板厚對14MnNbq鋼焊接件疲勞裂紋擴展速率的影響
2011-03-06 03:20:36李建兵
中國艦船研究 2011年3期
謝 凡 黃 晶 張 濤 李建兵
1華中科技大學船舶與海洋工程學院,湖北武漢 430074
2華中科技大學土木工程與力學學院,湖北武漢 430074
板厚對14MnNbq鋼焊接件疲勞裂紋擴展速率的影響
謝 凡1黃 晶1張 濤1李建兵2
1華中科技大學船舶與海洋工程學院,湖北武漢 430074
2華中科技大學土木工程與力學學院,湖北武漢 430074
為研究厚板的原始焊接板厚及取樣位置對疲勞裂紋擴展速率的影響規律,完成了14MnNbq鋼5種原始焊接板厚(40 mm、50 mm、60 mm、80 mm和100 mm),共計30個疲勞試件的裂紋擴展試驗。運用數理統計方法回歸處理試驗數據,得到了在給定置信水平下的5組da/dN-ΔK曲線以及Paris公式的擬合值參量,同時還得到了100 mm厚板不同取樣部位的da/dN-ΔK曲線。結果表明:隨著原始焊接板厚的增加,疲勞裂紋擴展速率也在加大;受取樣位置的影響,表面試件比中部試件的疲勞裂紋擴展速率快。
疲勞裂紋擴展;原始焊接板厚;Paris公式;14MnNbq鋼
1 引言
如今,隨著焊接結構在工程中的廣泛應用,一些災難性的事故時有發生。據統計,焊接構件中有90%左右是由于焊接接頭處的疲勞引起破壞的[1]。在船舶行業中,各種大型船舶的甲板均為厚鋼板,大型軍艦的甲板厚度一般在50 mm以上。因此,研究焊接結構處的疲勞裂紋擴展規律,從而估算和延長焊接結構的使用壽命,保證焊接結構在交變載荷作用下的安全運行具有實際的工程意義。在疲勞分析中,需要利用各種試驗以獲得疲勞性能數據。由于試驗中會受到很多方面隨機因素的影響試驗數據常常具有很大的分散性。因此,需要用統計分析的方法處理這些數據才能對材料或構件的疲勞性能有比較清楚的了解。對于工程問題,主要是要求2個隨機變量間的相關系數,要大于由給定置信水平和樣本容量共同決定的相關系數基礎值,從而保證試驗數據的有效性。
