輔助摩擦電鑄Ni-Mn合金的力學性能
2011-03-13 10:32:52李學磊朱增偉
航空材料學報 2011年3期
李學磊, 朱增偉, 朱 荻
(南京航空航天大學,南京 210016)
電鑄是一種依據金屬離子在陰極表面發生還原反應的原理來制造金屬零部件的精密制造技術,在精密模具、航空宇航、兵器以及微納米制造等高新技術領域中已經得到了很多重要應用。目前單金屬電鑄材料在中高溫條件下存在著強度不理想的問題,限制了它的進一步發展和應用。研究表明,電沉積金屬Ni在250~260℃左右退火時開始出現晶粒快速長大現象;而電鑄層中微量元素的存在會提高純金屬晶體的熱穩定性,合金晶體的晶粒長大溫度往往較高[3,4]。與單金屬材料鎳相比,錳作為一種去硫劑,可使Ni-Mn合金在高溫下的抗硫脆性得到改善,中高溫度情況下性能大幅度提高,可焊性也得到明顯的改善[1,2]。已有研究資料表明[4~6],電沉積Ni-Mn合金的熱穩定性好于Ni,開始出現晶粒快速長大現象的溫度明顯提高。由于Ni-Mn合金良好的熱穩定性,在航天領域具有獨特的應用前景,如在制造具有特殊結構的先進航天發動機推力室時,電鑄鎳錳合金可用于形成推力室身部的外壁。研究者從電鑄電源、電解液控制、沉積層成分和高溫機械性能方面對Ni-Mn合金進行過一定研究[5~8]。
本研究利用游離粒子輔助摩擦電鑄技術進行Ni-Mn合金電鑄試驗,在改善電鑄層表面質量的前提下,對電鑄層在熱處理前后的力學性能進行分析,研究工藝參數對電鑄層力學性能的影響規律。
1 試驗及測試方法
游離粒子輔助摩擦Ni-Mn合金電鑄技術是在陰極和陽極之間放置不導電的游離粒子,將陰極完全覆蓋,在沉積過程中,陰極作旋轉運動,游離的硬質粒子不斷摩擦和撞擊陰極表面。其試驗裝置示意圖如圖 1所示。調速電機帶動陰極在鏤空的內筒中旋轉,內筒的外壁和底部均用滌綸布密封;內筒和陰極之間填充的硬質粒子完全覆蓋陰極表面;顆粒狀陽極鎳圍繞內筒放置,并與內筒一起置于燒杯內。在試驗中,陽極采用專用電鍍鎳球,可以在電鑄過程中不斷補充電鑄液中鎳離子的消耗,而錳離子的消耗量很少,在一定的沉積時間內對其濃度的影響不大,可以定時進行補充。鎳球在使用前,用超聲波清洗機并添加清洗劑進行清洗,然后用蒸餾水洗凈后使用。選用一定直徑的陶瓷球作為摩擦介質,陶瓷球經蒸餾水反復沖洗,烘干后使用。陰極采用不銹鋼棒,試驗前進行拋光、除油、清洗處理。所采用的電鑄液成分為氨基磺酸錳15 g/L,氨基磺酸鎳 400g/ L,硼酸 30g/L,氯化鎳 15g/L,電鑄液溫度為 55℃。電鑄采用JC17530型直流電源。試驗時,電鑄層達到一定厚度后隨同陰極一起從夾具中取出,經清洗、干燥后對其進行顯微硬度測試,所用的儀器分別是HXS-1000A顯微硬度計,然后,將電鑄層剝落后,用線切割加工制成拉伸試樣,熱處理溫度為 250℃,時間為120min。所采用拉伸試驗機為CSS-2202型電子萬能試驗機,試驗速率0.8mm/min。利用JSM-6300型掃描電鏡和Agilent-3510原子吸收分光光度計分別對斷口形貌和電鑄層中錳含量進行檢測。
