薄壁殼體件裝夾變形機理有限元分析與控制
2011-02-22 07:30:48王軍耿世民張遼遠呂玉山
兵工學報 2011年8期
王軍,耿世民,張遼遠,呂玉山
(1.沈陽理工大學 機械工程學院,遼寧 沈陽110159;2.沈陽建筑大學 交通與機械工程學院,遼寧 沈陽110168)
0 引言
薄壁殼體件作為典型的薄壁零件,因其特有的高強度、重量輕等特點,越來越多的應用到軍用產品中,但其結構復雜,相對剛度較低,加工時對平面度的要求較高,在加工過程中常因受到切削力、夾緊力以及殘余應力、切削熱等多種因素的影響產生加工變形,甚至報廢[1]。
目前對于薄壁件研究較多,西北工業大學和南昌航空工業學院對框類薄壁件的裝夾機理進行了分析,建立了裝夾方案的數學模型[2],吳玉光等提出了基于實例模型的工件夾緊點自動確定方法和夾具信息表示方法[3],浙江大學對框類薄壁零件的裝夾優化進行了大量研究,得出改變裝夾位置等控制加工變形的有益理論[4]。國外的許多專家與技術人員對薄壁零件變形問題也進行了大量研究。Ratchev 等建立了刀具/工件變形耦合效應的柔性預測方法[5],Deng 等研究了滿足動態裝夾穩定性的最小夾緊力確定方法,建立了動態裝夾模型[6],Kaya等采用遺傳算法對裝夾布局進行了優化[7],Wang等對筒類薄壁件裝夾變形進行研究,提出了一種參數化有限元仿真系統[8]。但針對薄壁殼體件的研究較少,并多以集中載荷作為夾緊力來研究。
薄壁殼體件在加工過程中控制其變形的措施較多,如改變毛坯的熱處理狀態、控制局部進給量、修正刀具路徑以及改善裝夾方案,其中裝夾方案的優選是很重要的一項。
本文利用有限元法針對一薄壁殼體零件各種裝夾方案的夾緊力位置、夾緊順序及加載方式進行分析,并對各種裝夾方案引起的彈性變形進行比對,最終得到一種較優的裝夾方案。
1 有限元模型的建立
本文采用ANSYS11.0 有限元軟件建立有限元模型,對不同裝夾方案的裝夾效果進行分析。工件材料為7075T651 鋁合金,彈性模量E 與泊松比μ分別為70 GPa 和0.3,整體尺寸為420 mm×132 mm×19 mm,殼面壁厚2 mm,中腔處有鏤空圓,采用3個面進行定位,此方法滿足裝夾約束要求[4]。夾緊件的圓柱半徑為4.5 mm,A 面側壁厚為7 mm,B 面側壁厚為17 mm,夾緊點的力分布情況:C1~C6為200 N,C7~C8為300 N.整體有限元模型如圖1所示,其中對平面度要求的面為整個殼體表面S,所用單元為Solid45 的實體單元。
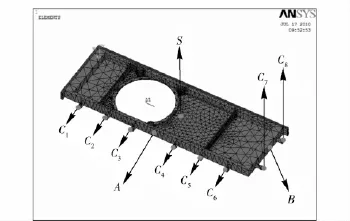
圖1 裝配圖的有限元模型Fig.1 Finite element model of assembly
2 集中載荷作用分析
分析裝夾的位置、裝夾順序及加載方式對夾緊變形的影響,裝夾位置的分析是通過改變夾緊點C1~C8的位置分布,不同的夾緊位置進行組合產生不同效果的裝夾方案,裝夾順序的分析是通過改變夾緊位置C1~C6和C7、C8上夾緊力作用的先后順序來實現的,加載方式是以一步加載或多步加載實現的。
2.1 裝夾位置的分析與控制
裝夾位置的模擬采用6 種方案,記為:A1~A6,6 種方案中改變C1~C8的位置。前提是C1~C3、C4~C6各為一組,組內間距均為60 mm,C1~C8的夾緊力是同時一步加載的。圖2是夾緊位置坐標圖,另外假定在采用這6 種方案加工的過程中,由銑削力引起的變形在精度要求范圍內。方案中夾緊位置的坐標見表1,由有限元分析軟件得到各種方案的變形效果如圖3,表2是各種方案引起的彈性位移的比較。