目前,國內外對于疲勞裂紋擴展規律的研究很多,主要是在應用Paris公式的基礎上[2],尋求疲勞裂紋擴展速率da/dN與焊接接頭位置(母材、焊縫、熱影響區)之間的關系[3-4],以及探討試驗溫度、介質腐蝕等環境因素對疲勞裂紋擴展速率的影響[5-6]。此外,李廣鐸,Boyce,Kalnaus 等學者們還對應力比、焊接殘余應力、強度匹配和焊縫尺寸等因素同疲勞裂紋擴展速率及門檻值ΔKth之間的關系進行了較為深入的研究[7-13]。板厚對疲勞裂紋擴展速率和疲勞強度也有重要影響,國內外對此已有多年的研究[14-15],但對厚板(d≥40 mm)疲勞強度的研究則相對較少。
2 試驗研究方法
2.1 疲勞試件與試驗設備
試驗采用的材料為14MnNbq鋼,材料的化學成分和力學性能如表1和表2所示,原始焊接板厚度分別為 40 mm、50 mm、60 mm、80 mm 和100 mm。采用對焊接頭,用CO2氣體保護焊進行焊接,電流 220 A-240 A,電壓 24 V-26 V,焊速240~260 mm /min。

表1 材料的化學成分(%)Tab.1 Chemical composition of 14MnNbq steel(%)

表2 材料的力學性能Tab.2 Mechanical properties of 14MnNbq steel
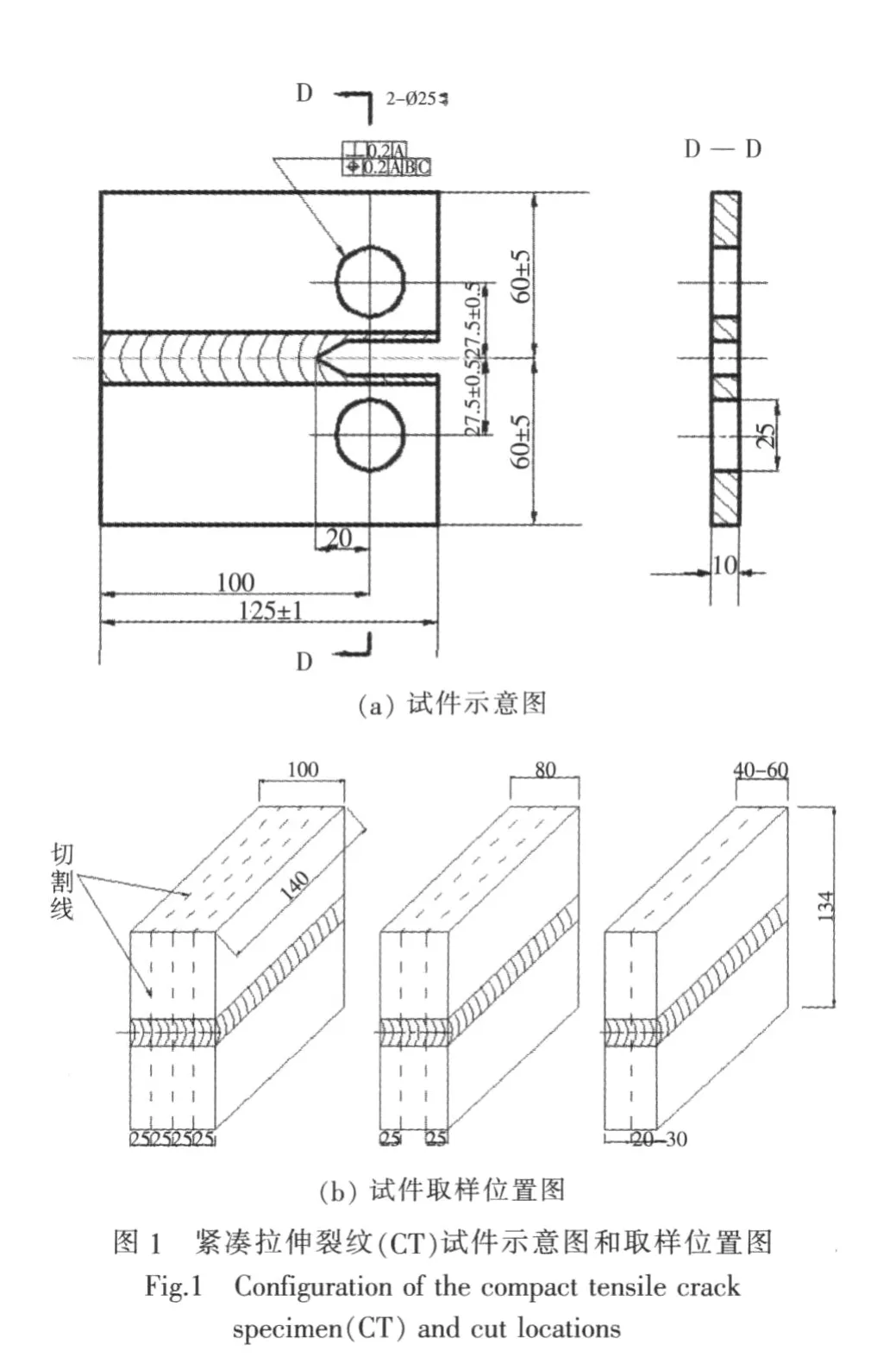