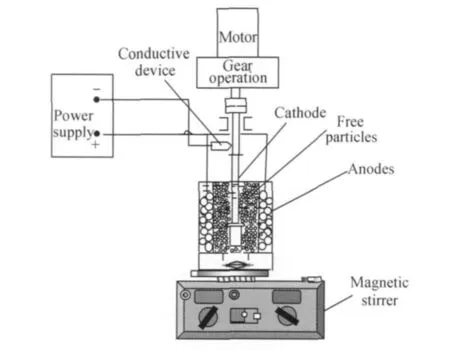
圖1 試驗裝置示意圖Fig.1 Schematic diagram of experimental apparatus
2 結果與分析
2.1 加工參數對錳含量的影響規律
研究表明,Ni-Mn合金電鑄層中的錳含量直接影響到電鑄層的力學性能和其高溫性能。因此,有必要研究輔助摩擦電鑄技術在不同工藝參數條件下對電鑄層中錳含量的影響規律,以更好的控制電鑄層的力學性能。
不同電鑄工藝在不同加工條件下得到的電鑄層中的錳含量結果如圖 2所示。隨著電流密度的提高,錳含量呈上升趨勢,但是,傳統電鑄得到的電鑄層中錳含量要高于游離粒子輔助摩擦電鑄。出現上述現象的主要原因是由于電沉積過程中電流密度的增加使陰極極化增大,陰極電位變得比原來更負,從而有利于電極電位較低的錳的沉積。而在游離粒子輔助磨電鑄過程中,游離粒子不斷摩擦陰極表面能夠減少析氫量,并且會使已生成的氫氣遠離陰極表面,按照Malone[11]的觀點,陰極上產生的氫原子作為一種強的還原劑,將錳離子還原為錳原子而進入沉積層,或者說氫能以某種方式降低還原電位而促進錳的還原,氫的減少將阻礙此反應的順利進行,因此會出現傳統電鑄的錳含量要高于游離粒子輔助磨電鑄技術。
隨著轉速的提高,錳含量也呈上升趨勢。轉速越高,電沉積層與硬質粒子的相對運動越劇烈,即游離粒子的擾動作用越強,對電鑄液的更新作用越明顯,能夠及時補充消耗掉的錳離子。從而使電鑄層中的錳含量隨著轉速的增加不斷提高。

圖2 電流密度(a)和旋轉速率(b)與電鑄層中錳含量關系Fig.2 Relationship betweenmanganese contents and process parameters (a)current density;(b)rotating speed
2.2 微觀組織
圖3為在電流密度為 4A/dm2時,采用不同電鑄工藝所制備的Ni-Mn合金鑄層的TEM照片,從圖3可以看出,采用傳統電鑄方法所得到的電鑄層晶粒大小不一,微米級晶粒之間夾雜著細小的晶粒,晶粒和晶界均存在扭曲現象,所對應的衍射花樣為少量的、斷斷續續的衍射斑點,不均勻地分布在衍射環的同心圓上。而游離粒子輔助磨電鑄技術所得電鑄層的晶粒分布較均勻,尺寸大小在 200nm之內,晶粒邊界垂直。從對應的衍射花樣也可以看出,參與衍射的斑點明顯增多,衍射環接近連續,衍射斑點較均勻地分布在衍射環的同心圓上。從上面現象可以看出,游離粒子輔助摩擦電鑄技術能夠起到細化晶粒的作用。主要的原因是覆蓋在陰極表面的游離粒子不斷運動,可以產生近脈沖的效果,提高了沉積過電位;同時,游離粒子的摩擦作用,增加了活化點,提高了形核機率,這兩方面都能夠起到細化晶粒的作用。