圖2 夾緊位置坐標圖Fig.2 The picture of coordinates of clamps
由表2可以得出,在6 種方案中,最優的是方案A2,最差的是方案A6,方案A2的C3、C4間距最大為120 mm,C7、C8的間距也是最大為92 mm,而方案A6的C3、C4間距最小為95 mm,C7、C8的間距也是最小為30 mm,說明增大裝夾位置間距可以有效控制裝夾變形。
2.2 裝夾順序的分析與控制
方案A2的前提是各夾緊位置的夾緊力同時施加,而夾緊力的施加順序對工件的裝夾變形也是有影響的,需要對夾緊力施加順序做進一步分析。確立方案B1、B2,其中B1是先在剛性較小的面上C1~C6位置施加200 N 的夾緊力,再在剛性較大的面上C7、C8位置施加300 N 的夾緊力,B2是先在剛性較大的面上C7、C8位置施加300 N 的夾緊力,再在剛性較小的面上C1~C6位置施加200 N 的夾緊力。通過有限元軟件模擬分析得到的變形效果如圖4所示,表3對各種方案引起的彈性位移進行了比較,由表3可以得出,在方案B1、B2中,較優的方案為B2,也就是在裝夾過程中,先在剛性較大的面上施加夾緊力,可以有效控制因裝夾引起的變形。

圖3 各種方案變形圖Fig.3 The result pictures of all plans

表1 夾緊位置的坐標Tab.1 Coordinates of clamps mm

表2 各種方案引起的工件彈性位移量比較Tab.2 Comparison of displacement results from all schemes mm

表3 各種方案引起的工件彈性位移量比較Tab.3 Comparison of displacement results from all schemes mm

圖4 裝夾順序對變形影響圖Fig.4 The result pictures of clamping sequences
2.3 加載方式的分析與控制
通過對加載方式的改變,分析不同加載方式對工件彈性變形的影響,方案B2的前提是各夾緊位置的夾緊力是一步施加的,在方案A2的基礎上,改變其加載方式得到方案D1~D5如表4,方案D1~D5為C1~C8夾緊位置的夾緊力分為二步施加,表5是對各種方案引起的彈性位移進行了比較,由表5可以得出,在方案D1~D5中,較優的方案為D2和D4,且D2和D4的作用效果相同,較差的方案為D1和D3,與一步加載的較優方案B2比對,還是方案D2、D4較優,也就是說明在裝夾過程中,夾緊力先作用在剛性好的面上再進行分步施加的方案較優,同時也驗證了方案B2.

表4 改變加載方式形成的方案Tab.4 The schemes of changing clamping way
經過以上3 個方面的模擬與分析,可知D2和D4是最佳方案。