由于試驗中的原始焊接板厚均超過40 mm,在進行厚板的疲勞試驗時,經常會出現前后表面裂紋擴展不一致的情形,嚴重影響了試驗結果的可靠性。另外,受試驗儀器的限制,無法對全厚度試件進行疲勞試驗。因此,本文對焊接后的厚板分層取樣,進而研究板厚對疲勞裂紋擴展速率的影響。至于取樣位置的差異對疲勞強度的影響,本文在3.4節進行了專門討論。從原始焊接板取樣后,試件全部被加工制作成標準CT(緊湊拉伸)試件,每種厚度均加工制作了5件標準CT試件,共計5組25件CT試件,且所有疲勞試件均具有統一的尺寸 (125×100×10 mm),CT試件的試樣示意圖和取樣位置圖如圖1所示。疲勞試驗機為200KN高頻試驗機,讀數測量采用的儀器是移動式讀數顯微鏡。
2.2 測試方法
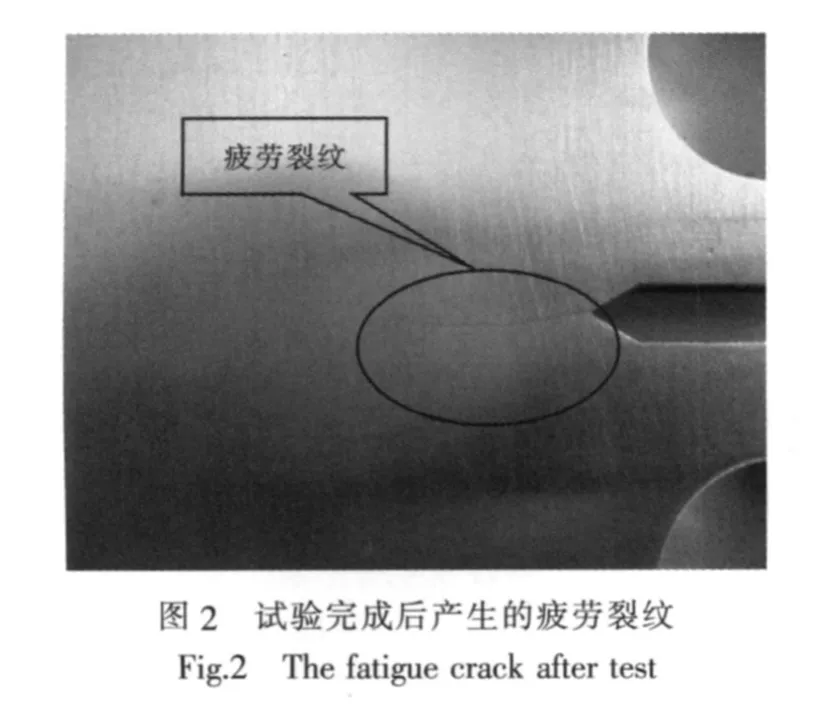
每次試驗前,沿垂直于裂紋擴展的方向把試件用粗砂紙和細砂紙單面打磨,并對試件切口進行清理,試樣清理后按規范要求測量試樣的寬度W和厚度B并做好記錄。試驗方法和程序按照《焊接接頭疲勞裂紋擴展速率試驗方法》(GB 9447—88)中的規定執行。試驗完成后,產生的疲勞裂紋如圖2所示。
由圖2可以發現,疲勞裂紋雖基本沿平行于加工切口方向的直線擴展,但也會出現局部的微彎,這可能與焊縫處的材質不均勻有關。試驗開始時,先預制疲勞裂紋2~3 mm長,待疲勞裂紋擴展穩定后,開始記錄相關讀數。隨著試驗的進行,疲勞裂紋的擴展速率越來越快,至試驗機出現失穩振動則停止試驗,試驗結束。
3 試驗數據處理及結果
3.1 置信水平與相關系數
疲勞統計分析的任務是要估計給定破壞 (或存活)概率下的壽命,或某給定壽命所對應的破壞(或存活)概率,是建立在可以由子樣參數估計母體參數的基礎上的。
事實上,這樣估計的對數壽命N,可能比母體對數壽命的真值小,也可能比母體真值大。顯然,若估計量大于真值,則意味著對壽命作出了偏于危險的估計。因此,需要研究估計量是否小于真值。如果由估計的破壞概率為p的對數壽命小于真值的概率為γ,則稱γ為這一估計的置信度(或置信水平)。置信水平通常取為90%或95%[16]。