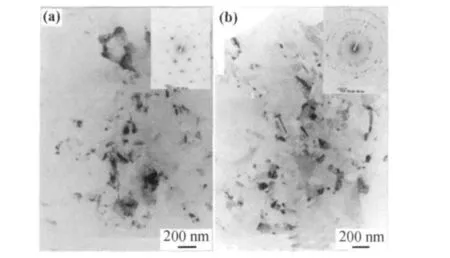
圖3 電鑄層的TEM照片 (a)傳統電鑄工藝; (b)游離粒子輔助摩擦電鑄工藝Fig.3 TEM morphology of Ni-Mn alloy (a)traditional electroforming;(b)abrasion-assisted electroforming
2.3 電鑄層的力學性能
2.3.1 傳統電鑄Ni-Mn合金的力學性能
電鑄溫度為55℃,陰極轉速為0.1m/s時,采用傳統電鑄技術在不同電流密度條件下制備的電鑄層退火前后的性能如圖 4所示。從圖中可以看出,退火處理前顯微硬度在300HV左右,隨著電流密度的提高顯微硬度、抗拉強度和屈服強度也相應得到了提高,抗拉強度從600MPa提高到880MPa。其顯微硬度和拉伸強度都明顯高于純鎳電鑄層,但是其隨電流密度的變化趨勢卻與電鑄鎳相反[9],這可能是因為隨著電流密度的提高,電鑄層中錳含量不斷增加,而錳元素的存在,能夠起到細晶強化電鑄層的作用。退火處理對Ni-Mn合金電鑄層的影響比較顯著,顯微硬度和拉伸性能都在不同程度上得到了提高,其中抗拉強度同比提高了將近 20%。電流密度為6A/dm2時,抗拉強度達到了1020MPa,屈服強度也有類似的趨勢,這充分反映了Ni-Mn合金電鑄層較好的熱穩定性。當電流密度超過 6A/dm2時,由于電鑄層表面針孔和麻點太多,無法繼續進行拉伸檢測。
2.3.2 輔助摩擦電鑄Ni-Mn合金的力學性能
2.3.2.1 電流密度對輔助摩擦電鑄Ni-Mn合金的力學性能的影響
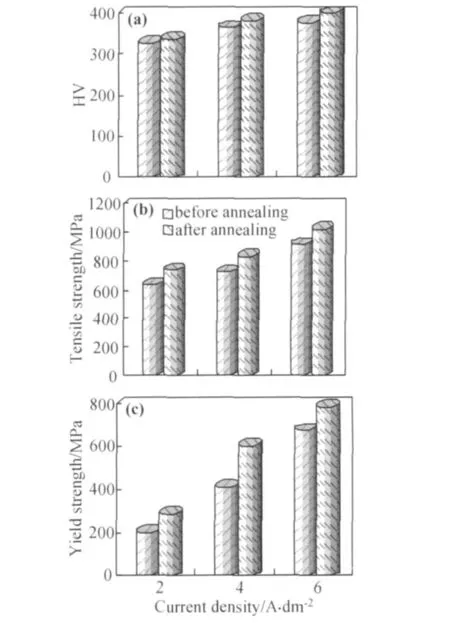
圖4 傳統電鑄技術得到的電鑄層退火前后的性能Fig.4 Properties of Ni-Mn alloy electroformed with traditionalmethod at pre-and postannealing (a)m icrohardness;(b)tensile strength; (c)yield strength
