基于LS-DYNA流延薄膜收卷的動態分析
2011-02-19 07:50:50李欣興王栓虎周薛融
制造業自動化 2011年3期
李欣興,王栓虎,周薛融,孫 宇
LI Xin-xing1,WANG Shuan-hu1,ZHOU Xue-rong2,SUN Yu1
(1.南京理工大學 機械工程學院,南京 210094;2.河海大學 土木與交通學院,開封 475000)
0 引言
流延薄膜(cast film)是通過熔體流延驟冷生產的一種無拉伸、非定向的平擠薄膜。其特點是生產速度快,產量高,薄膜透明性、光澤性、厚度均勻性良好,各向性能平衡性優異[1]。隨著我國經濟和消費水平的提高,流延薄膜的生產發展也進一步擴大。我國的流延薄膜生產線機型的開發已從單層到多層,從小寬幅發展到2500mm寬的多功能生產線。
流延薄膜卷的質量要求:膜卷受力均衡、端面整齊、不圓度誤差小等。流延薄膜生產線從流延輥至收卷,薄膜要經過多道工序處理,線上薄膜總長度達三十多米,保證整條線上薄膜的受力均勻,對提高薄膜產品的內在質量和外觀至關重要。收卷時,薄膜受力過大,不利于薄膜的松弛,翻卷困難,膜粘連,薄膜定型后,會出現冷拉現象。而收卷時,薄膜受力過小卷松不成圓,給分切帶來麻煩[2]。因此薄膜的收卷裝置在整條生產線中占有很重要的地位,具有研究和現實運用價值。
1 軟件介紹
LS-DYNA是世界上最著名的通用顯式動力分析程序,能夠模擬真實世界的各種復雜問題[3]。同時LS-DYNA程序是功能齊全的幾何非線性(大位移、大轉動和大應變)、材料非線性(140多種材料動態模型)和接觸非線性(50多種)程序。它以Lagrange算法為主,兼有ALE和Euler算法;以顯式求解為主,兼有隱式求解功能;以結構分析為主;以非線性動力分析為主,兼有靜力分析功能的通用結構分析的非線性有限元程序。
利用LS-DYNA軟件建立實際結構的有限元模型時,只要簡化合理,所得計算結果能較好地反映實際結構的動態特性[4]。故可利用有限元模型對實際結構進行修改、進行優化設計。
