復雜曲面CAM系統設計的研究
2011-02-19 07:48:40蕭仲敏
制造業自動化 2011年2期
蕭仲敏
XIAO Zhong-min
(廣州大學 機械與電氣工程學院,廣州 510006)
0 引言
為便于操作者簡單直觀地使用,復雜曲面CAM系統的用戶界面分為主界面和人機對話窗口。主界面采用標準的窗口形式,對其菜單項目的內容作了修改,刪除無關的選項,增加工件數據輸入、刀具輸入、刀位軌跡計算、圖形仿真、誤差分析等菜單,使用時點擊就可以彈出相應的對話窗口;C++Bui1der環境默認的窗口背景與標準窗口形式一致。軟件主要功能包括工件,刀具數據的輸入、刀位軌跡輸出、圖形仿真及誤差分析、幫助系統及浮動提示等幾大部分。主界面如圖1所示。

圖1 復雜曲面CAM系統工作界面
為方便用戶使用,主界面上除有菜單供使用外,在工具條上還有相應的按鈕,以快速地進入下一級窗口。如圖1所示工具條。
1 工件數據輸入
目前許多機械零件的表面是由自由曲面構成或是由球面、圓錐面、橢球面、螺旋面等可以用簡單數學方程表達的曲面組合而成。因此,復雜曲面CAM[1]中包括以離散點表示的自由曲面的數據輸入和用簡單數學方程表達的曲面的數據輸入能力。為了研究方便,降低程序編制的難度,并提高系統的適用性,在工件數據輸入處理程序中,將所有輸入數據離散后,統一代入以三次參數樣條函數表示的通用工件模型中,這樣無論以何種形式輸入(參數方程、離散點),系統都將使用通用數學模型表達方式。
在系統主界面菜單中選擇工件數據輸入按鈕,則出現兩個下拉子菜單,分別是離散點輸入,參數方程輸入。如圖2所示。

圖2 “工件數據輸入”選擇方式
選取參數方程輸入,有兩種方式,一種是直接點擊菜單項中工件數據輸入,然后從下拉菜單中選擇參數方程輸入項;另一種方式是直接點擊工具條中快速選擇按鈕。采用以上兩種方法點擊“參數方程輸入”按鈕之后,則彈出圖3所示的對話框在復雜曲面CAM系統中,有時則直接給出工件曲面上的離散點,此時則需采用離散點輸入模塊。點擊“離散點輸入”按鈕之后,則彈出圖4所示的對話框。
在“刀位軌跡計算”對話框中,需要選擇環切法或環切法加工方式,如圖5所示。“行切參數”設置區域,用于選擇加工平面與軌跡方向,填寫行間距與步長。“指定加工平面”設置區有四個加工平面單選按鈕供操作者選擇;“指定軌跡方向”設置區則有與所選加工平面對應的兩個單選按鈕,從中選擇軌跡方向;行間距與步長則需操作者直接填寫。
“環切參數”設置區域,用于選擇運動平面、設置初始路徑、設置等間距與步長。