將陰極旋轉速率(0.1m/s)固定不變,通過改變電流密度,來研究電參數對游離粒子輔助摩擦所得到的電鑄層力學性能的影響規律,其結果如圖 5所示。與傳統電鑄所得電鑄層相比,游離粒子輔助摩擦電鑄技術所制備電鑄層的顯微硬度和拉伸強度,在熱處理前得到了明顯提高。說明了游離粒子的摩擦和擾動所產生的細晶強化效應及電鑄層致密度的提高,使電鑄層的強度得到了明顯的提高。退火處理前,隨著電流密度的提高,顯微硬度逐漸增大,均在400HV以上,當電流密度超過8A/dm2時,顯微硬度開始出現減小的趨勢。拉伸性能隨著電流密度的改變出現了較大的波動,當電流密度由 2A/dm2提高到4 A/dm2時,抗拉強度有下降趨勢,之后,隨著電流密度的提高,抗拉強度開始增加,當電流密度由8A/dm2升高到10A/dm2時,抗拉強度又開始下降,從1320MPa降低到1280MPa,屈服強度也出現了類似的趨勢。出現上述現象的原因可能是,在較低電流密度(2 A/dm2)時,金屬沉積速率較慢,游離粒子的摩擦作用能夠將沉積的晶粒及時碾壓,使其緊密排列,電鑄層比較致密,拉伸性能較高;提高電流密度(4A/dm2)時,沉積速率加快,這種碾壓作用被相對消弱,電鑄層的強度出現略微下降趨勢;當繼續增加電流密度時,電流密度的提高導致電鑄層中錳含量不斷增加,電鑄層晶粒更加細化,使其強度增加;當電流密度升高到一定程度時,由于金屬沉積速率加快,消耗的金屬離子得不到及時補充,晶粒長大速率必將大于形核速率,而在游離粒子的摩擦和擾動作用力不變的情況下,晶粒長大的趨勢占優,摩擦作用相對減弱,從而導致晶粒較為粗大,強度相對較低。
退火處理后,當電流密度高于4A/dm2時,電鑄層的顯微硬度、抗拉強度和屈服強度都要高于退火前,隨著電流密度的提高,其變化規律與退火前相似。這主要是因為熱處理使電鑄層在晶間形成了分散的硫化錳相[11]。硫化錳相的出現能夠阻止晶粒在高溫下長大,避免了電鑄層在退火處理后強度的明顯下降。而當電流密度(2 A/dm2)較低時,電鑄層的性能發生了明顯的變化:顯微硬度由退火處理前的425HV降低到370HV,抗拉強度和屈服強度分別從熱處理前 1290MPa和 1040MPa,降低到720MPa和144MPa。對照此時電鑄層中的錳含量可以發現出現這種現象的原因是,電鑄層中錳含量過低,只有0.069%(質量分數,下同),不能體現出Ni-Mn合金電鑄層熱穩定性的優勢,退火處理時,少量的錳元素不能抑制晶粒長大,導致強度下降。這也說明了熱處理前電鑄層的高強度性能大部分要歸功于游離粒子輔助摩擦作用。當電鑄層中錳含量升高到0.2%時,電鑄層的拉伸性能雖然還低于退火前,但較之前得到了明顯改善。由此可以判斷,適量錳元素對電鑄層的熱穩定性將起到至關重要的作用。
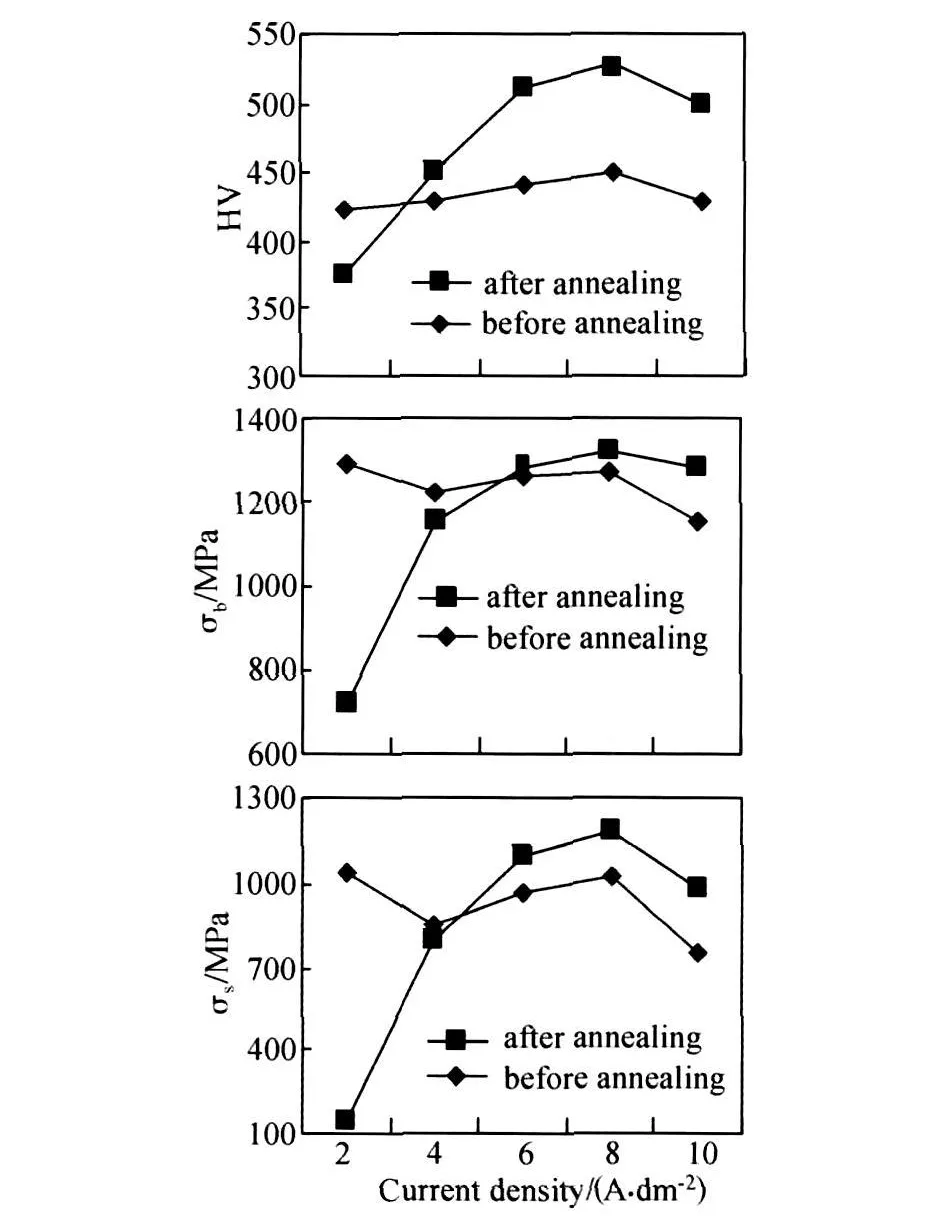
圖5 電流密度對輔助摩擦電鑄層機械性能的影響Fig.5 Effectof current density tomechanical properties of Ni-Mn layerelectroformed with abrasion-assistedmethod