式中,ra為相關系數的起碼值。ra不僅與樣本容量的大小有關,還與置信水平有關,ra具體對應的數值可以通過查表得到。
3.2 數據處理與計算
疲勞試驗總共做了25件,其中有效試件22件。失效試件中的40 mm-5#試件在產生約3 mm的預裂裂紋后,裂紋幾乎不再擴展,即使在載荷加到最大級后,裂紋仍不擴展,這種現象對于工程問題具有實際意義,有待進行進一步的深入研究。由試驗中得到的ai,Ni數據點,用7點遞增多項式法計算擬合裂紋長度a以及疲勞裂紋擴展速率da/dN,并按規定計算應力強度因子副ΔK。通常,疲勞裂紋擴展速率由Paris公式描述[2],即:

在雙對數坐標下,則可以用線性關系式表示Paris公式:

將每個試件的da/dN,ΔK數據點依據最小二乘法的原理用Paris公式作線性擬合后,得到擬合參量C,m,并計算22個有效試件的相關系數以及標準差,在95%置信水平的前提下,相關系數均滿足數據有效性檢驗的要求。考慮到單個試件的不確定性,本文將同組試件的所有數據放在一起進行擬合,從而得到了5組試件的擬合參量C,m以及相關系數,也都滿足數據有效性檢驗的要求。
3.3 試驗結果
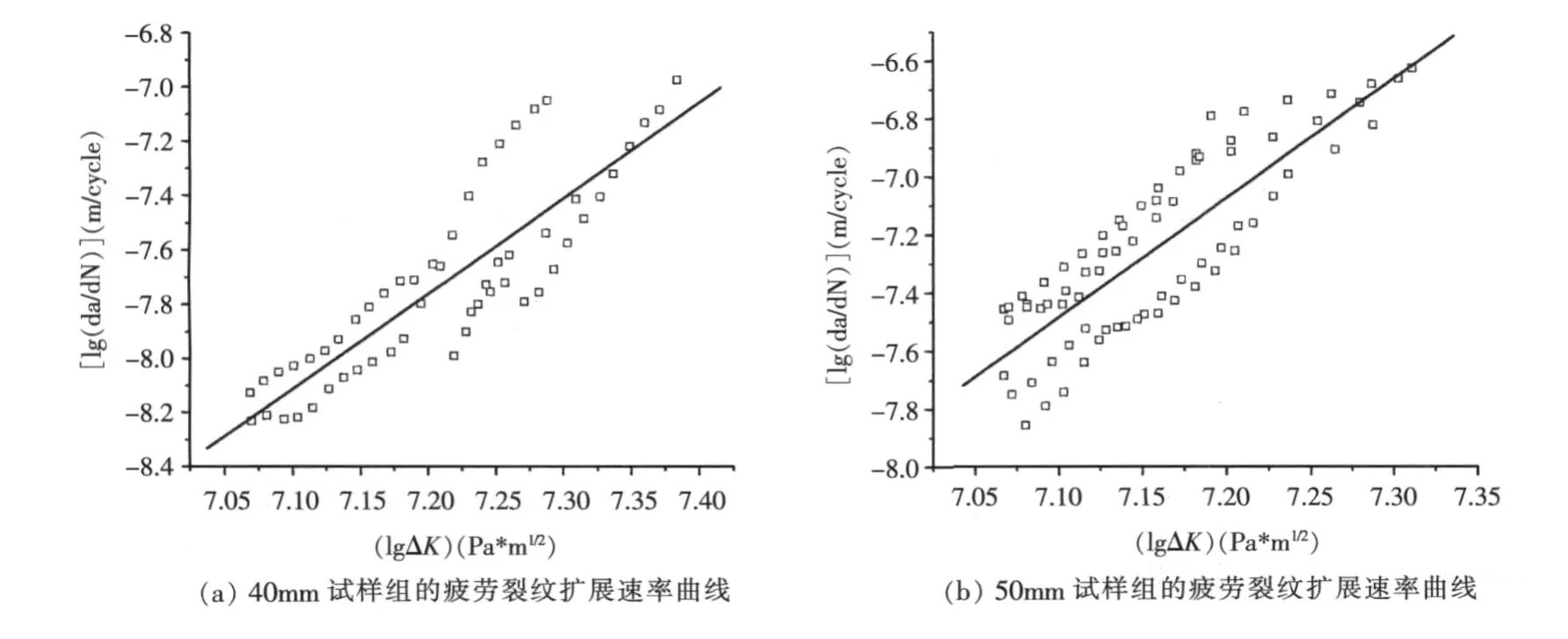
采用3.2節的方法對各組試驗數據處理后,得到了5種原始焊接板厚在95%置信水平下的da/dN-ΔK曲線,在雙對數坐標下,如圖3所示。為了便于直觀比較疲勞裂紋擴展速率隨板厚變化的規律,本文將5組試件的da/dN-ΔK曲線合成于一張圖中,如圖 3(f)所示。
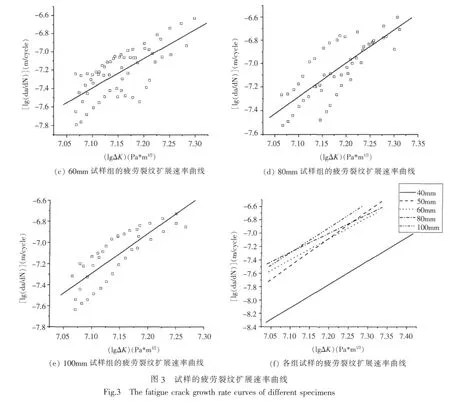
各組試樣經擬合得到的疲勞裂紋擴展速率公式,以及ΔK的范圍如表3所示:
由圖3(f)中的5組疲勞裂紋擴展速率曲線可以看出,隨著原始焊接板厚的增加,在ΔK的大部分范圍內,曲線向上移動。也就是說,隨著焊接板厚的增加,疲勞裂紋擴展速率也在加大。由表3可知,圖 3(f)中的 5 組擬合直線,從 ΔK 和 da/dN 的變化范圍,以及擬合直線的斜率范圍,與相關文獻[3-4]中的結果都比較接近。

表3 各組試樣的疲勞裂紋擴展速率公式及ΔK波動范圍Tab.3 The fatigue crack growth rate curves of different specimens
3.4 取樣部位對試驗結果的影響
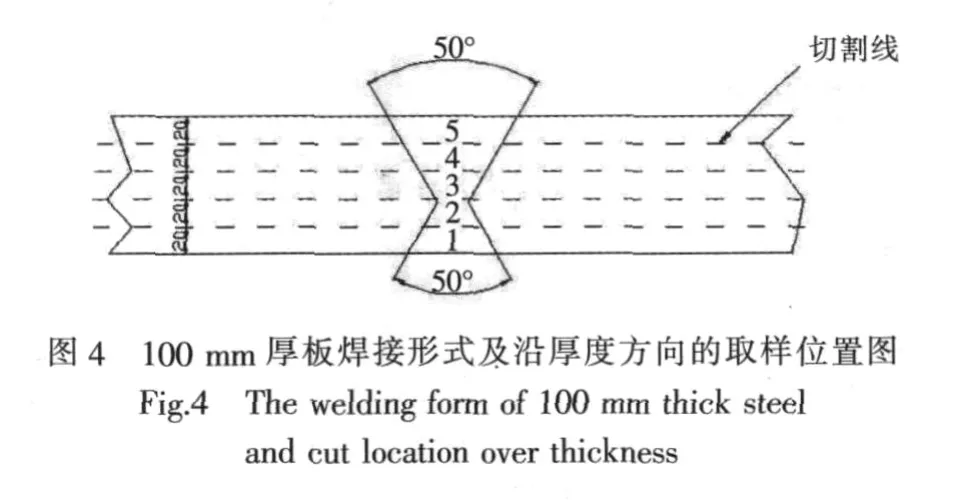
本文受試驗條件的限制沒有做全厚度試件的疲勞試驗,故需要考慮取樣部位對試件疲勞強度的影響。從圖1(b)的取樣位置圖中可以看出,只有厚度為80 mm和100 mm厚的焊接板,存在取樣位置的差異性,而40 mm,50 mm和60 mm的焊接板則不存在這方面的問題,因此本文針對100 mm厚的焊接板專門進行了取樣位置的疲勞對比試驗。100 mm厚的焊接板采用非對稱的2/3雙V型坡口,沿厚度方向制作了5個試件,從小坡口到大坡口分別標為 1,2,3,4,5 號, 具體形式如圖4所示。
對試驗數據采用3.2節的方法處理后,得到沿厚度方向分布的試件的疲勞裂紋擴展速率曲線如圖5所示:
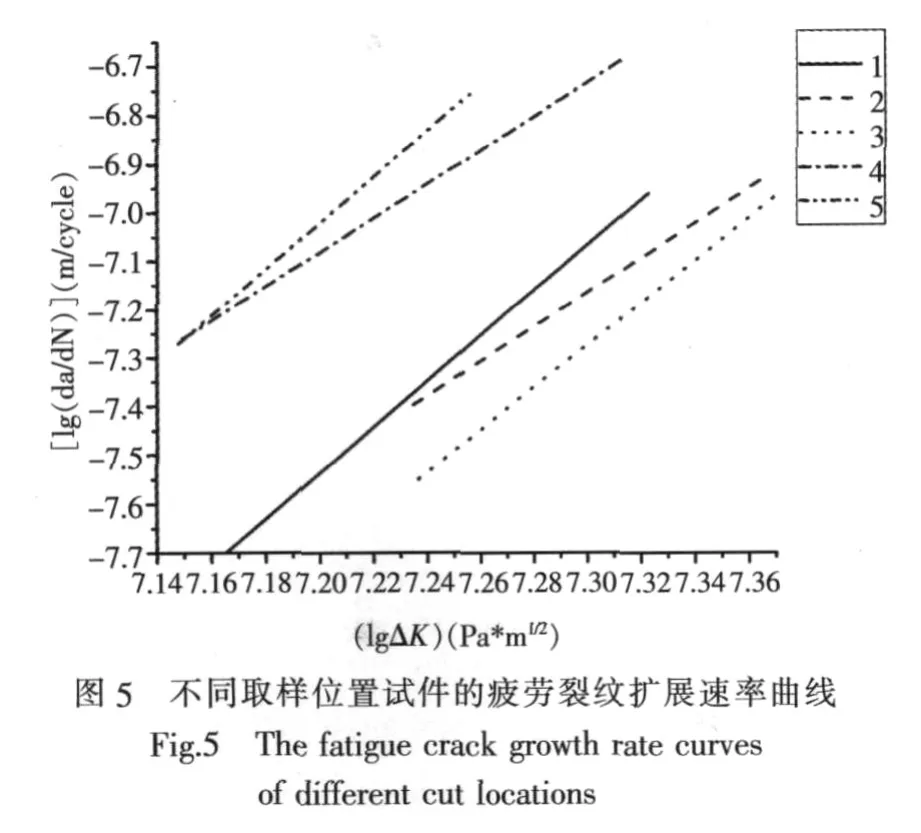
從圖5可以看出,表面試件的裂紋擴展速率均比相鄰的中部試件裂紋擴展速率快,處于中部的2號和3號試件裂紋擴展速率最慢。表面試件同相鄰的中部試件最明顯的差別在于表面試件的焊縫寬度更大。對于中低強度鋼,由于焊接接頭的力學不均勻性(強度不匹配),可以將其等效為軟夾硬的力學模型。