表5 各種方案引起的工件彈性位移量比較Tab.5 Comparison of displacement results from all schemes mm
3 均布載荷作用分析
在上述分析研究的基礎上在夾緊件與工件之間加一定厚度的墊鐵,使工件表面受到均布載荷的作用,A 面墊鐵長為400 mm,寬為19 mm,B 面墊鐵長為100 mm 寬為19 mm。并按上面方法研究在均布載荷作用下,夾緊順序和加載方式對工件變形產生的影響。夾緊力分布情況:C1~C6為200 N,C7~C8為300 N.則作用在A 面的均布載荷為0.157 9 MPa,B 面的均布載荷為0.315 8 MPa.
3.1 裝夾順序的分析與控制
確立方案E1、E2、E3,其中E1是均布載荷在A、B面同時施加,E2是先在剛性較好的B 面施加,后在A面施加,E3是先在剛性較小的A 面施加,后在B 面施加。通過有限元軟件分析得出,在方案E1、E2、E3中,較優的方案為E2,也就是在加載過程中,先在剛性較大的面上施加均布載荷,可以有效控制因裝夾引起的變形,同時也比集中載荷在相同夾緊順序下的方案B2優很多。
3.2 加載方式的分析與控制
通過對加載方式的改變,分析不同加載方式對工件彈性變形的影響,方案E2的前提是各夾緊位置的均布載荷是一步施加的,改變其加載方式得到方案F,方案F 為A、B 面均布載荷均為二步施加,先在剛性好的B 面施加,再在剛性小的A 面施加。通過有限元軟件模擬分析得到的方案F 最大變形值為0.013 mm,優于方案E2,同時也比集中載荷在相同加載方式下的方案D2、D4優很多。
3.3 兩面均布載荷施加比例對變形影響
作用在A、B 面的均布載荷值施加比例對工件的變形也是有影響的,研究的前提是先在B 面加載,后在A 面加載。通過固定一個面的均布載荷值不變,改變另一個面的值,通過改變夾緊力來改變均布載荷形成方案。方案H1、H2、H3為C1~C6夾緊力為200 N 時C7、C8的夾緊力分別為300 N、150 N、130 N,這樣A、B 面均布載荷的比值分別為小于1,等于1 和大于1。方案G1、G2、G3為C7、C8夾緊力為300 N 時C1~C6的夾緊力分別為200 N、400 N、420 N,這樣A、B 面均布載荷比值分別小于1,等于1 和大于1.通過有限元軟件模擬分析得到各種方案引起的彈性變形如表6,由表6可以得出方案H1、H2、H3的變形一樣,得出在A 面均布載荷不變時,改變B 面的均布載荷對變形無明顯影響。而G3的變形大于G2,G2的變形大于G1,說明在B 面均載不變時,工件變形隨A 面的均布載荷的增大而增大。

表6 各種方案引起的工件彈性位移量比較Tab.6 Comparison of displacement results from all schemes mm
3.4 優化墊鐵的厚度
工件表面受到的均布載荷是通過在夾緊件與工件之間加墊鐵實現的,而合理選用墊鐵的厚度成為關鍵,當作用在C1~C8上的集中載荷位置如表7時,進行墊鐵厚度的優化,通過有限元軟件對不同厚度墊鐵進行模擬分析,并從中選優得出A、B 面墊鐵厚度為38 mm 時可以將作用在墊鐵上的集中載荷轉化為作用在工件表面的均布載荷,此厚度為合理厚度。
墊鐵厚度選取的影響因素主要有夾緊力和夾緊力間距,通過有限元分析得出墊鐵厚度隨夾緊力的增大而增厚,在夾緊力一定且夾緊力間距為墊鐵長度一半時,選用的墊鐵厚度最薄。
通過對在集中載荷與均布載荷作用下,裝夾順序與加載方式對變形影響的模擬與對比,可知先在剛性較大的面,分步施加均布載荷的方案F 為最佳方案。

表7 各夾緊點位置坐標Tab.7 Coordinates of clamps mm
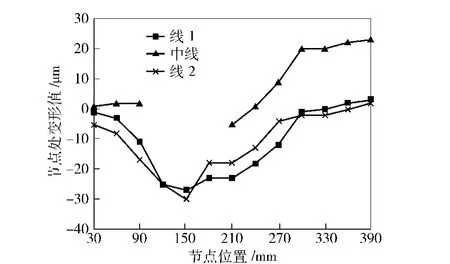
圖5 仿真變形折線圖Fig.5 Simulation deformation line charts
4 仿真結果與實驗驗證
4.1 仿真結果
采用裝夾方案F 后可得到工件各處的位移值,分別取工件殼體面X 向上靠兩邊及中間的3 條線,每隔30 mm 選取線上一節點,通過3 條線上各選取節點處的位移值,繪制出下面的仿真變形折線圖5.
4.2 實驗驗證
實驗加工條件:選用3 齒Φ20 立銑刀,主軸轉速3 500 r/min,粗加工進給速度為1 200 mm/min,精加工進給速度為900 mm/min,銑削深度為17 mm,工件內拐角處用Φ8 的立銑刀清角加工,銑削中采用冷卻液進行冷卻,由于本工件是多腔體的薄壁殼體件,所以銑削時采用小進給量、多腔體奇偶順序、內環分層銑削的工藝方法,目的盡量減小由切削力產生的工件加工變形。精度要求為最大變形在0.05 mm 以內,采用方案F 進行裝夾,同樣按仿真的方法選取3 條線,測量加工后零件在這3 條線上對于節點位置的變形值,繪制出實驗變形折線圖6.