2.3.3.2 陰極轉速對輔助摩擦電鑄Ni-Mn合金的力學性能的影響
圖6為陰極轉速對游離粒子輔助摩擦電鑄層力學性能的影響,所采用的電流密度為4A/dm2。可以看出,在退火處理前,隨著陰極旋轉速率的提高,電鑄層的強度都逐漸提高,其中,顯微硬度由 425HV增至 470HV,抗拉強度由 1100MPa提高到1330MPa,屈服強度從750MPa增至1025MPa。這主要是因為旋轉速率的提高,導致游離粒子對電鑄層的摩擦、擾動作用加強,同時,電鑄層中的錳含量也隨之提高,而這兩方面都能夠起到細晶、強化的作用,所以電鑄層的強度隨著轉速的提高而逐漸增加。在退火處理后,游離粒子對電鑄層的摩擦、擾動作用所引起強度提高的那部分作用將減弱或者消失,而錳元素的固溶強化作用開始發揮作用。從圖中可以看出,錳含量較低的電鑄層,經熱處理后其強度已經低于熱處理前;隨著轉速的提高,錳含量增加,在0. 15m/s時,錳含量達到了 0.4%以上,此后,電鑄層的強度又高于熱處理前。
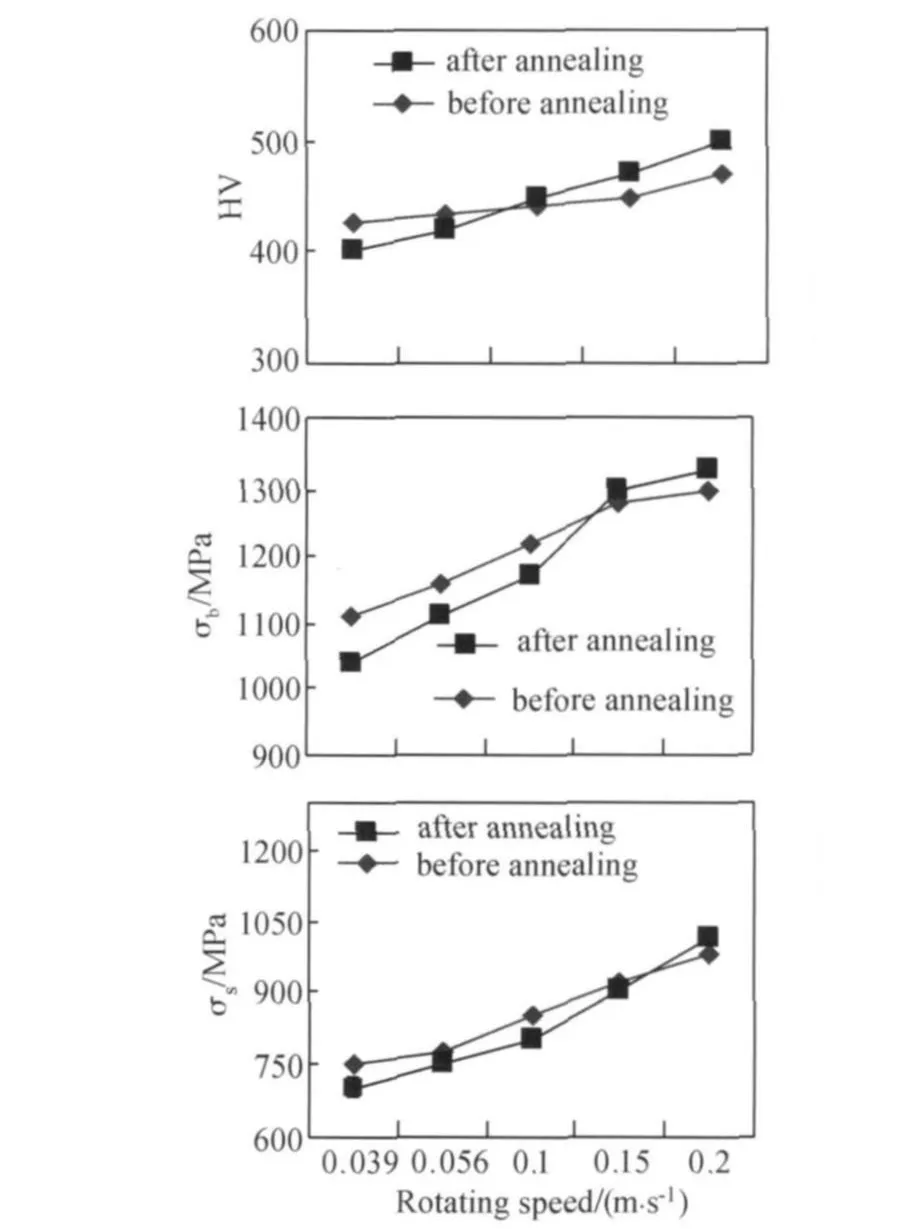
圖6 陰極轉速對輔助摩擦電鑄層機械性能的影響Fig.6 effect of rotating speed tomechanical properties of Ni-Mn layerelectroformed with abrasion-assisted method
通過對電鑄層的力學性能的檢測和分析,結果表明游離粒子輔助摩擦電鑄技術在Ni-Mn合金電鑄方面具有獨特的優點。游離粒子不斷摩擦電鑄層表面,會對沉積層表面進行拋光、整平和擠壓,使電鑄層更加致密、平整;覆蓋在陰極表面的游離粒子不斷運動,可以產生近脈沖的效果,提高了沉積過電位;同時,游離粒子的摩擦作用,增加了活化點,提高了形核機率,這兩方面都能夠起到細化晶粒的作用。根據細晶強化理論,電鑄層的強度值和晶粒尺寸 d通常服從Hall-Petch關系,即材料的強度與晶粒尺寸d成幾何倍數的反比關系,在一定范圍內,電鑄層的晶粒越小,其強度越高。通過提高陰極旋轉速率和增加電鑄層中錳含量可以得到強度更高的電鑄層。但是,電鑄層中的錳含量不能過低,否則,經退火處理后,少量的錳元素不能抑制晶粒長大,導致強度下降。
2.4 工藝參數對輔助摩擦Ni-Mn合金電鑄層塑性的影響
圖7為部分試樣拉伸后的照片,可以看出,在較低陰極旋轉速率時,游離粒子輔助摩擦電鑄得到的電鑄層拉伸斷口處有明顯的頸縮現象,說明其塑性較好,如圖7 a所示;當陰極旋轉速率較高時,其斷口頸縮現象不明顯,說明其塑性較差[10],如圖 7 b所示。
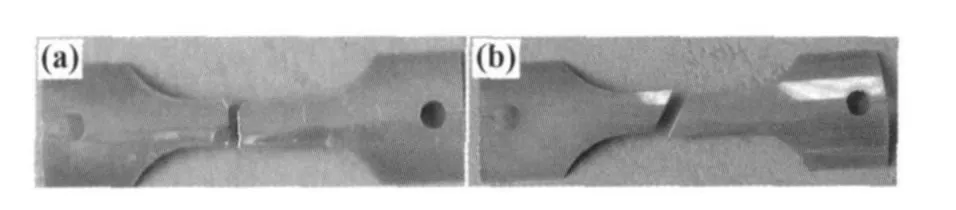