此時,硬夾層的寬度,即試件的焊縫寬度對疲勞裂紋的擴展速率影響很大。從圖4可以看出,4號和5號試件的焊縫寬度最寬;1號和3號試件的寬度相差不多,比4號和5號試件的焊縫寬度小;2號試件的焊縫寬度最小,但同1號和3號試件的焊縫寬度在數值上差別不大。根據相關文獻[11-12]的研究結果得知,隨著硬夾層的變窄,疲勞壽命增大;硬夾層越寬,疲勞壽命越短,體現為疲勞裂紋擴展速率越快。該結論能很好地解釋表面試件比相鄰的中部試件的疲勞裂紋擴展速率快,且4號和5號試件的裂紋擴展速率最快的現象。
如果僅受到焊縫尺寸的影響,根據取樣位置示意圖,1號試件的疲勞裂紋擴展速率應當同3號試件相差不多,因為2個試件的焊縫寬度相差不多。但從對比試驗的結果來看,1號試件的疲勞裂紋擴展速率比3號試件快,這可能是1號試件和3號試件微觀組織的差異造成的。對于厚板的焊接,焊接過程中的熱循環效應不容忽視。厚板在點焊定位后,越靠近中部的焊縫金屬,經熱傳導不斷吸收表面焊接時產生的熱量,焊接后冷卻速度相對慢些。而表面試件的焊縫在焊接完成后相當于空冷,冷卻速度快。因此就焊縫金屬的晶粒尺寸來說,表面試件比中部試件小。根據已有研究總結出的規律[17-18]。一般認為,晶粒尺寸變小,會使裂紋萌發的抗力增大,而使裂紋的擴展抗力減小。因此,對于結構的疲勞特性來說,如果裂紋擴展期占據主導地位時,晶粒變小會導致疲勞壽命變短,體現為疲勞裂紋擴展速率變快;如果裂紋的萌發期占主導地位時,晶粒變小不僅會提高結構的強度特性,同時也會使其疲勞壽命變長。而本文研究的重點是疲勞裂紋穩定擴展時的規律,因此在焊縫寬度基本相等的情況下,晶粒更小的1號試件的裂紋擴展速率比3號試件快是合理的。2號試件恰好包含了小坡口和大坡口的分界面,在點焊定位后經歷了2次焊接過程,受外界因素的影響更為復雜。因此只要同1號試件和3號試件的疲勞裂紋擴展速率差異不大,2號試件的結果都是可以接受的。