圖6 實驗變形折線圖Fig.6 Experimental deformation line charts
通過與仿真變形折線圖比對,可以看出裝夾變形與加工實驗后的變形趨勢相近,這是由于裝夾是影響工件變形的一個重要因素,工件變形還受切削力等諸多因素的影響,且實驗結果最大變形為0.048 mm,平面度滿足精度要求,證明此裝夾方法可以有效控制工件變形。
5 結論
本文利用有限元法分析了在集中載荷與均布載荷作用下,裝夾位置、裝夾順序及加載方式對薄壁殼體零件產生變形的影響,研究結果表明
1)在集中載荷作用下,增大裝夾位置間距,先在剛性較好的表面夾緊,夾緊力分步施加為較優方案。
2)在相同裝夾位置、裝夾順序、加載方式下,施加均布載荷優于施加集中載荷。
3)針對本文研究的薄壁殼體件,當夾緊力一定且夾緊力間距為墊鐵長度一半時,選用的墊鐵厚度最薄,并能將作用在墊鐵上的集中載荷轉化為工件上的均布載荷。
通過實驗驗證分步施加均布載荷的方法有效控制了薄壁殼體零件的變形,滿足平面度要求,此方法對類似形狀薄壁零件的裝夾具有理論指導價值與工程實踐意義。
References)
[1] 鄭聯語,汪叔淳.薄壁零件數控加工工藝質量改進方法[J].航空學報,2001,22(5):424-428.ZHENG Lian-yu,WANG Shu-chun.Approaches to improve the process quality of thin-walled workpiece in NC machining[J].Acta Aeronautica Et Astronautica Sinica,2001,22(5):424-428.(in Chinese)
[2] 秦國華,吳竹溪,張衛紅.薄壁件的裝夾變形機理分析與控制技術[J].機械工程學報,2007,43(4)211-216.QIN Guo-hua,WU Zhu-xi,ZHANG Wei-hong.Analysis and control technique of fixturing deformation mechanism of thinwalled workpiece[J].Journal of Mechanical Engineering,2007,43(4):211-216.(in Chinese)
[3] 吳玉光,張坤明.孔系組合夾具夾緊方案自動規劃方法[J].計算機集成制造系統,2006,12(1):100-104,153.WU Yu-guang,ZHANG Kun-ming.Automatic clamp planning approach for holes-system modular fixture system[J].Computer Integrated Manufacturing Systems,2006,12(1):100-104,153.(in Chinese)
[4] 董輝躍,柯映林.銑削加工中薄壁件裝夾方案優選的有限元模擬[J].浙江大學學報:工學報,2004,38(1):17-21.DONG Hui-yue,KE Ying-lin.Finite element simulation for optimal clamping scheme of thin-walled workpiece in milling process[J].Journal of Zhejiang University:Engineering Science,2004,38(1):17-21.(in Chinese)
[5] Ratchev S,Liu S,Huang W,et al.An advanced FEA based force induced error compensation strategy in milling[J].International Journal of Machine Tools and Manufacture,2006,46:542-551.
[6] Deng H Y Melkote,Shreyes N.Determination of minimum Clamping forces for dynamically stable fixturing[J].International Journal of Machine Tools and Manufacture,2006,46(7-8):847-857.
[7] Necmettin,Kaya.Machining fixture locating and clamping Position optimization using genetic algorithms[J].Computers In Industry,2006,57(2):112-120.
[8] Wang Y,Xie J,Gindy N.A parametric FEA system for fixturing of thin-walled cylindrical components[J].Journal of Materials Processing Technology,2008,205:338-346.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18