圖7 試樣拉伸后的照片Fig.7 photos of samp les after tensile failure (a)0.039m/s;(b)0.2m/s
圖8分別是在2 A/dm2和8 A/dm2條件下制備的Ni-Mn合金電鑄層,在熱處理前的端口形貌。可以看出,在電流密度為2A/dm2時得到的電鑄層,斷口上存在明顯的“韌窩”花樣,韌窩大小不均勻,從300nm左右到4μm;當電流密度增大到8 A/dm2時,韌窩變小,大小在 3μm以下,同時,還出現許多尺寸在5μm左右的微小平臺。
當電流密度(4A/dm2)不變,隨著陰極旋轉速率的提高,電鑄層斷口形貌如圖 9所示。在不同轉速下所得到的電鑄層的端口形貌都出現了韌窩花樣,且隨著轉速的提高,韌窩尺寸呈下降趨勢。斷面上存在的韌窩花樣,是韌性斷裂斷口的重要微觀特征,韌窩的大小又代表著塑性的好壞,這與電鑄層的晶粒大小有關,因為晶粒度是影響韌窩大小的一個因素[10]。隨著沉積電流密度的增大和陰極旋轉速率的提高,電鑄層中錳含量增大,游離粒子的輔助摩擦作用加強,電鑄層的強度增加,但其塑性均降低;當對電鑄層塑性要求較高時,可以減小陰極的旋轉速率來滿足塑性方面的要求。
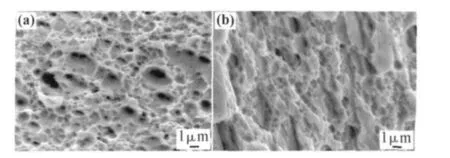
圖8 在不同電流密度時退火前電鑄層的斷口形貌Fig.8 fracturemorphology of layers electroformed at different current density before annealing (a)2A/dm2;(b)8A/dm2
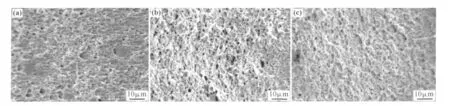
圖9 不同陰極旋轉速率對退火前電鑄層的斷口形貌照片Fig.9 Fracture morphology of layers electroformed atdifferent rotating speed before annealing (a)0.039m/s;(b)0.1m/s;(c)0.2m/s
3 結論
通過游離粒子輔助摩擦電鑄技術進行了Ni-Mn合金電鑄試驗,對Ni-Mn合金電鑄層退火前后的力學性能進行了研究,結果表明:利用游離粒子輔助摩擦電鑄技術所得到的Ni-Mn合金電鑄層,其晶粒尺寸在200nm以內,且要明顯小于傳統電鑄。
陰極旋轉速率和電流密度共同影響著電鑄層的力學性能。退火處理前,隨著陰極旋轉速率的提高,電鑄層中錳含量不斷增加,Ni-Mn合金電鑄層的顯微硬度和拉伸強度都隨之提高;隨著電流密度的增加,電鑄層中的錳含量不斷增加,電鑄層的力學性能也發生了明顯的變化。退火處理后,當錳含量高于0.2%時,電鑄層在晶間形成了分散的硫化錳相,硫化錳相的出現能夠阻止晶粒在高溫下長大,避免了電鑄層在退火處理后強度的明顯下降,提高了電鑄層的熱穩定性。
