0.005的公差設(shè)計(jì)是可行的;鉸刀如果不是數(shù)控機(jī)床全過(guò)程加工出來(lái)的,鉸前鉆孔應(yīng)放小,可設(shè)計(jì)1~3把最后尺寸的小進(jìn)給余量的鉸刀備用,防止鉸孔超差。
4 結(jié)束語(yǔ)
回顧本次試驗(yàn),我們認(rèn)為進(jìn)口工具先進(jìn)的主要因素中,工具材料冶金工藝我們不能控制,但加工工具用更先進(jìn)的設(shè)備以及工人操作水平的提高,則是我們通過(guò)糾正認(rèn)識(shí)、通過(guò)培訓(xùn),能夠做得更好的。
通過(guò)較系統(tǒng)的工作,對(duì)自動(dòng)進(jìn)給鉆、氣鉆用鉸刀的技術(shù)狀態(tài)進(jìn)行了全面的梳理,驗(yàn)證了我們已掌握的鉸刀設(shè)計(jì)的一定規(guī)律,并在此基礎(chǔ)上編制了標(biāo)準(zhǔn)Q/XXXX–2008《自動(dòng)進(jìn)給鉆、氣鉆用鉸刀》。因?yàn)橛性鷮?shí)的試驗(yàn)驗(yàn)證工作,編出的標(biāo)準(zhǔn)規(guī)范、切合實(shí)際,及時(shí)指導(dǎo)了現(xiàn)場(chǎng)技術(shù)工作。
[1] 黃鶴汀. 機(jī)械制造裝備[M]. 北京:機(jī)械工業(yè)出版社,2005.
[2] 吳永錦, 殷小清. 機(jī)械制造[M].北京:清華大學(xué)出版社,2010 .
[3] 周尊英. 質(zhì)量管理實(shí)用統(tǒng)計(jì)技術(shù)[M].北京:中國(guó)標(biāo)準(zhǔn)出版社,2009.
[4] 科學(xué)技術(shù)部辦公廳,國(guó)務(wù)院發(fā)展研究中心國(guó)際技術(shù)經(jīng)濟(jì)研究所世界前沿技術(shù)發(fā)展報(bào)告[M].北京: 科學(xué)出版社,2010.