2 分析模型的建立
在保證實現實際薄膜收卷生產精度的同時,對流延薄膜收卷過程進行簡化模型,使模型反映收卷薄膜的實際生產裝置的參數特點。
本文通過模擬合作的某流延薄膜生產公司中一條2.5m寬幅CPP薄膜生產線的實際生產,研究收卷時薄膜受力的情況,根據模擬結果,對生產工藝提出定量的指導。
寬幅的CPP流延薄膜在模型的有限元法計算中做了如下的假設:薄膜纖維表現為彈性和橫向截面各項同性,薄膜在受力上滿足平面應力條件[5]。
由于要分析的對象薄膜,厚度只有幾十至幾百微米,選用shell單元。為了使模擬模型接近物理模型,需要定義膜的厚度為shell單元的厚度,與膜接觸的輥受力很小,用solid單元定義輥即可。
膜和輥的接觸,采用剛體和柔體的面與面接觸。在三維的情況下,目標面膜由于復雜且形狀可任意變化,故采用三角面描述,接觸面輥面采用圓柱面。對于載荷的施加,由于要模擬膜受不同拉力的過程,在薄膜的運行方向上,定義一組拉力。拉力的數值,可任意定義,或為恒定值,或是函數式確定的曲線等。
在LS-DYNA軟件中建立的分析模型如圖1所示,分別在薄膜的寬度和流延薄膜生產方向上取四個單元,即A、B、C、D點。設定各輥只能繞自身的軸轉動,對于流延薄膜,其沿著輥面生產,受拉力作用,且作用力逐漸增加。
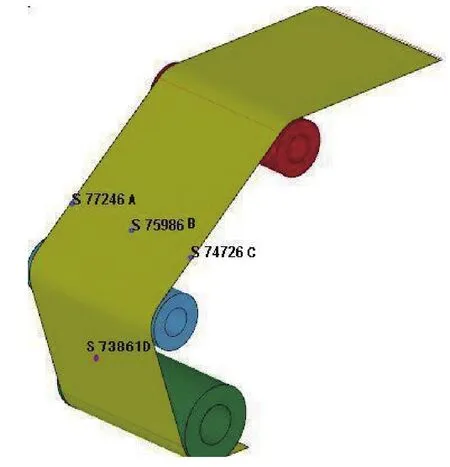
圖1 流延薄膜生產過程的模型
3 模擬結果的分析
3.1 薄膜橫向方向上的分析
在流延薄膜同一橫向截面上,取三個單元,分別位于流延薄膜的兩端和中心,即為圖1所示中的單元A、B、C。
通過圖2看出,單元A、B、C變化規律在給定的恒速度值范圍內波動,總體趨勢呈正弦函數變化,這種變化規律符合經典物理過程中波的傳動原理[6]。由圖2看出,時間點0.1s后的薄膜波動不再呈正弦波動,故知這點之后的薄膜已被破壞。結合速度和力的關系,隨著速度的不規則變化,力呈現的也是非正常的不規則變動,此時薄膜受力拉伸已超過其自身的拉伸率。這也證實了:生產實踐中,企業一直以控制裝置來反饋和控制收卷過程中的速度恒定,從而實現薄膜的收卷平穩是合理的。正是由于薄膜生產中速度和拉力兩者間存在著必然的聯系。