[1]楊建明,朱荻,曲寧松,等.納米晶鎳錳合金的脈沖電鑄研究[J].中國機械工程,2003,14(22):1974-1977.
[2]YANG N Y C,HEADLEY T J,KELLY J J,et al.Metallurgy ofhigh strength Ni-Mn m icrosystems fabricated[J]. Scripta Materialia,2004,51:761-766.
[3]喻輝,戴品強.脈沖電沉積納米晶體鎳鍍層熱穩定性的研究[J].金屬熱處理,2005,30(6):16-18.
[4]MEHTA SC,SMITH DA,ERB U.Study ofgrain growth in electrodeposited nanocrystalline nickel-1.2w t.%phosphorus alloy[J].Materials Science and Engineering(A), 1995,204:227-232.
[5]喬斌,楊建明.退火對電沉積納米晶Ni-Mn合金性能的影響[J].材料工程,2006(12):58-60
[6]TALIN A A,MARQUIS E A,GOODS SH.Thermal stability of Ni-Mn electrodeposits[J].Acta Materialia,2006, (54):1935-1947.
[7]STEPHENSON W B.Development and Utilization of a High Strength Alloy for Electroforming[J].Plating,1966, 53(2):183-192
[8]WEARMOUTH W R,BELT K C.Electroform ing With Heat-Resistant,Sulfur-Hardened Nickel[J].Plating and Surface Finishing,1979,66(10):53-57
[9]ZHU D,ZHU ZW,QU N S.Abrasive polishing assisted nickel electroforming process[J].CIRP Annals-Manu facturing Technology,2006,55(1):193-196.
[10]桂立豐,唐汝鈞.機械工程材料測試手冊(物理金相卷)[M].遼寧:遼寧科學技術出版社,1999.
[11]MALONE G A,WINKELMAN D M.High Performance Alloy Electroforming[R].NASA-N 89-16041,1989.