圖3 “數據輸入(參數方程)”對話框

圖4 “數據輸入(離散坐標)”對話框

圖5 “刀位軌跡計算”對話框中的“行切法”對話框
2 刀具輸入
在計算刀位軌跡時,要用到刀具,而刀具是多種多樣的,例如銑刀按模型便可建立很多中模型。所以,為使用方便,將刀具定義成通用刀具,以便用戶在計算刀位軌跡時可快速進行選擇,這是一個急需解決的問題,本文針對此問題,建立了通用刀具數據庫,并制成界面,以便用戶直觀、簡單地操作。
在復雜曲面CAM系統中設置刀具參數輸入模塊,該模塊的功能是向當前系統中設置刀具參數、修改現有刀具參數[2]及按用戶選擇的查詢條件在指定刀具庫中查詢刀具等。
使用系統時,用戶可以直接從系統的刀具庫中選擇要使用的刀具,也可以選用刀具庫中刀具外形,通過設置不同參數來定義刀具。
單擊主界面的刀具輸入菜單,就可彈出如圖7所示的“刀具輸入”對話框。
各項說明:
1)最左側為刀具通用模型,相關參數在圖中都有顯示,同時對各參數意義進行了說明。
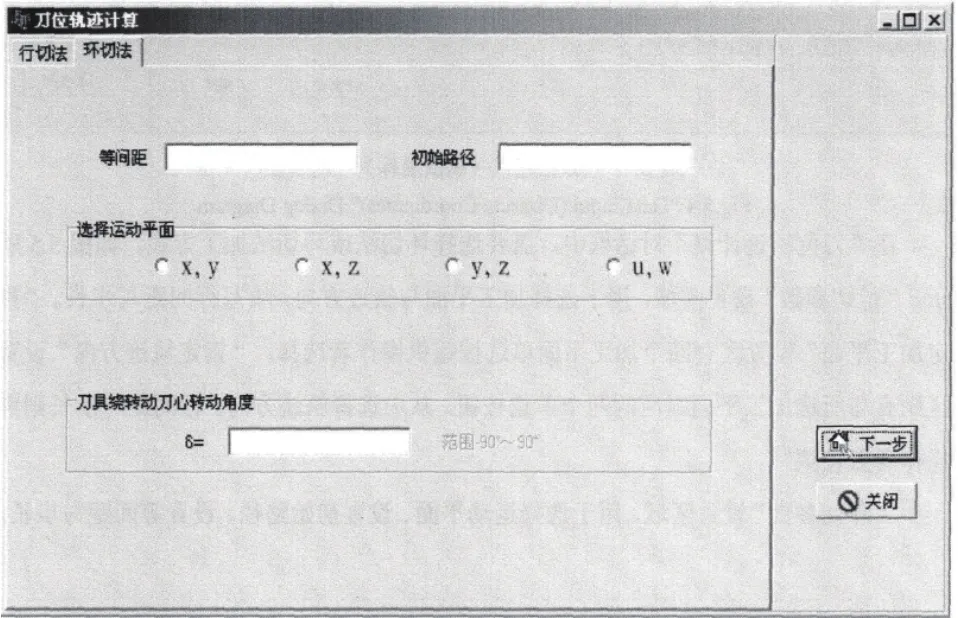
圖6 “刀位軌跡計算”對話框中的“環切法”對話框
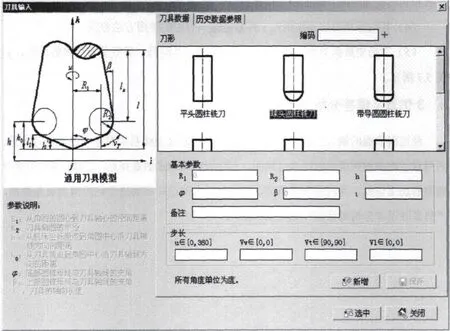
圖7 “刀具輸入”對話框
2)刀具數據選項卡:“刀形”區域,有八種常用刀具及通用刀具模型,操作者可根據需要,通過右側滾動條拉動,顯示刀具形狀,從而點擊所用刀具,刀具被選中后,“基本參數”設置區,默認的數據自動顯示在設置區內,不可更改,其他非默認參數則由操作者輸入。例如:選擇平頭圓柱銑刀時,平頭圓柱銑刀變成藍色可用狀態,同時系統默認R2=0,φ=90o,?=0;而其他非默認參數R1、h、l則由操作者輸入。
3)“步長”選項卡:其中有四個參數u、vv、vT、vL,此刀具的四個參數,主要用于刀位軌跡計算中,所以,在基本參數選定后,四個參數的范圍也將隨之確定,然后由操作者根據其取值范圍,輸入四個參數的步長。
4)其他各項用法及作用與工件數據輸入界面的使用方法相同。
5)“歷史數據參照”選項卡:記錄所選刀具編碼、類型及相關參數數據,如圖7所示。
3 仿真及誤差分析
經過對曲面的輸入,包括方程和離散點的形式,CAM系統對輸入曲面進行離散,利用雙三次參數樣條函數擬合出曲面,對銑刀刀具形式的選擇后,CAM系統可進行曲面的加工仿真[3],并利用仿真結果,通過與已有的已知曲面進行比較得到誤差數據,“仿真及誤差分析對話框”如圖8所示。

圖8 “仿真及誤差分析”對話框
4 結論
以上詳細介紹了復雜曲面CAM系統,通過對曲面的輸入,刀具形式的選擇,及仿真參數的預設置,進行曲面的加工仿真,并與已知曲面進行比較后得到誤差曲線,通過變化刀具,加工步長,加工方式等參數,進行仿真,得出不同條件下的誤差曲線,可以更直觀的比較優選出合理的加工方式及條件。
[1]于明.復雜曲面CAM系統主處理器研究[D].沈陽:沈陽工業大學,2006.
[2]趙文珍,于明.基于遺傳算法的無干涉刀位軌跡計算[J].沈陽工業大學學報,2006.
[3]周春曉.多軸NC加工仿真中的刀具掃描體的計算[J].中國機械工程,2000.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當代陜西(2020年13期)2020-08-24 08:22:02
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
制造技術與機床(2017年5期)2018-01-19 02:49:17
家庭影院技術(2017年9期)2017-09-26 03:41:45
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