綜合30個試件的試驗結果發現,5種板厚的數據分散性都比較大。而導致這種現象的原因是多方面的,除了受前面所說的環境因素,應力比,焊接殘余應力,強度匹配,焊縫尺寸以及焊縫金屬晶粒度的影響外,還受到焊接質量的嚴重影響,如焊縫中是否存在焊瘤、夾渣和氣孔等缺陷,尤其是對厚板,焊接質量的控制更加困難,這可能也是導致50 mm以上的厚板焊接后疲勞特性明顯下降的主要原因之一。另外加工過程中在試件表面產生的劃痕以及加工應力也會影響裂紋的萌發和擴展。就單個試件的疲勞試驗來看,個別數據點會出現規律上的反常,這進一步證實了焊縫組織的不均勻性。就單組試件(100 mm)的疲勞試驗來看,由于取樣位置的不同,裂紋擴展速率的分散性也很明顯。
因此,如果原始板厚超出一定的范圍,將來自同一板厚的分層取樣試件的疲勞數據放在一起進行擬合,進而研究板厚對疲勞裂紋擴展速率的影響是有意義的。需要指出的是,分層取樣后的薄試件相對于原始100 mm厚的焊接構件在裂紋尖端的應力狀態會存在差異,可能會對裂紋擴展速率帶來影響,但這種影響究竟有多大,還需進一步的研究。
4 結論
由試驗結果可以看出,各厚度的裂紋擴展速率規律均符合Paris公式,且各厚度的裂紋擴展速率曲線基本平行,說明不同板厚的焊接接頭其疲勞裂紋擴展速率規律大致相當,只是因原始焊接板厚不同,在參數C和m上有所差異。在ΔK的大部分范圍內,隨著原始焊接板厚的增加,疲勞裂紋擴展速率也在加大。
[1]田錫唐.焊接結構[M].北京:機械工業出版社,1982.
[2]倪向貴.疲勞裂紋擴展規律Paris公式的一般修正及運用[J].壓力容器,2006,23(12):8-15.
[3]李國清.14MnNbq焊接件全范圍疲勞裂紋擴展性能研究[J].橋梁建設,2006,172(4):33-37.