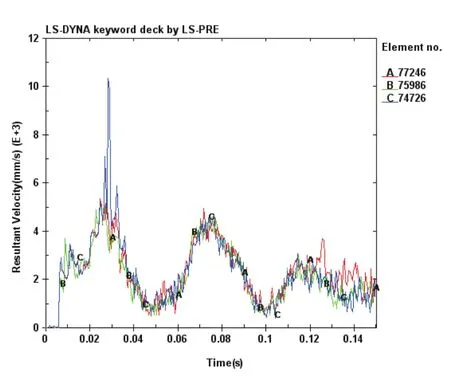
圖2 薄膜同一橫截面上的三點的速度情況
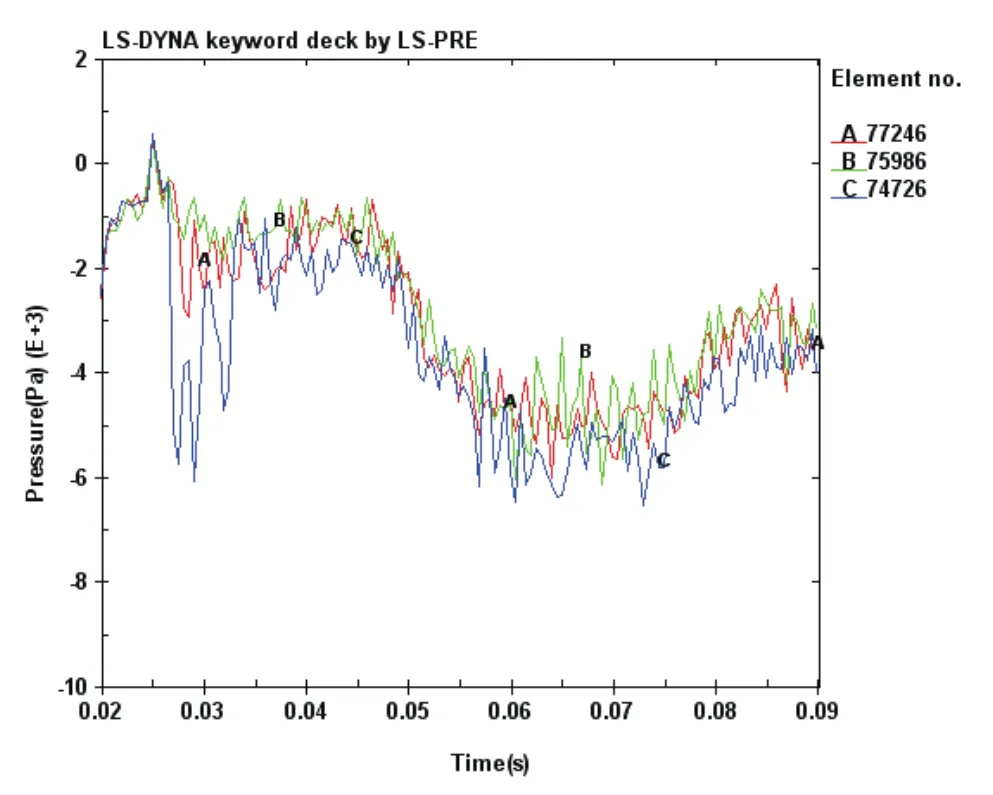
圖3 薄膜同一橫截面上的三點受力情況
在LS-DYNA軟件中,力為負值,是由于薄膜材料受到的力為拉力的緣故。在模擬的過程中,施加在薄膜運行方向上的力越來越大。從圖3中,我們看出,隨著拉力值的增大,三個單元受力的變化趨勢也是逐漸增大的,當達到它的彈性極限時,受力情況開始減小,此時,薄膜材料已經被破壞。薄膜在破壞前的收卷過程中,拉力的變化可在一定范圍內調整,此時收卷的薄膜質量均符合要求。通過在實際工廠的調研,薄膜在收卷過程中,拉力選擇允許在一定值內變化,如果超出這個變化范圍,薄膜可能出現兩端不平整,薄膜質量不合格。
我們研究材料不破壞的狀態,在有效變形的階段中,隨著薄膜所受拉力的數值逐漸增大,無論是在薄膜的中心B或是兩端A、C的單元,變化趨勢大體是一致的。同時中心B單元的變化趨勢最小,兩端A、C單元的變化相對大些。因此可能出現突然受力變化的地方,一般發出在薄膜的兩端處。這正好解釋了實際薄膜生產中,兩端薄膜是最容易出現問題的現象。
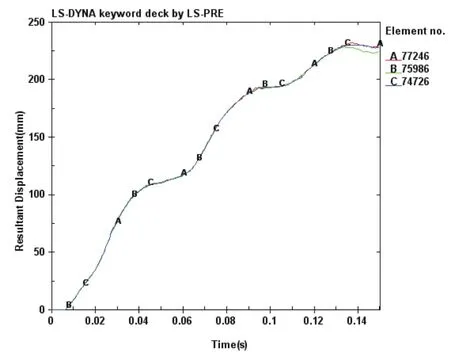
圖4 薄膜同一橫截面上的三點的位移情況
圖4隨著過程中施加的拉力越來越大,薄膜慢慢被拉伸變形,從開始一小段時間的未變形,到三個單元的同時變形,變形量逐漸增大。直到兩端的兩單元A和C與中心單元B變化不再同步,此時,收卷的薄膜必然存在薄膜端面不齊的質量問題。從這張各單元的合位移曲線圖中,我們得到薄膜受力在合理的拉力范圍內,單元A、B、C的位移都是重合的。這樣在生產過程中,就能保證在寬度方向上的薄膜拉伸一致,使薄膜收卷平整。
根據以上分析,要保證收卷薄膜的平整,要求在收卷過程中,施加的拉力使薄膜的變形在材料拉伸變化范圍內,此時各單元的合位移保持重合。這樣拉力的變化可在一定的合理范圍內變動。拉力過大,薄膜收卷容易出現波紋,影響膜卷的平整。拉力過小,開始效果還好,但是會出現薄膜松弛和跑偏的現象。在生產過程中,薄膜對力的反映最先表征在薄膜的兩端處,故兩端處的薄膜收卷平整,是關系整個薄膜收卷質量的關鍵因素。而且在薄膜收卷過程中,收卷速度反映著收卷時薄膜所受的拉力。保證收卷速度的恒定,就能實現收卷拉力的穩定,使薄膜質量得到保障。
3.2 薄膜縱向方向上的分析
在流延薄膜的同一縱向截面上,取兩個單元,分別為未通過輥和通過輥的兩點,如圖1所示的B和D。
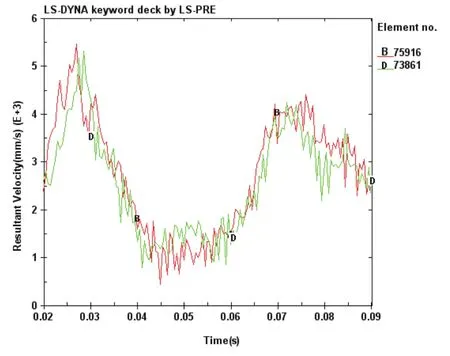
圖5 薄膜同一縱向截面上的兩點的速度情況
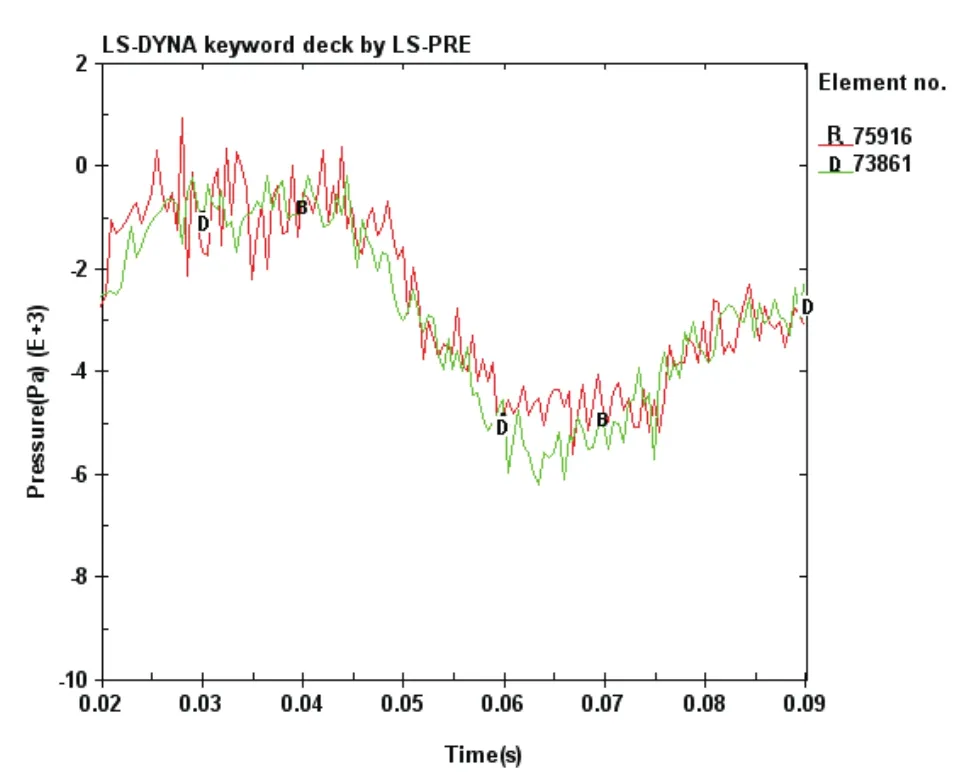
圖6 薄膜同一縱向截面上的兩點受力情況
圖5和圖6中取的B和D兩個單元是在薄膜同一縱向橫截面上的,B單元為通過輥前的單元,D單元為通過輥后的單元。圖5中兩點B和D的速度在恒定值2500mm/s上下波動,波動幅度均勻;圖6中B和D隨著力的逐漸變大,兩個單元變化的趨勢一致,受力分布基本呈同一曲線。這與前一小節在薄膜寬度方向的同一橫截面上三個單元的分析中,力和速度的變化基本一致。
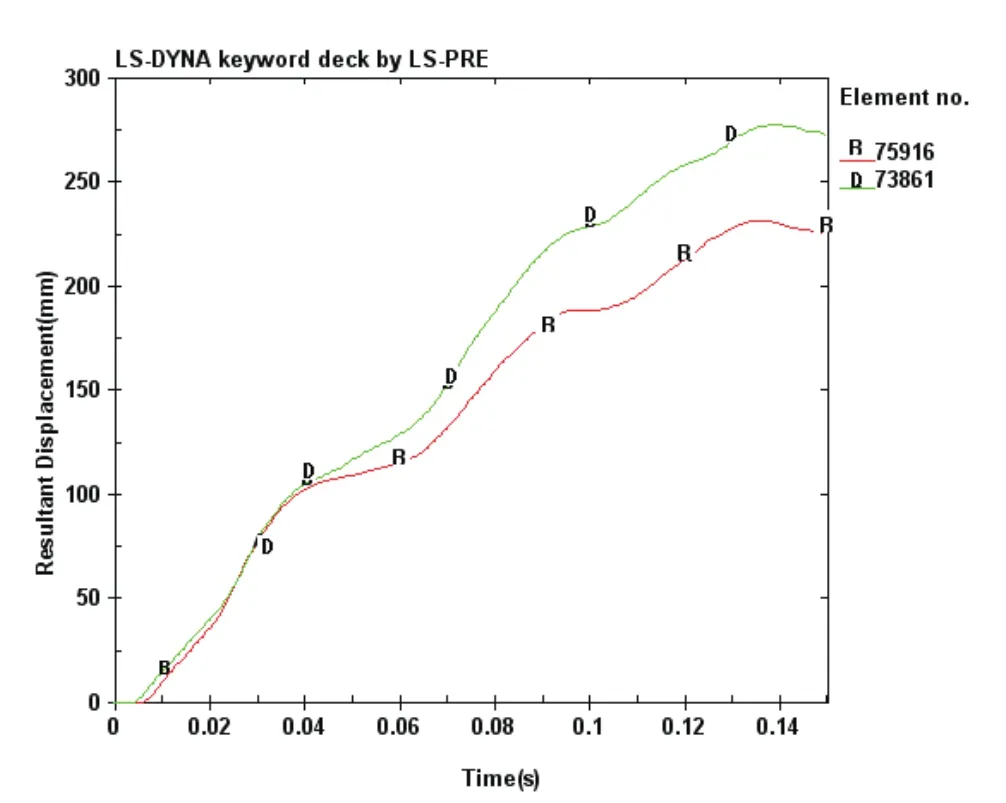
圖7 薄膜同一縱向截面上的兩點的位移情況