[4]李廣鐸,劉忠利.15MnVNq鋼焊接接頭疲勞裂紋擴展規律研究[J].鐵道學報,1993,15(4):115-120.
[5]吳歡,趙永慶.不同溫度下Ti40合金的疲勞裂紋擴展行為[J].稀有金屬材料與工程,2008,37(8):1403-1406.
[6]季明國,周昌玉.大型儲罐用12MnNiVR鋼板焊接接頭的腐蝕疲勞裂紋擴展試驗研究 [J].壓力容器,2008,25(4):1-4.
[7]邱海,李廣鐸.應力比R對09CuPCrNi鋼焊接接頭疲勞裂紋擴展門檻值的影響[J].焊接學報,1993,14(3):24-28.
[8]瞿偉廉,何杰.對接焊縫殘余應力對疲勞裂紋擴展的影響[J].武漢理工大學學報,2009,31(2):116-119.
[9]BOYCE B L,RITCHIE R O.Effect of load ratio and maximum stress intensity on the fatigue threshold in Ti-6Al-4V [J].Engineering Fracture Mechanics,2001,68:129-147.
[10]KALNAUS S,FAN F.An experimental investigation of fatigue crack growth of stainless steel 304L [J].International Journal of Fatigue,2009,31:840-849.
[11]李曉延.力學不均勻性對焊接接頭疲勞裂紋擴展影響的研究[J].航空動力學報,1996,11(4):417-419.
[12]余圣甫,王杰.力學性能非對稱焊接接頭疲勞裂紋擴展規律[J].華中理工大學學報,1997,25(10):17-20.
[13]王立君,張彥華.焊縫形狀參數的統計波動對焊趾疲勞裂紋 LEFM 有效限的影響[J].實驗力學,1997,12(2):174-178.
[14]張詩捷,朱亦鋼.試件厚度對鋁合金疲勞裂紋擴展的影響[J].航空學報,1994,15(6):757-760.
[15]薛以年,徐紀林.板厚對焊接接頭在空氣中和海水中疲勞性能的影響[J].海洋工程,1989,7(2):23-29.
[16]陳傳堯.疲勞與斷裂[M].武漢:華中科技大學出版社,2001.
[17]陳超.晶粒大小對鋁合金抗裂性的影響 [J].國外金屬熱處理,1995,16(6):34-37.
[18]鄭仲瑜,劉迨.晶粒尺寸對65Mn鋼疲勞裂紋擴展的影響[J].金屬熱處理學報,1993,14(2):28-31.
Thickness Influence on the Fatigue Crack Growth Rate of 14MnNbq Steel Welding Assembly
Xie Fan1 Huang Jing1 Zhang Tao1 Li Jian-bin2
1 School of Naval Architecture and Ocean Engineering, Huazhong University of Science and Technology,Wuhan 430074,China
2 School of Civil Engineering and Mechanics, Huazhong University of Science and Technology,Wuhan 430074,China
To study the effect of thick plate's original welding thickness and specimen location on the fatigue crack growth rate,the fatigue crack growth tests for 30 fatigue testing specimens made from 14MnNbq steel with five variables of original welding thickness (i.e.40mm, 50mm, 60mm, 80mm and 100mm) were conducted.Mathematical Statistics was used to deal with the test data, by this means the da/dN-ΔK curves and the parameters for Paris formula were obtained under a given confidence.The results show that, the fatigue crack growth rate increases along with addition of original welding thickness.Besides,considering the effect of the location of specimen,the fatigue crack growth rates of external specimens are faster than those of internal.
fatigue crack growth; original welding thickness; Paris formula; 14MnNbq steel
U661.7
A
1673-3185(2011)03-83-05
10.3969/j.issn.1673-3185.2011.03.018
2010-04-28
國家自然科學基金項目(10702022)
謝 凡(1985-),男,碩士研究生。研究方向:船舶與海洋結構物設計制造。E-mail:xiefanhua85@163.com
張 濤(1976-),男,副教授。研究方向:船舶與海洋結構物設計制造。E-mail:zhangt7666@hust.edu.cn
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