圖7中,B單元和D單元的變形差顯而易見。當得知薄膜的拉伸率時,通過圖7可根據B、D曲線縱坐標的差值,確定薄膜在何時開始變形失效。由圖7確定的薄膜開始失效時間,再對應圖6的橫坐標上的材料開始失效時間找到對應縱坐標上薄膜的拉力值。這個數值就是這種薄膜材料允許的最大拉力值,從而確定了收卷過程中薄膜收卷質量合格的拉力取值范圍。在此拉力變化范圍內,橫方向上薄膜的拉伸變化一致,收卷薄膜無兩端不齊的問題;縱方向上薄膜的拉伸變化范圍在材料的拉伸彈性范圍內,生產加工后的薄膜材料沒被拉壞,滿足要求。
4 結論
1)由于流延薄膜的材料特殊性,材料的彈性模量及其變化特征復雜,本文對實際生產中流延薄膜收卷通過建立合理的有限元模型,采用LSDYNA軟件模擬分析過程的應力場、速度場和位移場,較好地反映了實際結構的動態特性。
2)通過對薄膜的數值模擬,得到拉力過大,薄膜收卷容易出現波紋。拉力過小,會出現薄膜松弛的現象。薄膜對力的反映最先表征在薄膜的兩端處,因此,兩端平齊是收卷薄膜的一個質量要求。在薄膜收卷過程中,收卷速度反映著收卷時薄膜所受的拉力。故保證收卷速度的恒定,就能實現收卷拉力的穩定,使薄膜質量得到保障。
3)利用LS-DYNA軟件對過程的模擬分析,能根據各種薄膜的特性,模擬得到收卷時拉力的取值范圍,保證薄膜收卷平整,端面平齊,收卷質量達到要求。這樣在實際生產中,減少實驗調試的次數,節約生產成本,降低產品的生產價格,提高生產效率,為企業帶來可觀的經濟效益。
[1]馮樹銘.聚酯薄膜的質量控制機器性能檢測[J].合成技術及應用,2009,(1):44-48.
[2]張春華.寬幅塑料流延薄膜技術及其裝備[J].廣東塑料,2006,(2):56-58.
[3]李裕春,時黨勇,趙遠.ANSYS11.0/LS-DYNA基礎理論與工程實踐[M].中國水利水電出版社,2008.
[4]白金澤.LS-DYNA3D理論基礎與實例分析[M].科學出版社,2005.
[5]楊喜武.提高BOPA薄膜收卷質量的探討[J].科技創新導報,2007,(36):48.
[6]金棟平,胡海巖.碰撞振動與控制[M].科學出版社,2005.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
